1.本实用新型涉及环保设备的技术领域,尤其是涉及一种切包站及板结飞灰预处理系统。
背景技术:
2.飞灰是在垃圾焚烧过程中收集于烟气管道、烟气净化装置、旋风分离器和布袋除尘器等处的容重较低、粒径细小的粉体物质。飞灰成分复杂,其中含有大量的cd、cr、ni、pb、zn等重金属和二噁英等有害物质。飞灰目前国内处置方式主要是填埋。填埋处置是最简单、最早开始采用的飞灰处置方法。随着其它飞灰处置技术的发展以及填埋飞灰的弊端不断暴露,如何将安全坑内填埋的飞灰减量化、资源化利用,恢复安全坑填埋其它危险废物的功能,为目前需要研究的问题。且利用安全坑填埋的飞灰由于长期坑内储存,已经办结成大块,不易处理。
技术实现要素:
3.本实用新型的目的在于提供切包站及板结飞灰预处理系统,以解决飞灰结块不易处理的技术问题。
4.第一方面,本实用新型提供一种切包站,包括切包站主体和吊运架,所述切包站主体设置在所述吊运架的下端,在所述吊运架上设置有用于使吨袋吊入所述切包站主体内的吊运装置;
5.所述切包站主体包括料斗、旋转料盘组件、切割装置组件、挤料装置和推料组件,所述旋转料盘设置在所述料斗内,所述切割装置组件设置在所述旋转料盘的一侧,所述切割装置组件用于切割所述旋转料盘组件上的吨袋,所述旋转料盘组件用于使所述切割装置组件沿所述吨袋的周侧切割;
6.所述挤料装置设置在所述料斗内并位于所述旋转料盘组件的上端,所述吊运装置吊起被所述切割装置组件切割后的所述吨袋,所述挤料装置用于挤压所述吨袋,以使所述吨袋内的物料排出;
7.所述推料组件用于将所述旋转料盘组件上的物料推下。
8.在可选的实施方式中,所述吊运架上设置有两个吊运装置,在所述料斗内设置有与吊运装置对应的旋转料盘组件、切割装置组件、挤料装置和推料组件。
9.在可选的实施方式中,所述旋转料盘组件包括料盘主体、设置在料盘主体下端的旋转轴和与旋转轴连接的旋转减速电机;
10.所述推料组件包括位于所述旋转料盘一侧的推料板和与所述推料板连接的推料液压缸,所述推料液压缸用于使所述推料板将所述旋转料盘上的物料推下。
11.在可选的实施方式中,所述挤料装置包括两个相对设置的挤料组件,所述挤料组件包括挤压板和与所述挤压板连接的挤压液压缸,两个所述挤压液压缸使两个所述挤压板在所述吨袋的两侧挤压所述吨袋。
12.在可选的实施方式中,所述挤压液压缸上设置有固定板,在所述固定板上设置有与所述挤压板连接的导向杆。
13.在可选的实施方式中,所述挤压板为弧形板。
14.在可选的实施方式中,所述切割装置组件包括切割液压缸、切割小车和深度检测装置;
15.所述切割小车上设置有切割电机,在所述切割电机上设置有用于切割吨袋的锯片;所述深度检测装置包括限位辊、与限位辊连接的弹簧和用于检测弹簧压缩量的位置传感器,所述限位辊与所述吨袋接触,且所述锯片在切割液压缸的作用下伸入吨袋的过程中,所述吨袋使限位辊压缩弹簧。
16.在可选的实施方式中,所述吊运装置上设置有重力传感器。
17.本实用新型提供的切包站的吊运装置能够将装有板结飞灰的吨袋移动到切包站主体内,切割装置组件将吨袋切开并在旋转料盘组件的配合下将吨袋划开;挤料装置将吨袋内的板结飞灰挤出,使板结飞灰能够从吨袋内掉落进料斗内,推料组件将旋转料盘组件上的物料推进料斗内,从而实现吨袋的切包,解决吨袋与板结飞灰分离的问题,且可回收吨袋的难题,大大减少人工参与工作量,节约成本。
18.第二方面,本实用新型提供一种板结飞灰预处理系统,包括前述实施方式任一项所述切包站。
19.在可选的实施方式中,还包括一级齿辊破碎机、皮带机、直线振动筛、二级对辊破碎机、第一螺旋输送机、第二螺旋输送机和仓泵系统;
20.所述一级齿辊破碎机设置在所述切包站的下端,经一级齿辊破碎机破碎后的物料经皮带机输送到直线振动筛;
21.所述直线振动筛筛分后的合格物料经第二螺旋输送机输送到仓泵系统,不合格物料进入到二级对辊破碎机,经二级对辊破碎机破碎的物料经皮带机输送到直线振动筛中。
22.本实用新型还提供一种板结飞灰预处理系统,该板结飞灰预处理系统采用上述的切包站,从而具有切包站的一切有益效果。
附图说明
23.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
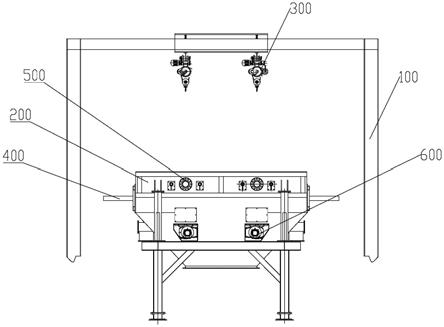
24.图1为本实用新型实施例提供的切包站的结构示意图;
25.图2为图1所示的切包站的切包站主体的结构示意图;
26.图3为图2所示的切包站主体的结构示意图的a的局部放大图;
27.图4为图2所示的切包站主体的挤料装置的挤料组件的结构示意图;
28.图5为本实用新型实施例提供的板结飞灰预处理系统的结构示意图。
29.图标:100-吊运架;200-切包站主体;300-吊运装置;400-推料组件;500-挤料装置;600-旋转减速电机;700-料斗;800-料盘主体;900-旋转轴;110-导向杆;120-推料板;130-切割液压缸;140-固定板;150-切割小车;160-挤压液压缸;170-挤压板;180-切割电
机;190-锯片;210-弹簧;220-限位辊;230-皮带机;240-直线振动筛;250-二级对辊破碎机;260-第二螺旋输送机;270-仓泵系统;280-一级齿辊破碎机。
具体实施方式
30.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.实施例
32.参照图1-图5,本实用新型提供一种切包站,包括切包站主体200和吊运架100,所述切包站主体200设置在所述吊运架100的下端,在所述吊运架100上设置有用于使吨袋吊入所述切包站主体200内的吊运装置300;
33.所述切包站主体200包括料斗700、旋转料盘组件、切割装置组件、挤料装置500和推料组件400,所述旋转料盘设置在所述料斗700内,所述切割装置组件设置在所述旋转料盘的一侧,所述切割装置组件用于切割所述旋转料盘组件上的吨袋,所述旋转料盘组件用于使所述切割装置组件沿所述吨袋的周侧切割;
34.所述挤料装置500设置在所述料斗700内并位于所述旋转料盘组件的上端,所述吊运装置300吊起被所述切割装置组件切割后的所述吨袋,所述挤料装置500用于挤压所述吨袋,以使所述吨袋内的物料排出;
35.所述推料组件400用于将所述旋转料盘组件上的物料推下。
36.在一些实施例中,切包站的切包站主体200上设置有吊运架100,吊运架100上有吊运装置300,一般吊运装置300选择电葫芦;吊运装置300将吨袋吊起,然后沿着吊运架100移动到切包站主体200的上方后,将吨袋放置到旋转料盘组件上。
37.切割装置组件对吨袋进行切割,同时旋转料盘组件旋转,使切割装置组件能够沿着吨袋的周向切割;且由于吨袋的质量较大,在切割装置组件对吨袋切割的时候,吨袋能够保持固定不动。一般旋转料盘组件旋转3/4圈,以满足吨袋内的物料(板结飞灰)排出的需求,且确保吨袋不会分割成两段。
38.吊运装置300将吨袋吊起,一般吨袋的下端与旋转料盘组件的距离为500mm,挤料装置500对吨袋进行挤压,使吨袋内的板结飞灰排出。
39.当吨袋内的板结飞灰排出以后,部分板结飞灰位于旋转料盘组件上,为了使旋转料盘组件上的物料进入料斗700,推料组件400从旋转料盘组件的一侧将旋转料盘组件上的物料推下,进行使板结飞灰均进入到料斗700内。
40.该切包站满足了板结飞灰与吨袋分离的要求,且可回收吨袋的难题,大大减少人工参与工作量,节约成本。
41.参照图1,在可选的实施方式中,所述吊运架100上设置有两个吊运装置300,在所述料斗700内设置有与吊运装置300对应的旋转料盘组件、切割装置组件、挤料装置500和推料组件400。
42.为了提高工作效率,在切包站主体200内设置有两个的旋转料盘组件、两个切割装置组件、两个挤料装置500和两个推料组件400。
43.在吊运架100上设置有两个吊运装置300,从而实现在切包站主体200的两侧进行对吨袋的吊装,提高了吨袋的切割的效率,且两个吊运装置300分别在切包站主体200的一侧进行吊装,彼此不影响。
44.参照图2,在可选的实施方式中,所述旋转料盘组件包括料盘主体800、设置在料盘主体800下端的旋转轴900和与旋转轴900连接的旋转减速电机600;
45.所述推料组件400包括位于所述旋转料盘一侧的推料板120和与所述推料板120连接的推料液压缸,所述推料液压缸用于使所述推料板120将所述旋转料盘上的物料推下。
46.旋转料盘组件的旋转减速电机600使旋转轴900旋转,进行使位于旋转轴900上的料盘主体800旋转;该切包站设置控制装置,控制装置为plc;控制装置控制旋转减速电机600的旋转角度,根据切割吨袋的要求使料盘主体800旋转,以使切割装置组件使吨袋切割3/4圈。
47.在可选的实施方式中,所述挤料装置500包括两个相对设置的挤料组件,所述挤料组件包括挤压板170和与所述挤压板170连接的挤压液压缸160,两个所述挤压液压缸160使两个所述挤压板170在所述吨袋的两侧挤压所述吨袋。
48.挤料装置500的两个挤料组件位于吨袋的两侧,当吨袋吊起以后,挤料气缸使挤压板170向吨袋以后,当两个挤压板170从吨袋的两侧向吨袋以后的时候,实现对吨袋的挤压,使吨袋的内的物料排出。
49.参照图4,在可选的实施方式中,所述挤压液压缸160上设置有固定板140,在所述固定板140上设置有与所述挤压板170连接的导向杆110。
50.在可选的实施方式中,所述挤压板170为弧形板。
51.为了达到更好的挤压效果,挤压板170为弧形板,当两个挤压板170挤压吨袋的时候,弧形板的挤压板170挤压吨袋的时候,避免两个挤压板170夹持物料,使物料不能从吨袋内排出。
52.为了使挤压板170在挤压的过程中,还能按照原有轨迹移动,挤压液压缸160上设置有固定板140,在挤压液压缸160的两侧分别设置有一个导向杆110,这样有助于使固定挤压板170的移动轨迹。
53.参照图2和图3,在可选的实施方式中,所述切割装置组件包括切割液压缸130、切割小车150和深度检测装置;
54.所述切割小车150上设置有切割电机180,在所述切割电机180上设置有用于切割吨袋的锯片190;所述深度检测装置包括限位辊220、与限位辊220连接的弹簧210和用于检测弹簧210压缩量的位置传感器,所述限位辊220与所述吨袋接触,且所述锯片190在切割液压缸130的作用下伸入吨袋的过程中,所述吨袋使限位辊220压缩弹簧210。
55.在可选的实施方式中,所述吊运装置300上设置有重力传感器。
56.当切割小车150在切割液压缸130的作用下向吨袋移动,切割小车150上的切割电机180使锯片190高速旋转并向吨袋移动,当锯片190切割吨袋的时候,切割小车150继续向吨袋移动,深度检测装置的限位辊220与吨袋接触,随着切割小车150的继续移动,限位辊220压缩弹簧210,位置传感器通过检测弹簧210的压缩量,判断此时锯片190的切割深度,并将信息传递给控制装置,控制装置根据切割深度信息控制切割液压缸130的伸缩,当锯片190达到指定深度的时候,控制装置控制旋转料盘组件的旋转。
57.吊运装置300上有重力传感器,在吊运装置300将吨袋放置在旋转料盘组件上的时候,当重力传感器向控制装置发送的信号低于某一重量的时候,认为吊运装置300将吨袋放置到旋转料盘组件上,一般重力传感器向控制装置反馈重量为零时,确定吨袋放置旋转料盘组件上。
58.吨袋切割完以后,吊运装置300将吨袋吊起,挤压装置对吨袋进行挤压,重力传感器实时向控制装置反馈信号,一般反馈的信号的信息的重量大于5kg,认为吨袋未卸料完成,根据吨袋的不同,反馈的信号的信息的重量也不同,当吨袋过大的时候,反馈的信号的重量节点要大于5kg。
59.当反馈的信号的信息的重量大于5kg,需要再次启动挤料装置500对吨袋进行挤压。当重力传感器反馈信号的信息小于5kg时,认为吨袋卸料完成。
60.若反复挤压吨袋,依旧反馈的信号信息的信息大于5kg,发送警示信息,让操作人员观察吨袋情况,一般在切包站设置有摄像头,操作人员能够远程观察吨袋情况。
61.当吊运装置300使吨袋远离切包站主体200的时候,推料组件400的推料液压缸使推料板120从料盘主体800的一侧向另一侧推料,将料盘主体800上的物料均退下。
62.本实用新型提供的切包站的吊运装置300能够将装有板结飞灰的吨袋移动到切包站主体200内,切割装置组件将吨袋切开并在旋转料盘组件的配合下将吨袋划开;挤料装置500将吨袋内的板结飞灰挤出,使板结飞灰能够从吨袋内掉落进料斗700内,推料组件400将旋转料盘组件上的物料推进料斗700内,从而实现吨袋的切包,解决吨袋与板结飞灰分离的问题,且可回收吨袋的难题,大大减少人工参与工作量,节约成本。
63.参照图5,本实用新型提供一种板结飞灰预处理系统,包括前述实施方式任一项所述切包站。
64.在可选的实施方式中,还包括一级齿辊破碎机280、皮带机230、直线振动筛240、二级对辊破碎机250、第一螺旋输送机、第二螺旋输送机260和仓泵系统270;
65.所述一级齿辊破碎机280设置在所述切包站的下端,经一级齿辊破碎机280破碎后的物料经皮带机230输送到直线振动筛240;
66.所述直线振动筛240筛分后的合格物料经第二螺旋输送机260输送到仓泵系统270,不合格物料进入到二级对辊破碎机250,经二级对辊破碎机250破碎的物料经皮带机230输送到直线振动筛240中。
67.在料斗700内的板结飞灰进入到一级齿辊破碎机280中,经过一级齿辊破碎机280破碎的物料经过皮带机230输送到直线振动筛240中,直线振动筛240将物料进行筛分,将合格的物料经第二螺旋输送机260输送到仓泵系统270中,仓泵系统270输送到仓储内储存等待下一步处理。
68.不合格的物料进入到二级对辊破碎机250中,二级对辊破碎机250对不合格物料再次破碎,破碎后的物料再次经过皮带机230输送到直线振动筛240中,再次进行筛分。
69.一般进入料斗700内的物料直径小于500mm,经过一级齿辊破碎机280破碎后,直线振动筛240将大于10mm的物料送入到二级对辊破碎机250中,小于10mm的物料经过第二螺旋输送机260输送到仓泵系统270中。
70.板结飞灰预处理系统,操作简单方便,布局紧凑,占地面积小,是一种用于储坑板结飞灰预处理的卸料、破碎、筛分的新系统。能够实现板结飞灰吨袋自动上料、破袋、挤压卸
料的自运行工序,切包站集割袋、挤压、卸料于一体,解决吨袋与板结飞灰分离的问题你,且可回收吨袋的难题,大大减少人工参与工作量,节省人工,节约成本。
71.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。