1.本发明涉及一种切削刀片及旋转切削刀具。
背景技术:
2.以往已知一种旋转切削刀具用的切削刀片。近年来,为了提高加工效率,对能够进行高进给加工的旋转切削刀具的要求不断提高。
3.然而,若进行高进给加工,则作用于切削刃上的加工切削负荷增大,因此,切削刃容易发生缺损等损伤。
4.专利文献1中记载有一种切削刀片,其由第一拐角侧面部及第二拐角侧面部构成,以抑制切削刃的损伤、提高强度。如该文献的图6所示,第一拐角侧面部相对于基准面为钝角,第二拐角侧面部相对于基准面为锐角。通过这种切削刀片,能够使拐角侧面部的容积增加,因此能够提高切削刃的强度。
5.专利文献2中记载有一种切削刀片,在与第一下切削刃对应的侧面上设置有第二面,对应第一上切削刃设置有第三面,以提高承受较大负荷的第一下切削刃及第一上切削刃的强度。第二面是以从下表面到上表面远离中心轴的方式倾斜设置,第三面是以从上表面到下表面远离中心轴的方式倾斜设置,因此,能够提高第一下切削刃及第一上切削刃的强度。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2016/080486号公报
9.专利文献2:国际公开第2016/047795号公报
10.技术课题
11.然而,在这些专利文献所记载的切削刀片中,难以充分抑制拐角切削刃受损。在专利文献1所记载的切削刀片中,在与主切削刃对应的侧面部,第一拐角侧面部的高度最大,且越靠近拐角切削刃,第一拐角侧面部的高度越小,因此,无法充分抑制拐角切削刃受损。
12.专利文献2中未记载用于抑制拐角切削刃受损的手段。
13.因此,本发明的目的在于提供一种能够抑制拐角切削刃受损的切削刀片及旋转切削刀具。
技术实现要素:
14.本公开提供一种切削刀片,为具有主切削刃、以及连接于主切削刃的拐角切削刃的大致多边形,包括:第一侧面部分,其连接于主切削刃,具有负后角,且形成为越靠近拐角切削刃,高度越大;以及第二侧面部分,其连接于拐角切削刃,具有负后角,且高度大于第一侧面部分的高度的最大值。
15.切削刀片也可以包括:第一端面,其中形成有通孔。
16.进一步地,还可以包括:第二切削刃及第三切削刃,其分别形成为以通孔的中心轴
为基准,与包括主切削刃以及拐角切削刃的第一切削刃旋转对称。
17.另外,第一端面也可以形成为大致六边形,第一端面包括:第一角部,其设置有拐角切削刃;两个角部,其形成为以通孔的中心轴为基准,与第一角部呈120度旋转对称;第二角部,其与第一角部相邻,顶角大于第一角部,且在其与第一角部之间设置有主切削刃;以及另外两个角部,形成为以通孔的中心轴为基准,与第二角部分别呈120度旋转对称。
18.进一步地,第一切削刃还可以包括:底刃,其连接于主切削刃,且形成于第二角部。
19.并且,切削刀片还可以包括侧面,该侧面连接于第一端面,该侧面包括:第一侧面部分;第二侧面部分;以及第三侧面部分,其连接于第一侧面部分及第二侧面部分,且与通孔的中心轴平行。
20.进一步地,可以在第一端面形成有凸起面,在从与中心轴垂直的方向观察到的侧视图中,凸起面与第一切削刃的距离被配置为随着从拐角切削刃靠近底刃而减小。
21.进一步地,切削刀片还可以包括:第二端面,其具有与第一端面相同的结构。可以在第二端面与侧面之间设置与主切削刃及拐角切削刃相同的主切削刃及拐角切削刃。
22.本公开提供一种旋转切削刀具,该旋转切削刀具包括:如上所述的切削刀片;以及保持切削刀片的刀具主体。刀具主体绕轴旋转。旋转切削刀具包括立铣刀以及铣刀。作为该切削刀片,可以是大致多边形的切削刀片,且包括:拐角切削刃,其在所述大致多边形的第一角部形成为圆弧状;主切削刃,其在所述大致多边形的边部形成为直线状;第一侧面部分,其连接于所述主切削刃,具有负后角,且形成为越靠近所述拐角切削刃,高度越大;以及第二侧面部分,其连接于所述拐角切削刃,具有负后角,且高度大于所述第一侧面部分的所述高度的最大值。
附图说明
23.图1是切削刀片的俯视图。
24.图2是切削刀片的侧视图。
25.图3是沿通过第一侧面部分及中心轴的剖面切断切削刀片的剖面图。
26.图4是沿通过第一侧面部分及中心轴的剖面切断切削刀片的立体剖视图。
27.图5a是旋转切削刀具的刀具主体前端附近的侧视图中的放大视图。
28.图5b是旋转切削刀具的刀具主体前端附近的前视图中的放大视图。
29.主要元件符号说明
30.切削刀片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
31.第一端面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
32.第一切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20a
33.第一角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20a1
34.第二角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20a2
35.第一边部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20a3
36.第二切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20b
37.角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20b1
38.角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20b2
39.第三切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20c
40.角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20c1
41.角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20c2
42.拐角切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22a1
43.底刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22a2
44.主切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22a3
45.第二端面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
46.侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
47.第一侧面部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40a
48.第二侧面部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40b
49.第三侧面部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40c
50.第四侧面部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40d
51.刀具主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
52.旋转切削刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
53.中心轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ax1
54.通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀh55.角度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
α
具体实施方式
56.以下,利用附图对本发明的实施方式进行说明。以下实施方式是用于说明本发明的示例,并不意味着本发明仅限于该实施方式。
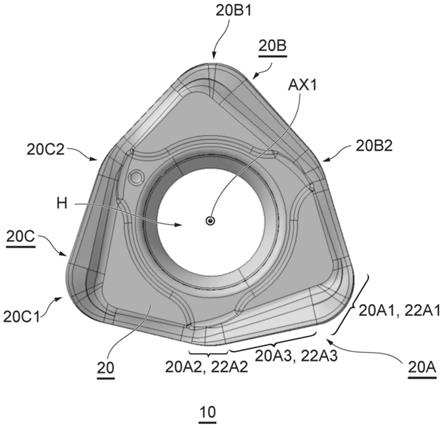
57.图1是本实施方式的切削刀片10的俯视图,图2是切削刀片10的侧视图。如这些附图所示,切削刀片10包括第一端面20、第二端面30、以及将第一端面20与第二端面30连接的侧面40。为方便起见,将第一端面20的朝向设为上方时,第二端面30就朝向第一端面20的相反方向即下方,侧面40朝向与上方及下方大致垂直的横向。
58.如图1所示,在第一端面20及第二端面30形成有将其贯穿的通孔h。图1相当于从与通孔h的中心轴ax1平行的方向观察第一端面20的俯视图。第一端面20形成为大致六边形,该大致六边形包括六个角部,即:第一角部20a1;角部20b1及角部20c1这两个角部,其形成为以中心轴ax1为基准,相对于第一角部20a1呈
±
120度旋转对称;第二角部20a2,其与第一角部20a1相邻,顶角大于第一角部20a1;以及角部20b2及角部20c2这两个角部,其以中心轴ax1为基准,相对于第二角部20a2呈
±
120度旋转对称。在本实施方式中,第二角部20a2的顶角大于第一角部20a1的顶角。例如,第一角部20a1形成为具有80度至100度的顶角,第二角部20a2形成为具有140度至160度的顶角。
59.在第一端面20的第一角部20a1与侧面40的连接部(交叉棱线部)形成有拐角切削刃22a1。拐角切削刃22a1形成为圆弧状,且形成为具有固定曲率或大致固定的曲率。由于本实施方式中的第一角部20a1形成为具有例如80度至100度的顶角,因此,拐角切削刃22a1也形成为具有例如80度至100度的中心角。
60.在第一端面20的第二角部20a2与侧面40的连接部(交叉棱线部)形成有底刃22a2。底刃22a2形成为具有例如与拐角切削刃22a1的曲率相同的曲率。但是,两者的曲率可适当变更。例如,想要使底刃22a2难以破损时,或者在想要像修光刃那样改善完工面时,就减小
底刃22a2的曲率,反之,想要提高底刃22a2的锋利度时,就增大曲率。本实施方式中的第二角部20a2形成为具有例如140度至160度的顶角。拐角切削刃22a1形成为例如在近似为圆弧时具有10度至20度的中心角。
61.在第一边部20a3与侧面40的连接部(交叉棱线部)形成有主切削刃22a3,其中,该第一边部20a3设置于第一端面20的第一角部20a1与第二角部20a2之间。主切削刃22a3例如形成为直线状。主切削刃22a3在一端部与拐角切削刃22a1连接,在另一端部与底刃22a2连接。如图2所示,主切削刃22a3是以随着远离底刃22a2、靠近拐角切削刃22a1而远离基准面p1的方式相对于基准面p1倾斜地形成。这些拐角切削刃22a1、主切削刃22a3及底刃22a2构成第一切削刃20a。基准面p1是一平面,与通孔h的中心轴ax1垂直,且通过第一端面20与第二端面30的中间部。
62.在第一端面20与侧面40的连接部(交叉棱线部)还形成有第二切削刃20b及第三切削刃20c,该第二切削刃20b及第三切削刃20c形成为以中心轴ax1为基准,相对于第一切削刃20a呈
±
120度旋转对称。即,在第一端面20与侧面40的连接部(交叉棱线部),以中心轴ax1为基准,分别呈120度旋转对称地形成有拐角切削刃、与拐角切削刃连接的主切削刃以及与主切削刃连接的底刃这三种切削刃。因此,可以通过切换拐角,利用不同的切削刃进行切削。但是,本发明并不限于此。也可以将本发明应用于如下切削刀片,即,在第一端面20侧包括四个以上相当于第一切削刃20a的切削刃。
63.第一端面20的外周侧的区域作为前刀面来发挥功能。在第一端面20也可以设置有与前刀面连接的槽或断屑器。
64.在第一端面20的通孔周边形成有凸起面20d。当第二端面30被用作切削刃时,凸起面20d相当于通过压靠在刀片座而将切削刀片10固定于刀片架的面。凸起面20d形成为与通孔h的中心轴ax1垂直。
65.如图2所示,切削刀片10形成为以通孔h的中心轴ax1为基准呈120度旋转对称,并且形成为以假想直线ax2为基准呈180度旋转对称,该假想直线ax2与通孔h的中心轴ax1垂直,存在于通过第一端面20与第二端面30的中间部的基准面p1上,且与通孔h的中心轴ax1相交。因此,设置于切削刀片10的与第一端面20的相反侧的第二端面30具有与第一端面20相同的结构。此外,在第二端面30与侧面40的连接部(交叉棱线部)形成有结构与由拐角切削刃22a1、主切削刃22a3及底刃22a2构成的第一切削刃相同的切削刃、以及形成为以中心轴ax1为基准相对于该切削刃呈
±
120度旋转对称的两个切削刃。
66.侧面40形成为将第一端面20与第二端面30连接。侧面40包括:第一侧面部分40a,其连接于主切削刃22a3;第二侧面部分40b,其连接于拐角切削刃22a1;以及第三侧面部分40c,其连接于第一侧面部分40a及第二侧面部分40b。
67.图3是沿通过第一侧面部分40a及中心轴ax1的剖面切断切削刀片10的剖面图。图4是其立体图。
68.如这些附图所示,第一侧面部分40a是形成为具有负后角的所谓的倒置正面。第一侧面部分40a形成为越靠近基准面p1,距中心轴ax1的距离越大(越宽)。因此,能够抑制主切削刃22a3受损。在本实施方式中,第一侧面部分40a的后角、即在沿通过第一侧面部分40a及中心轴ax1的剖面切断的剖面图中,第一侧面部分40a与中心轴ax1所成的角度α(图3)例如为3至5度。
69.如图2所示,第一侧面部分40a形成为从连接于底刃22a2的主切削刃22a3的一端部到连接于拐角切削刃22a1的主切削刃22a3的另一端部。另外,第一侧面部分40a在中心轴方向上的高度随着远离底刃22a2、靠近拐角切削刃22a1而增大。例如,拐角切削刃22a1侧的位置处的第一侧面部分40a的高度h2大于底刃22a2侧的位置处的第一侧面部分40a的高度h1。
70.如该图所示,在本实施方式中,第一侧面部分40a的高度是呈直线性地增加。然而,并不限于此,第一侧面部分40a的高度也可以呈曲线性地增加。另外,也可以包括高度固定的部分。此外,第一侧面部分40a形成于与基准面p1上方间隔的位置。即,第一侧面部分40a的高度的最大值小于第一端面20的近似平面与第二端面30的近似平面之间的间隔的平均值的一半。
71.在图1所示的俯视图中,中心轴ax1与主切削刃22a3的距离随着远离底刃22a2、靠近拐角切削刃22a1而增大。因此,连接于主切削刃22a3且具有负后角的第一侧面部分40a形成为距中心轴ax1的距离越大,在中心轴方向上的高度越大。
72.第二侧面部分40b在上方连接于拐角切削刃22a1,在横向上连接于第一侧面部分40a。与第一侧面部分40a同样地,第二侧面部分40b也是形成为具有负后角的所谓的倒置正面,例如,形成为与第一侧面部分40a平滑地连接。第二侧面部分40b形成为越靠近基准面p1,距中心轴ax1的距离越大(越宽)。因此,能够抑制拐角切削刃22a1受损。在本实施方式中,第二侧面部分40b的后角,即在图3的沿通过第二侧面部分40b及中心轴ax1的剖面切断的剖面图中,第二侧面部分40b与中心轴ax1所成的角度α例如为3至5度。
73.如图2所示,第二侧面部分40b形成为从连接于主切削刃22a3的拐角切削刃22a1的一端部到拐角切削刃22a1的至少中间部分。另外,第二侧面部分40b在中心轴ax1方向上的高度随着远离主切削刃22a3而增大。此外,第二侧面部分40b的高度大于第一侧面部分40a的高度的最大值。例如,该图所示位置处的第二侧面部分40b的高度h3大于该图所示位置处的第一侧面部分40a的高度h2。因此,与主切削刃22a3相比,更能提高拐角切削刃22a1的耐久性。此外,第二侧面部分40b形成于与基准面p1上方间隔的位置。即,第二侧面部分40b的高度的最大值小于第一端面20的近似平面与第二端面30的近似平面之间的间隔的平均值的一半。
74.第三侧面部分40c连接于第一侧面部分40a及第二侧面部分40b的基准面p1侧的下边。第三侧面部分40c是所谓的负面,在沿通过第三侧面部分40c及中心轴ax1的剖面切断的剖面图(图3)中,第三侧面部分40c与中心轴ax1所成的角度为0度,即两者平行地形成。第三侧面部分40c在中心轴ax1方向上的高度优选大于切削刀片10的高度的一半,例如,大于第一端面20的近似平面与第二端面30的近似平面之间的间隔的一半。此外,如上所述,第一侧面部分40a在中心轴ax1方向上的高度随着远离拐角切削刃22a1、靠近底刃22a2而减小(图2)。因此,第三侧面部分40c在中心轴ax1方向上的高度随着远离拐角切削刃22a1、靠近底刃22a2而增大。例如,底刃22a2侧的位置处的第三侧面部分40c的高度h5大于拐角切削刃22a1侧的位置处的第三侧面部分40c的高度h4。
75.第四侧面部分40d在上方连接于底刃22a2,在横向上连接于第一侧面部分40a,在下方与第三侧面部分40c连接。第四侧面部分40d是形成为具有负后角的所谓的倒置正面,例如,形成为与第一侧面部分40a平滑地连接。如图2所示,第四侧面部分40d在中心轴方向上的高度随着靠近连接于主切削刃22a3的一端部而增大,在另一端部为0。
76.侧面40与切削刃同样地形成为相对于中心轴ax1呈120度旋转对称。因此,相当于第一侧面部分40a至第四侧面部分40d的侧面部分形成为分别与第二切削刃及第三切削刃对应地呈
±
120度旋转对称。
77.如上所述,切削刀片10形成为在基准面p1上以在俯视图中通过形成有底刃22a2的第二角部20a2的假想直线ax2为中心呈180度旋转对称。因此,为了与形成于第二端面30侧的切削刃相邻,设置有与第一侧面部分40a、第二侧面部分40b及第四侧面部分40d对应的侧面部分。另外,第三侧面部分40c也形成为以假想直线ax2为中心呈180度旋转对称。
78.图5a是从与刀具主体50的旋转轴ax3垂直的方向观察旋转切削刀具100的侧视图中的放大视图,其中,该旋转切削刀具100是在绕旋转轴ax3旋转的刀具主体50上安装有三个切削刀片10。图5b是从与刀具主体50的旋转轴ax3平行的方向观察旋转切削刀具100的前视图中的放大视图。
79.如这些附图所示,旋转切削刀具100包括切削刀片10、以及安装切削刀片10的刀具主体50。另外,通过使插入至通孔h的外螺纹与形成于刀具主体50的刀片座的内螺纹螺合,且利用该外螺纹将切削刀片10压抵于刀具主体50,来将切削刀片10安装于刀具主体50。此时,第一端面20朝向刀具主体50的旋转方向,朝向相反方向的第二端面30的凸起面压抵于刀具主体50的刀片座。另外,第一侧面部分40a至第四侧面部分40d朝向刀具主体50的旋转轴ax3方向(图5a中的下方)。拐角切削刃22a1位于距刀具主体50的旋转轴ax3最远的外周部,在外径方向上比刀具主体50略突出。另外,与拐角切削刃22a1连接的主切削刃22a3及底刃22a2在旋转轴ax3方向上比刀具主体50略突出。另一方面,切削刀片10的侧面40中,形成为相对于第三侧面部40c呈
±
120度旋转对称的两个侧面部分别成为压靠于刀具主体50的约束面。如上所述,连接于第一侧面部分40a的第三侧面部分40c在中心轴ax1方向上的高度随着远离拐角切削刃22a1、靠近底刃22a2而增大,因此,这两个侧面部在中心轴方向上的高度也随着远离对应的拐角切削刃、靠近对应的底刃而增大。因此,能够使作为压靠于刀具主体50的约束面发挥功能的部分比以往更大。
80.对如上所述的切削刀片10及旋转切削刀具100的效果进行说明。
81.本技术的发明人等着眼于以下方面:在多边形状的切削刀片10中,在结构上强度较弱的部分是相当于顶点的角部附近,尤其是在角度较小的角部附近,强度较弱。另外,还着眼于以下方面:在旋转切削刀具中,在加工上强度较弱的部分是外周部分。因而着眼于以下方面:在切削刀片10中,位于外周部分且设置在具有较小角度的第一角部20a1的拐角切削刃22a1是在结构上及加工上强度较弱的部位,因此,损伤的可能性较高。由于本实施方式的切削刀片10包括具有负后角且高度大于第一侧面部分40a的高度的最大值的第二侧面部分40b作为连接于拐角切削刃22a1的侧面,因此,能够抑制拐角切削刃22a1的损伤。
82.另一方面,对于主切削刃22a3,刃部寿命主要受边界磨损的影响,因此,期望提高刀尖强度。然而,减小前角会导致切削阻力增加。因此,通过设置具有负后角的第一侧面部分40a作为连接于主切削刃22a3的侧面,能够提高主切削刃的耐久性。
83.此处,主切削刃22a3中内径侧的底刃22a2侧的部分的损伤可能性小于外径侧的拐角切削刃22a1侧的部分。因此,底刃22a2侧的第一侧面部分40a的高度配置为小于拐角切削刃22a1侧的第一侧面部分40a的高度。结果,对于为负面的第三侧面部分40c,能够使底刃22a2侧的第三侧面部分40c的高度大于拐角切削刃22a1侧的第三侧面部分40c的高度。由于
第三侧面部分40c是负面,因此,在使用第二切削刃20b或第三切削刃20c进行切削时,成为用作压靠在刀具主体50上的约束面的部分。因此,能够通过增大第三侧面部分40c,来扩大约束面的区域,从而将切削刀片10稳定地安装于刀具主体50。并且,由于在第三侧面部分40c与主切削刃22a3之间设置有利用第一侧面部分40a形成的间隙,因此,在主切削刃22a3受损时,损伤到达约束面,能够切换拐角来抑制切削时夹紧力下降。
84.此外,底刃22a2(修光刃)附近的后刀面在加工过程中与被加工物接触的时间较长,因此,容易产生后刀面磨损的问题。因此,本实施方式的切削刀片10使设置有底刃22a2的第二角部20a2的顶角较大,从而提高了耐久性。另外,使连接于底刃22a2的第四侧面部分40d的高度小于相邻的第一侧面部分40a的高度。因此,由于具有负后角,所以能够减小磨损可能性较高的第四侧面部的面积,从而抑制底刃22a2附近的后刀面磨损。
85.并且,主切削刃22a3具有倾度,以越靠近拐角切削刃22a1,则越远离基准面p1及凸起面20d,而越靠近底刃22a3,则越靠近基准面p1及凸起面20d(距离越减小)的方式倾斜。因此,能够将在拐角切削刃22a1附近产生的切屑从底刃22a2侧排出。尤其是在加工角部时,能够促进切屑排出。
86.此外,由于在第二端面30也设置有这种结构,因此,能够将切削刀片10用作双面负型刀片(negative insert)。另外,由于将第一端面20形成为大致六边形状,因此,能够增大角部的顶角,从而能够提高耐久性。
87.此外,本发明可以在不脱离其主旨的情况下进行各种变形。例如,在本领域技术人员的通常的创造能力范围内,可以将某实施方式中的一部分构成要素追加到其他实施方式中。另外,可以将某实施方式中的一部分构成要素替换为其他实施方式的对应的构成要素。