1.本发明涉及清胶机,尤其涉及一种高温高压全自动清胶设备。
背景技术:
2.现有技术采用的是“蒸煮形式+人工铲胶”的方式进行清胶,首先,人工将晶托(纯钢制作)放置到水槽内,通过电加热蒸煮约2小时,水温约80℃左右。蒸煮后,人工将高温状态下的晶托从热水中取出,并人工铲去表面的胶层,之后人工将热晶托移至冷水喷头处,冷却降温。耗时耗力且有人员烫伤的安全风险。因此,研发一种高温高压全自动清胶设备,成为本领域技术人员亟待解决的问题。
技术实现要素:
3.本发明是为了解决上述不足,本发明提供了一种高温高压全自动清胶设备。
4.本发明的上述目的通过以下的技术方案来实现:一种高温高压全自动清胶设备,包括机架和清洗系统控制柜,所述机架上设有传送带,传送带上方依次设有高压高温清洗系统、水冷系统和风干系统,高压高温清洗系统、水冷系统和风干系统固定在机架上,所述传送带下方设有废液废渣收集槽,废液废渣收集槽底部设有排放口,所述高压高温清洗系统、水冷系统和风干系统均与清洗系统控制柜连接。
5.进一步地,所述高压高温清洗系统包括机箱,机箱内设有三轴移动机构,三轴移动机构上安装有高压喷头,高压喷头通过清洗管道连接有高压高温泵站。
6.进一步地,所述三轴移动机构包括y轴丝杠导轨模组、y轴直线导轨、x轴丝杠导轨模组、x轴直线导轨、z轴移动气缸和升降平台,所述y轴丝杠导轨模组、y轴直线导轨组成的y轴平移机构上架设有y轴移动平台,所述x轴丝杠导轨模组和x轴直线导轨组成的x轴平移机构固定在y轴移动平台上,x轴平移机构上设有x轴移动平台,所述z轴移动气缸固定在x轴移动平台上,所述升降平台上设有直线螺纹套,z轴移动气缸连接直线螺纹套从而带动升降平台;所述x轴移动平台上固定有导向套,所述升降平台上设有导向杆,导向杆穿过并纵向滑动于导向套。
7.进一步地,所述高压高温泵站设有主机箱和和高压高温泵控制柜,主机箱内设有加热水箱和高压泵,加热水箱内设有加热管、水过滤器和压力检测装置,高压泵连接高压高温泵控制柜,所述高压泵包括主泵和备用泵。
8.进一步地,所述机箱内两侧设有不锈钢卷帘防护罩。
9.进一步地,所述高压喷头通过摆动机构固定在三轴移动机构上。
10.进一步地,所述摆动机构包括摆角气缸、连杆、摆轴、轴承和轴承固定座,所述高压喷头固定在摆轴上,所述摆轴通过轴承和轴承固定座安装在三轴移动机构的升降平台底部,所述摆角气缸固定在三轴移动机构的升降平台上,所述连杆一端连接在摆轴一端,连杆另一端铰接在摆角气缸的伸缩杆前端。工作时,通过摆角气缸伸缩杆的推拉动作,带动摆轴旋转,从而带动高压喷头摆动。高压喷头斜角喷出有利于击穿力保持,摆角气缸用于控制斜
角。
11.进一步地,所述高压高温清洗系统设有触摸屏控制器,触摸屏控制器与清洗系统控制柜连接,并通过摇臂连接于机箱上。
12.进一步地,所述触摸屏控制器为西门子plc控制器。
13.进一步地,所述水冷系统包括冷却喷淋管组、冷却水箱、冷却抽水泵、冷却清洗喷头、送水管道和冷却控制柜,所述冷却抽水泵安装在冷却水箱上,并通过送水管道与冷却凝喷淋管组连接,所述冷却清洗喷头设置在冷却凝喷淋管组上,所述冷却抽水泵连接至冷却控制柜。
14.进一步地,所述冷却凝喷淋管组呈隧道状框架结构体,所述传送带从中穿过,所述冷却清洗喷头朝向传送带。
15.进一步地,所述冷却水箱设有液位计。
16.进一步地,所述风干系统包括离心风机和风干管组,离心风机连接风干管组,风干管组呈口字形,传送带从中穿过,所述风干管组在传送带上下侧均设有气嘴,所述气嘴与水平面呈15度角。
17.进一步地,所述气嘴呈直线型。
18.进一步地,所述机架设有可调地脚。
19.进一步地,所述排放口连接有冷却水回收装置和废胶过滤回收装置。
20.本发明中,所述机架采用aisi304不锈钢管焊接成型;所述机箱采用aisi304不锈钢板折弯焊接成型,整体满焊;所述可调地脚采用aisi304不锈钢制成;所述摇臂采用6063-t5铝合金型材制成。
21.本发明的工作原理:采用流水线作业,晶托(纯钢制作)通过传送带流入高压高温全自动清胶机内。由高压泵(35mpa)提供80℃左右的高压热水。通过高压喷头对晶托表面的胶层清洗,采用双喷头,喷头距离晶托胶层面高度约30毫米,与晶托表面胶层呈30度角,对晶托与胶层进行脱离。 晶托胶层范围210毫米*905毫米,每一个喷头喷射范围15毫米,2个喷头为30毫米,喷头安装在x轴、y轴、z轴三轴联动机架上面,x轴、y轴是平面移动,z轴是上下移动,z轴根据不同高度的晶托进行调整。x轴移动905毫米,y轴移动30毫米,反复7次将胶层清洗干净。由于晶托经过高温清洗,晶托的温度约60℃左右,进入水冷系统,由12℃左右的冷水通过110个扇形喷嘴(压强0.8兆帕)对晶托进行冷却,冷却后晶托温度降至30℃以内。然后进入风干系统,将晶托上面的水吹干。
22.本发明与现有技术相比的优点是:本发明高效、安全、稳定,减少人员负荷,最大程度减少人员与工件的接触,从而降低安全事故。其采用流水线作业,晶托(纯钢制作)通过传送带流入高温高压全自动清胶机内。由高压(35mpa)喷头喷出80℃高压热水对晶托表面胶层进行脱离,运行时间40秒。脱离完成后进行冷却,运行时间30秒,将晶托的温度降至30℃以下,低于人体体温。冷却完成后进行风干,通过离心风机对晶托进行风干处理,运行时间20秒,整个流程运行周期90秒。
附图说明
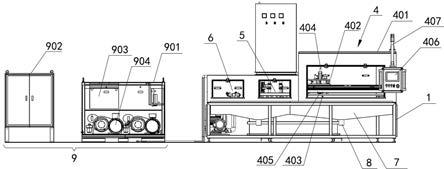
23.图1是本发明的正面结构示意图。
24.图2是本发明的背面结构示意图。
25.图3是本发明的立体结构示意图。
26.图4是本发明中高压高温清洗系统的正面结构示意图。
27.图5是本发明中高压高温清洗系统的立体结构示意图。
28.图6是本发明中高压喷头摆动机构的立体结构示意图。
29.图7是本发明中水冷系统的立体结构示意图。
30.图8是本发明中风干系统的立体结构示意图。
具体实施方式
31.下面结合附图对本发明进一步详述。
32.如图1至图3所示,一种高温高压全自动清胶设备,包括机架1和清洗系统控制柜2,所述机架1上设有传送带3,传送带3上方依次设有高压高温清洗系统4、水冷系统5和风干系统6,高压高温清洗系统4、水冷系统5和风干系统6固定在机架1上,所述传送带3下方设有废液废渣收集槽7,废液废渣收集槽7底部设有排放口8,所述高压高温清洗系统4、水冷系统5和风干系统6均与清洗系统控制柜2连接。
33.如图1至图3所示,所述高压高温清洗系统4包括机箱401,机箱401内设有三轴移动机构402,三轴移动机构402上安装有高压喷头403,高压喷头403通过清洗管道404连接有高压高温泵站9。
34.如图4至图6所示,所述三轴移动机构402包括y轴丝杠导轨模组402-1、y轴直线导轨402-2、x轴丝杠导轨模组402-3、x轴直线导轨402-4、z轴移动气缸402-5和升降平台402-6,所述y轴丝杠导轨模组402-1、y轴直线导轨402-2组成的y轴平移机构上架设有y轴移动平台402-7,所述x轴丝杠导轨模组402-3和x轴直线导轨402-4组成的x轴平移机构固定在y轴移动平台402-7上,x轴平移机构上设有x轴移动平台402-8,所述z轴移动气缸402-5固定在x轴移动平台402-8上,所述升降平台402-6上设有直线螺纹套402-9,z轴移动气缸402-5连接直线螺纹套402-9从而带动升降平台402-6;所述x轴移动平台402-8上固定有导向套402-10,所述升降平台402-6上设有导向杆402-11,导向杆402-11穿过并纵向滑动于导向套402-10。
35.如图1所示,所述高压高温泵站9设有主机箱901和和高压高温泵控制柜902,主机箱901内设有加热水箱903和高压泵904,加热水箱903内设有加热管、水过滤器和压力检测装置,高压泵904连接高压高温泵控制柜902,所述高压泵904包括主泵和备用泵。
36.如图4、图5所示,所述机箱401内两侧设有不锈钢卷帘防护罩408。
37.如图1所示,所述高压喷头403通过摆动机构405固定在三轴移动机构402上。
38.如图1、图6所示,所述摆动机构405包括摆角气缸405-1、连杆405-2、摆轴405-3、轴承405-4和轴承固定座405-5,所述高压喷头403固定在摆轴405-3上,所述摆轴405-3通过轴承405-4和轴承固定座405-5安装在三轴移动机构402的升降平台402-6底部,所述摆角气缸405-1固定在三轴移动机构402的升降平台402-6上,所述连杆405-2一端连接在摆轴405-3一端,连杆405-2另一端铰接在摆角气缸405-1的伸缩杆前端。工作时,通过摆角气缸405-1伸缩杆的推拉动作,带动摆轴405-3旋转,从而带动高压喷头403摆动。高压喷头403斜角喷出有利于击穿力保持,摆角气缸405-1用于控制斜角。
39.如图1所示,所述高压高温清洗系统4设有触摸屏控制器406,触摸屏控制器406与
清洗系统控制柜2连接,并通过摇臂407连接于机箱401上。所述触摸屏控制器406为西门子plc控制器。
40.如图7所示,所述水冷系统5包括冷却喷淋管组501、冷却水箱502、冷却抽水泵503、冷却清洗喷头504、送水管道505和冷却控制柜506,所述冷却抽水泵503安装在冷却水箱502上,并通过送水管道505与冷却凝喷淋管组501连接,所述冷却清洗喷头504设置在冷却凝喷淋管组501上,所述冷却抽水泵503连接至冷却控制柜506。
41.进一步地,所述冷却凝喷淋管组501呈隧道状框架结构体,所述传送带3从中穿过,所述冷却清洗喷头504朝向传送带3。
42.进一步地,所述冷却水箱502设有液位计507。
43.如图8所示,所述风干系统6包括离心风机601和风干管组602,离心风机601连接风干管组602,风干管组602呈口字形,传送带3从中穿过,所述风干管组602在传送带3上下侧均设有气嘴603,所述气嘴603与水平面呈15度角。
44.进一步地,所述气嘴603呈直线型。
45.如图1所示,所述机架1设有可调地脚。
46.如图1所示,所述排放口8连接有冷却水回收装置(图中未示)和废胶过滤回收装置(图中未示)。
47.本发明中,所述机架采用aisi304不锈钢管焊接成型;所述机箱采用aisi304不锈钢板折弯焊接成型,整体满焊;所述可调地脚采用aisi304不锈钢制成;所述摇臂采用6063-t5铝合金型材制成。
48.本发明的工作原理:采用流水线作业,晶托(纯钢制作)通过传送带3流入高压高温全自动清胶机内。由高压泵904(35mpa)提供80℃左右的高压热水。通过高压喷头403对晶托表面的胶层清洗,采用双喷头,喷头距离晶托胶层面高度约30毫米,与晶托表面胶层呈30度角,对晶托与胶层进行脱离。 晶托胶层范围210毫米*905毫米,每一个喷头喷射范围15毫米,2个喷头为30毫米,喷头安装在x轴、y轴、z轴三轴联动机架1上面,x轴、y轴是平面移动,z轴是上下移动,z轴根据不同高度的晶托进行调整。x轴移动905毫米,y轴移动30毫米,反复7次将胶层清洗干净。由于晶托经过高温清洗,晶托的温度约60℃左右,进入水冷系统5,由12℃左右的冷水通过110个扇形喷嘴(压强0.8兆帕)对晶托进行冷却,冷却后晶托温度降至30℃以内。然后进入风干系统6,将晶托上面的水吹干。
49.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。