1.本实用新型涉及一种圆钢的弯曲加工设备,特别涉及一种防雷接地圆钢弯制快速加工装置。
背景技术:
2.在电气防雷接地施工过程中,防雷接地圆钢安装经常遇有障碍(建筑物伸缩缝、沉降缝、管道法兰等)需跨越相连接,或防雷接地圆钢长度不足需端部搭接接长的情况。对防雷接地圆钢遇伸缩缝等障碍时进行弯弧补偿跨越相连接,对长度不足的防雷接地圆钢的一端弯成乙字形状与另一根防雷接地圆钢的端部进行贴合呈一直线状搭接。目前工地上对防雷接地圆钢进行弯弧或弯成乙字形状的常规方法是采用全人工方式弯制,在操作台上利用短钢管或其它工具用人力将圆钢进行杠杆弯制,一般需要进行多次弯折,此方法不仅加工速度慢,效率较低,工人劳动强度大,而且成型质量差,影响使用效果。
技术实现要素:
3.本实用新型的目的是针对上述现有技术存在的缺陷,提供一种防雷接地圆钢弯制快速加工装置,其操作简单方便,确保防雷接地圆钢一次弯制成型,保证防雷接地圆钢外观、质量标准统一,并有效提高工作效率、降低材料和人工成本。
4.本实用新型为实现上述目的采用的技术方案是:一种防雷接地圆钢弯制快速加工装置,包括框架平台、驱动控制机构和弯制模具,框架平台是由角钢及槽钢焊接形成的长方体状框架结构,框架平台上表面一角处向下凹陷设置有用于安装弯制模具的安装平台,框架平台底端内侧设有用于放置驱动控制机构的底部支撑平台,框架平台四周的钢柱分别向下延伸突出底部支撑平台且钢柱底端分别焊接有连接钢板,连接钢板底部分别连接万向轮,驱动控制机构包括液压电动泵、液压缸、油管、控制开关,液压电动泵设置在框架平台的底部支撑平台上,液压缸定位在弯制模具上,液压电动泵通过油管与液压缸连接,控制开关连接在油管中并定位在框架平台一侧,弯制模具包括上部动模和下部定模,上部动模的底面和下部定模的顶面为模具接合面,模具接合面上分别设有位置相互对应的压接凹导槽,上部动模和下部定模合模时,上部动模和下部定模的压接凹导槽对接形成用于弯制圆钢的模腔,上部动模上侧设有液压缸安装板,液压缸安装在液压缸安装板上,四条双头螺栓由液压缸安装板四周向下依次连接上部动模和下部定模并将弯制模具整体定位在安装平台上,液压缸的活塞杆与上部动模上端连接,液压缸工作可推拉上部动模相对下部定模上下运动实现开模合模。
5.本实用新型的进一步技术方案是:所述安装平台一侧设有与安装平台同位于长方体框架同一侧边上的操作平台,操作平台表面在远离安装平台一端设置有限制圆钢位置的限位柱体,操作平台表面在靠近安装平台一端设置有用于测量圆钢长度的钢直尺。
6.本实用新型的进一步技术方案是:所述弯制模具固定安装在安装平台上时,下部定模的模具接合面与操作平台在同一水平高度。
7.本实用新型的进一步技术方案是:所述上部动模和下部定模的模具接合面上分别设有两组位置相互对应的压接凹导槽,其中一组压接凹导槽呈“~”形,另一组压接凹导槽呈“乙”形。
8.本实用新型的进一步技术方案是:所述压接凹导槽是圆形槽,压接凹导槽的直径略大待弯曲圆钢的直径。
9.本实用新型的进一步技术方案是:所述上部动模的上表面中部向下凹陷设有用于连接固定液压缸活塞杆的杆套,液压缸的活塞杆底端穿过液压缸安装板向下延伸定位在上部动模的杆套中。
10.本实用新型防雷接地圆钢弯制快速加工装置具有如下有益效果:
11.1、本实用新型防雷接地圆钢弯制快速加工装置制作简单,方便实用,成本低,主要部件液压电动泵、液压缸的功能不受限制和影响,可改造他用;
12.2、本实用新型防雷接地圆钢弯制快速加工装置可同时对防雷接地圆钢进行弯弧和弯成乙字形状,通用性强;并且通过脚部安装的万向轮方便在施工现场的移运,灵活性高;
13.3、采用本实用新型,对防雷接地圆钢采用机械液压弯制,整个加工过程短,操作简单,摒弃了传统用人力将防雷接地圆钢进行杠杆弯制,从而简便的完成原本的高负担作业需求,不仅速度快、效率高,还省时省力、降低劳动强度;
14.4、采用本实用新型,通过将待弯制的防雷接地圆钢放置于弯制模具的模腔内,依靠上部动模和下部定模的闭合作用即可达成其弯制目的,保证了弯制后的防雷接地圆钢外形的一致性和精确性,成品规格形式统一,提高观感质量。
15.下面结合附图和实施例对本实用新型防雷接地圆钢弯制快速加工装置作进一步的说明。
附图说明
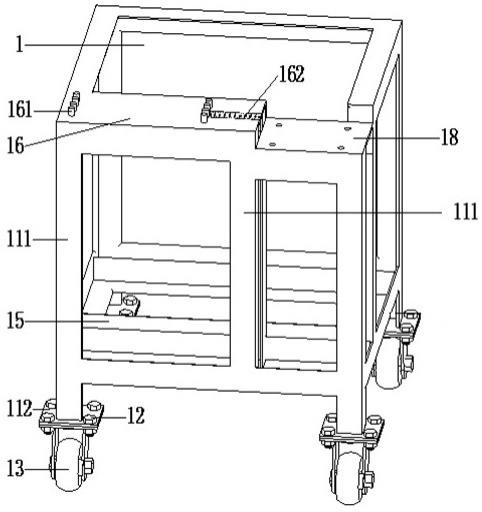
16.图1是本实用新型防雷接地圆钢弯制快速加工装置的框架平台的结构示意图;
17.图2是本实用新型防雷接地圆钢弯制快速加工装置的驱动控制机构和弯制模具连接的结构示意图;
18.图3是本实用新型防雷接地圆钢弯制快速加工装置的上部动模和下部定模分解示意图;
19.图4是本实用新型防雷接地圆钢弯制快速加工装置的结构示意图;
20.图5是本实用新型防雷接地圆钢弯制快速加工装置压制圆钢的结构示意图;
21.附图标号说明:1-框架平台1,111-钢柱,112-连接钢板112,12-螺栓ⅰ,13-万向轮,15-底部支撑平台15,16-操作平台,161-限位柱体,162-钢直尺,18-安装平台,2-驱动控制机构,21-液压电动泵,211-液压油箱,212-电动泵,213-电磁阀,214-压力表,22-液压缸,23-油管,24-控制开关,25-螺栓ⅱ,3-弯制模具,31-上部动模,32-下部定模,33-压接凹导槽,34-双头螺栓,35-模具接合面,36-杆套,4-防雷接地圆钢,41-弯弧防雷接地圆钢,42
‑“
乙”形状防雷接地圆钢。
具体实施方式
22.如图1至图4所示,本实用新型防雷接地圆钢弯制快速加工装置,包括框架平台1、驱动控制机构2和弯制模具3。
23.框架平台1是由角钢及槽钢焊接形成的长方体状框架结构。框架平台1上表面一角处向下凹陷设置有用于安装弯制模具3的安装平台18,框架平台1底端内侧设有用于放置驱动控制机构2的底部支撑平台15,框架平台1四周的钢柱111分别向下延伸突出底部支撑平台15且钢柱111底端分别焊接有连接钢板112,连接钢板112底部分别通过螺栓ⅰ12连接万向轮13,万向轮13便于框架平台1灵活移动。所述安装平台18一侧设有与安装平台18同位于长方体框架同一侧边上的操作平台16,操作平台16表面在远离安装平台18一端设置有限制圆钢位置的限位柱体161,操作平台16表面在靠近安装平台18一端设置有用于测量圆钢长度的钢直尺162。在本实施例中,框架平台1的四条钢柱111及底部支撑平台15都是镀锌角钢焊接形成,安装平台18和操作平台16分别采用槽钢焊接形成,安装平台18和操作平台16连接处底部也设置有一条钢柱111。当然作为本实用新型的变换形式,框架平台1也可以采用其他钢板和钢管等焊接形成,并不限于本实用新型所述形式。
24.驱动控制机构2包括液压电动泵21、液压缸22、油管23、控制开关24。液压电动泵21设置在框架平台1的底部支撑平台15上,液压缸22定位在弯制模具3上,液压电动泵21通过油管23与液压缸22连接,控制开关24连接在油管23中并定位在框架平台1一侧,控制开关24的面板与框架平台11的侧面齐平。液压电动泵21集成有液压油箱211、电动泵212、电磁阀213、压力表214配件。
25.弯制模具3包括上部动模31和下部定模32,上部动模31的底面和下部定模32的顶面为模具接合面35,模具接合面35上分别设有位置相互对应的压接凹导槽33,上部动模31和下部定模32合模时,上部动模31和下部定模32的压接凹导槽33对接形成用于弯制圆钢的模腔,模腔的孔型轮廓与待弯制防雷接地圆钢的设定弯制后的外形轮廓吻合布置。所述压接凹导槽33是圆形槽,压接凹导槽33的直径略大待弯曲圆钢的直径。在本实施例中,所述上部动模31和下部定模32的模具接合面35上分别设有两组位置相互对应的压接凹导槽33,其中一组压接凹导槽33呈“~”形,另一组压接凹导槽33呈“乙”形。所述弯制模具3固定安装在安装平台18上时,下部定模32的模具接合面35与操作平台16在同一水平高度,方便将圆钢从操作平台16推入弯制模具3中。
26.上部动模31上侧设有液压缸22安装板,液压缸22安装在液压缸22安装板上。上部动模31的上表面中部向下凹陷设有用于连接固定液压缸22活塞杆的杆套36,液压缸22的活塞杆底端穿过液压缸22安装板向下延伸定位在上部动模31的杆套36中。四条双头螺栓34由液压缸22安装板四周向下依次连接上部动模31和下部定模32并将弯制模具3整体安装定位在安装平台18上。下端螺丝穿过下部定模32的螺栓孔后与安装平台18的槽钢进行连接固定,上部动模31在四根双头螺栓34的约束下,在液压缸22与下部定模32之间通过与液压缸22活塞杆的连接实现上下滑动进行液压弯制工作,液压缸22活塞杆的工作行程同上部动模31的滑动行程。液压缸22的活塞杆与上部动模31上端连接,液压缸22工作可推拉上部动模31相对下部定模32上下运动实现开模合模。
27.在实施时,对待弯制的防雷接地圆钢计算确定弯制成弯弧或弯成乙字形状的长度和部位后,将待弯制的防雷接地圆钢4放置在操作平台16上的两根限位柱体161之间,并根
据操作平台16上的钢直尺162调整定位防雷接地圆钢4待弯制部位进入弯制模具3的下部定模32的模具接合面35的压接凹导槽33内,达到部分约束防雷接地圆钢4的目的,之后通过操作控制开关24,接通驱动控制机构2的电源,启动液压电动泵21,使液压油通过油管23从液压油箱211进入到液压缸22,液压缸22的活塞杆开始顶出,弯制模具33的上部动模31受到活塞杆的推力后并在四根双头螺栓34的约束向下滑动,防雷接地圆钢4在受到弯制模具33的上部动模31和下部定模3232的合模力时开始进入弯制状态,当液压电动泵21的压力达到防雷接地圆钢4弯制设计的压力值后,上部动模31的模具接合面35与下部定模32的模具接合面35进行接触,完成其内模腔相对于待弯制防雷接地圆钢4的空间约束塑型,从而完成对防雷接地圆钢4指定弯制成弯弧或弯成乙字形状的作业。再通过操作控制开关24,将液压缸22内的液压油通过油管23收归液压油箱211,使弯制模具33的上部动模31在活塞杆收回下向上滑动,可将弯弧防雷接地圆钢41或“乙”形状防雷接地圆钢42取出。放置下一根待弯制的防雷接地圆钢4重复以上操作步骤完成指定弯制成弯弧或弯成乙字形状的作业。
28.以上实施例仅为本实用新型的较佳实施例,本实用新型的结构并不限于上述实施例列举的形式,凡在本实用新型的精神和原则之内所作的任何修改、等同替换等,均应包含在本实用新型的保护范围之内。