1.本发明涉及竹条加工技术领域,尤其涉及一种蒸笼竹条加工用自动成形装置。
背景技术:
2.蒸笼起源于汉代,其中竹蒸笼以原汁原味,蒸汽水不倒流,色香味俱全饮誉全球,作为一种古老的手工艺品,竹蒸笼的种类主要分为青皮慈竹蒸笼和去青皮楠竹蒸笼,青皮慈竹蒸笼比较罕见,主要因为价格低廉,质量不好,80年代初期比较普遍,去青皮的蒸笼材质多为楠竹制作,采用竹片绑接,因为材料坚硬且结实,比较厚所以都必须把楠竹祛除部分厚度,留下5-6毫米左右的竹篾作为主要材料。
3.虽然蒸笼使用较为广泛,但是其在生产加工过程中存在一些问题:
4.1、现有的蒸笼在生产前往往需要对竹条进行预处理,将其弯曲和竹节处进行削平,而此生产过程往往需要人工进行竹条的更换,自动化程度较低,导致整个成形装置工作效率较低;
5.2、现有的部分自动成形装置在加工时会产生大量的竹屑,竹屑堆积容易造成磨刀迟钝,从而影响竹条成形的质量;
6.3、现有的竹条成形装置由于机械死角较多,导致后续的清理工作较为困难。
技术实现要素:
7.本发明的目的是为了解决现有技术中上述的问题,而提出的一种蒸笼竹条加工用自动成形装置。
8.为了实现上述目的,本发明采用了如下技术方案:
9.一种蒸笼竹条加工用自动成形装置,包括集尘箱,所述集尘箱的顶端固定连通有防尘箱,且防尘箱竖直两侧对称固定连接有两个与集尘箱顶端固定连接有支架,所述支架的顶端分别固定连接有电机一和电机二,所述集尘箱水平一侧固定连通有传动箱,所述传动箱远离集尘箱的一侧固定连接有进料箱,所述防尘箱的内部设置有动力源分别为电机一和电机二的挤压成形结构,所述集尘箱与传动箱内侧固定连接有传动结构,所述进料箱内部设置有挤料结构,且进料箱靠近传动结构一侧的底部开设有竹条原料出口槽,且竹条原料出口槽与传动结构稳定转运。
10.优选的,所述挤压成形结构包括转杆一、皮带轮组一、上压辊、转杆二、转杆三、皮带轮组二和下压辊,所述转杆一的一端与电机一输出轴固定连接,另一端与防尘箱的内壁转动连接,且其外侧通过皮带轮组一与转杆二转动连接,所述上压辊与转杆二同轴固定连接,所述转杆二的一端两端均与防尘箱的内壁转动连接,所述下压辊与转杆二同轴固定连接,且其位于上压辊的正下方,所述转杆二远离皮带轮组一的一侧通过皮带轮组二与电机二的输出轴固定连接。
11.优选的,所述传动结构包括轴承座、主动转辊、从动辊、侧挡板、上压轮、下顶轮、皮带、电机三、束带轮和水平约束轮,所述轴承座固定于传动箱的内侧,所述主动转辊一端与
电机三输出轴固定连接,另一端与轴承座转动连接,所述从动辊的两端均与防尘箱的内壁转动连接,且皮带套设在主动转辊、从动辊和束带轮之间,所述侧挡板对称分布在皮带的两侧,所述上压轮设有多个并均与侧挡板转动连接,且其并排设立于皮带的顶侧,所述下顶轮设有多个并与上压轮配套使用,且其顶端与靠近上压轮的皮带底面接触,所述水平约束轮平行设置于上压轮与皮带之间的缝隙处,且其与侧挡板转动连接。
12.优选的,所述上压辊与下压辊之间的间隙小于竹条原料出口槽的高度,且下压辊的最高点与皮带的最高点平齐,所述下压辊远离皮带的一侧设置有与下压辊最高点相同的过度板,所述过度板的表面均匀设置有多个通孔,且其一端为设置在防尘箱竖直一侧的出料口。
13.优选的,所述挤料结构包括气缸和推杆,所述气缸固定于进料箱的内侧底部,且其输出轴与推杆固定连接,所述推杆的高度小于竹条原料出口槽高度。
14.优选的,所述防尘箱的顶侧设置有独立电源,所述独立电源的底侧设置有风扇,所述风扇与独立电源之间固定连接有万向节且风扇与独立电源电性连接。
15.优选的,所述集尘箱的顶端内部滑动连接有抽屉且抽屉的顶侧设置有位于从动辊底侧的滤网。
16.优选的,所述集尘箱和传动箱之间固定连接有三角连接件。
17.与现有技术相比,本发明提供了一种蒸笼竹条加工用自动成形装置,具备以下有益效果:
18.1、本发明通过各零部件之间的相互协作,利用机械取代人工进行竹条的进料,有效降低人工操作的负担,且极大提高了进料的效率,从而提高竹条的成形效率;
19.2、本发明通过在装置内部完成竹条的成形操作,防止产生的竹屑乱飞,对操作人员造成伤害,大大提高了该装置操作的安全性;
20.3、本发明在竹条加工时将竹屑吹入集尘箱内集中处理,大大降低了后续的装置清理难度,节约清理时间,从侧面提高该装置的工作效率。
附图说明
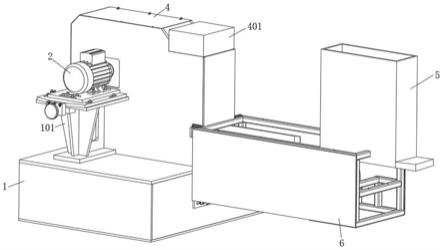
21.图1为本发明提出的一种蒸笼竹条加工用自动成形装置的立体结构示意图;
22.图2为本发明提出的一种蒸笼竹条加工用自动成形装置的正视结构示意图;
23.图3为本发明提出的一种蒸笼竹条加工用自动成形装置的局部立体结构示意图;
24.图4为图2中a-a处剖视结构示意图;
25.图5为本发明提出的一种蒸笼竹条加工用自动成形装置的局部挤压成形结构正视结构示意图。
26.图中:集尘箱1、支架101、抽屉102、滤网103、三角连接件 104、电机一2、转杆一201、皮带轮组一202、上压辊203、转杆二 204、电机二3、转杆三301、皮带轮组二302、下压辊303、防尘箱 4、独立电源401、万向节402、风扇403、过度板404、进料箱5、气缸501、推杆502、传动箱6、轴承座601、主动转辊602、从动辊603、侧挡板604、上压轮605、下顶轮606、皮带607、电机三608、束带轮609、水平约束轮610。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.实施例一
30.参照图1-5,一种蒸笼竹条加工用自动成形装置,为了降低工人的工作负担,提高进料的效率与稳定性,且降低后续清理的难度,提高操作的安全性,这里设置包括集尘箱1,集尘箱1的顶端固定连通有防尘箱4,且防尘箱4竖直两侧对称固定连接有两个与集尘箱1顶端固定连接有支架101,为了保证动力的充足,且保证动力源的稳定输出,这里在支架101的顶端分别固定连接有电机一2和电机二3,集尘箱1水平一侧固定连通有传动箱6,传动箱6远离集尘箱1的一侧固定连接有进料箱5,防尘箱4的内部设置有动力源分别为电机一 2和电机二3的挤压成形结构,为了实现自动成形全过程的自动化,提高装置换竹条的效率,这里在集尘箱1与传动箱6内侧固定连接有传动结构,进料箱5内部设置有挤料结构,且进料箱5靠近传动结构一侧的底部开设有竹条原料出口槽,且竹条原料出口槽与传动结构稳定转运。
31.本实施例中,在使用时,首先人工将竹条叠放在进料箱5内,启动挤料结构与传动结构,挤料结构将进料箱5内最底层的一个竹条推出,使得竹条落入到传动结构上,并经过传动结构将竹条输送进入防尘箱4内部的挤压成形结构处进行压平成形,电机一2和电机二3给挤压成形结构提供动力,从而方便后续的蒸笼制作,在加工时产生的竹屑完全在防尘箱4内活动,直至竹屑全部落入集尘箱1内进行统一收集。
32.实施例二
33.如图1-5所示,本实施例与实施例1基本相同,优选地,为了实现竹条自动成形时动力的充足,且确保上压辊203和下压辊303之间转动互不干扰,这里设置挤压成形结构包括转杆一201、皮带轮组一 202、上压辊203、转杆二204、转杆三301、皮带轮组二302和下压辊303,转杆一201的一端与电机一2输出轴固定连接,另一端与防尘箱4的内壁转动连接,且其外侧通过皮带轮组一202与转杆二204 转动连接,上压辊203与转杆二204同轴固定连接,转杆二204的一端两端均与防尘箱4的内壁转动连接,下压辊303与转杆二204同轴固定连接,且其位于上压辊203的正下方,转杆二204远离皮带轮组一202的一侧通过皮带轮组二302与电机二3的输出轴固定连接。
34.本实施例中,该装置在使用时,电机一2和电机二3分别通过皮带轮组一202和皮带轮组二302带动上压辊203和下压辊303进行转动,同时对两辊之间的竹条进行削压,使得竹条两侧均水平。
35.实施例三
36.如图3-4所示,本实施例与实施例1基本相同,优选地,为了确保竹条原料在出来后进行稳定的水平运输,从而确保竹条表面的加工精度,这里设置传动结构包括轴承座601、主动转辊602、从动辊603、侧挡板604、上压轮605、下顶轮606、皮带607、电机三608、束带轮
609和水平约束轮610,轴承座601固定于传动箱6的内侧,主动转辊602一端与电机三608输出轴固定连接,另一端与轴承座601转动连接,从动辊603的两端均与防尘箱4的内壁转动连接,为了保证皮带607运作时的紧绷,使得竹条原料不会造成皮带607的下沉,从而确保竹条原料可以稳定进入挤压成形结构进行加工,这里将皮带 607套设在主动转辊602、从动辊603和束带轮609之间,侧挡板604 对称分布在皮带607的两侧,为了对竹条原料进行压紧,从而确保其可以稳定转移,这里将上压轮605设有多个并均与侧挡板604转动连接,且其并排设立于皮带607的顶侧,下顶轮606设有多个并与上压轮605配套使用,且其顶端与靠近上压轮605的皮带607底面接触,水平约束轮610平行设置于上压轮605与皮带607之间的缝隙处,且其与侧挡板604转动连接,为了有效对防尘箱4内的竹屑进行收集,这里在集尘箱1的顶端内部滑动连接有抽屉102且抽屉102的顶侧设置有位于从动辊603底侧的滤网103。
37.本实施例中,该结构在使用时电机三608带动主动转辊602转动,并通过从动辊603和皮带607的配合实现竹条的运输,在转运过程中,竹条原料进入上压轮605和皮带607之间,下顶轮606起到支撑作用配合上压轮605对竹条原料进行夹紧,使其伴随皮带607稳定转运,且水平约束轮610对竹条两侧进行限位,且在不妨碍竹条运输的前提下,对其两侧进行限制。
38.实施例四
39.如图4所示,本实施例与实施例1基本相同,优选地,为了确保竹条表面加工的精度,且便于加工完的竹条的排放,这里设置上压辊 203与下压辊303之间的间隙小于竹条原料出口槽的高度,且下压辊 303的最高点与皮带607的最高点平齐,为了保证竹条在整个加工过程中保持水平,这里在下压辊303远离皮带607的一侧设置有与下压辊303最高点相同的过度板404,为了防止竹条转运过程中有残留竹屑一起排出,这里在过度板404的表面均匀设置有多个通孔,且其一端为设置在防尘箱4竖直一侧的出料口。
40.本实施例中,该结构在使用时,加工完的竹条从上压辊203与下压辊303之间水平移出至过度板404上,竹条表面残留的竹屑从通孔处落下,最终竹条从出料口处转移出即可。
41.实施例五
42.如图4所示,本实施例与实施例1基本相同,优选地,为了实现竹条的自动输入取代人工操作,提高装置的工作效率,这里设置挤料结构包括气缸501和推杆502,气缸501固定于进料箱5的内侧底部,且其输出轴与推杆502固定连接,推杆502的高度小于竹条原料出口槽高度。
43.本实施例中,启动气缸501推动推杆502将进料箱5的内侧最底层的一根竹条顶出竹条原料出口槽,顶出后,气缸501复位,往复运动实现竹条的逐根排出。
44.实施例六
45.如图4所示,本实施例与实施例1基本相同,优选地,为了方便对防尘箱4内部竹屑进行快速处理,防止竹屑残留在竹条表面随加工后的竹条一起转运出防尘箱4,这里在防尘箱4的顶侧设置有独立电源401,独立电源401的底侧设置有风扇403,风扇403与独立电源 401之间固定连接有万向节402且风扇403与独立电源401电性连接。
46.本实施例中,通过独立电源401给风扇403提供动力,并通过万向节402控制风扇403的出风角度。
47.实施例七
48.如图4所示,本实施例与实施例1基本相同,优选地,集尘箱1 和传动箱6之间固定连接有三角连接件104。
49.本实施例中,通过三角连接件104加固集尘箱1和传动箱6之间的连接,从而提高装置整体结构的稳定性。
50.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。