1.本实用新型涉及门板生产的技术领域,尤其是涉及一种门板自动压合装置。
背景技术:
2.冷压机型是用来压合家具板件、木门等各种板材以及家具的整平、定型,可以使板材间粘合更加牢固,压力强劲,不回力。木工冷压机的工作形式大致可以分为:螺杆型和液压型,一般液压冷压机新型门式液压机的性能各方面较好,螺杆型冷压机的工作噪音大,升降速度相对液压来讲速度较慢;液压型冷压机的工作噪音小,升降速度快。液压式冷压机又分为单层压合和多层压合。
3.现有的多层门式液压机需要人工将门板一一放置在各个压合板间进行压合,但是由于上层的压合板距离地面较高,不利于工人将门板放置上去。
技术实现要素:
4.本实用新型的目的是提供一种门板自动压合装置,其通过设置自动送料组件,可以自动将多个门板依次放置在不同高度的压合板间,操作方便,节省人力。
5.本实用新型的上述发明目的是通过以下技术方案得以实现的:
6.一种门板自动压合装置,包括框架、竖直安装在框架顶部的提升气缸、上下分层设置在框架内部的多个压合板以及铰接在每个压合板两侧侧壁上的铰接杆,所述提升气缸的活塞杆端竖直向下连接在最上层的压合板的顶部,相邻两个所述压合板上的铰接杆相互铰接呈菱形,所述框架上设置有用于使压合板平稳升降的稳定组件,所述稳定组件包括竖直固定设置在框架侧壁上的齿条和分别固定设置在压合板四个角落的齿轮,所述齿轮与齿条相啮合,框架的底部水平设置有安装板,所述安装板上设置有自动送料组件,框架的侧壁上设置有行程开关,所述行程开关设置在最上层的压合板的上方,所述提升气缸、稳定组件、自动送料组件和行程开关均通过控制器信号控制。
7.优选地,所述自动送料组件包括竖直设置在安装板上的顶升气缸、安装在顶升气缸活塞杆端的水平放置板和安装在放置板上的水平推送气缸,所述推送气缸朝向压合板方向,所述推送气缸的活塞杆端垂直设置有推送板,所述顶升气缸和推送气缸均与控制器信号连接。
8.优选地,所述框架的侧壁上设置有控制箱,所述控制器设置在控制箱内,控制箱上设置有控制按钮,控制按钮包括总开关按钮、提升按钮、下降按钮、顶升按钮、推送按钮一和推送按钮二,控制按钮与控制器信号连接。
9.优选地,所述压合板设置为中空结构。
10.综上所述,本实用新型的有益技术效果为:
11.通过设置自动送料组件,当需要压合门板时,只需要将门板放置在放置板上,在顶升气缸和控制器的作用下,可以自动将多个门板依次放置在不同高度的压合板间,操作方便,节省人力。另外,通过在框架上设置齿轮与齿条,当压合板上升下降的过程中,齿轮沿着
齿条移动,使压合板运行更加平稳。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
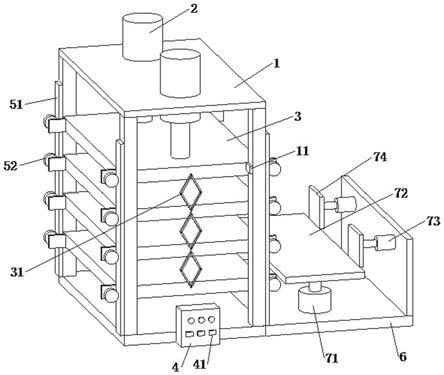
13.图1是本实用新型的整体结构示意图;
14.图2是压合板压合时的结构示意图。
15.图中,1、框架;11、行程开关;2、提升气缸;3、压合板;31、铰接杆;4、控制箱;41、控制按钮;51、齿条;52、齿轮;6、安装板;71、顶升气缸;72、放置板;73、推送气缸;74、推送板。
具体实施方式
16.以下结合附图对本实用新型作进一步详细说明。
17.参考图1和图2,为本实用新型公开的一种门板自动压合装置,包括框架1、竖直安装在框架1顶部的提升气缸2、上下分层设置在框架1内部的四个压合板3以及铰接在每个压合板3两侧侧壁上的铰接杆31。压合板3设置为中空结构,使压合板3的整体重量降低,同时节省了制作压合板3的材料。提升气缸2的活塞杆端竖直向下连接在最上层的压合板3的顶部,相邻两个压合板3上的铰接杆31相互铰接呈菱形,铰接杆31起到吊接各个压合板3的作用。框架1的侧壁上设置有行程开关11,行程开关11设置在最上层的压合板3的上方。框架1的侧壁上设置有控制箱4,控制箱4内设置有控制器,控制箱4的侧壁上设置有控制按钮41。控制按钮41包括总开关按钮、提升按钮、下降按钮、顶升按钮、推送按钮一和推送按钮二,提升气缸2、行程开关11和控制按钮41均与控制器信号连接。
18.框架1上设置有用于使压合板3平稳升降的稳定组件,稳定组件与压合板3相配合。稳定组件包括竖直固定设置在框架1侧壁上的齿条51和分别固定设置在压合板3四个角落的齿轮52,齿轮52与齿条51相啮合。通过设置齿轮52与齿条51,当压合板3上升下降的过程中,齿轮52沿着齿条51移动,使压合板3运行更加平稳。
19.框架1的底部水平设置有安装板6,安装板6上设置有自动送料组件。自动送料组件包括竖直设置在安装板6上的顶升气缸71、安装在顶升气缸71活塞杆端的水平放置板72和安装在放置板72上的水平推送气缸73,推送气缸73朝向压合板3方向。推送气缸73的活塞杆端垂直设置有用于推动门板的推送板74。顶升气缸71和推送气缸73均与控制器信号连接。
20.上述实施例的实施原理为:当需要压合门板时,先打开总开关和提升按钮,控制器控制提升气缸2工作,提升气缸2拉动最上层的压合板3向上移动,压合板3上的齿轮52沿着齿条51向上移动,同理,在铰接杆31的作用下,各个压合板3均向上移动,直至最上层的压合板3移动到行程开关11处时,行程开关11会将信号反馈给控制器,控制器控制提升气缸2停止工作,此时,各个压合板3间隔开来;接着打开顶升按钮和推送按钮一,控制器控制顶升气缸71工作,将门板放置在放置板72上,顶升气缸71带动门板一起向上移动,当放置板72移动到与压合板3平齐时,顶升气缸71停止工作,推送气缸73工作,在推送板74的作用下将门板推送到压合板3上,之后顶升气缸71下降到初始位置,再次放置门板,循环往复,直至将各个
门板放置在不同高度的压合板3上;最后按下下降按钮,提升气缸2下降,带动压合板3一起下降,直至各个压合板3将门板压实。一段时间后,再次提升压合板3,并按下推送按钮二,将门板依次从压合板3上推出,方便工人将门板取出。
21.显然,上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本实用新型的精神所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
技术特征:
1.一种门板自动压合装置,其特征在于:包括框架(1)、竖直安装在框架(1)顶部的提升气缸(2)、上下分层设置在框架(1)内部的多个压合板(3)以及铰接在每个压合板(3)两侧侧壁上的铰接杆(31),所述提升气缸(2)的活塞杆端竖直向下连接在最上层的压合板(3)的顶部,相邻两个所述压合板(3)上的铰接杆(31)相互铰接呈菱形,所述框架(1)上设置有用于使压合板(3)平稳升降的稳定组件,所述稳定组件包括竖直固定设置在框架(1)侧壁上的齿条(51)和分别固定设置在压合板(3)四个角落的齿轮(52),所述齿轮(52)与齿条(51)相啮合,框架(1)的底部水平设置有安装板(6),所述安装板(6)上设置有自动送料组件,框架(1)的侧壁上设置有行程开关(11),所述行程开关(11)设置在最上层的压合板(3)的上方,所述提升气缸(2)、稳定组件、自动送料组件和行程开关(11)均通过控制器信号控制。2.根据权利要求1所述的一种门板自动压合装置,其特征在于:所述自动送料组件包括竖直设置在安装板(6)上的顶升气缸(71)、安装在顶升气缸(71)活塞杆端的水平放置板(72)和安装在放置板(72)上的水平推送气缸(73),所述推送气缸(73)朝向压合板(3)方向,所述推送气缸(73)的活塞杆端垂直设置有推送板(74),所述顶升气缸(71)和推送气缸(73)均与控制器信号连接。3.根据权利要求1所述的一种门板自动压合装置,其特征在于:所述框架(1)的侧壁上设置有控制箱(4),所述控制器设置在控制箱(4)内,控制箱(4)上设置有控制按钮(41),控制按钮(41)包括总开关按钮、提升按钮、下降按钮、顶升按钮、推送按钮一和推送按钮二,控制按钮(41)与控制器信号连接。4.根据权利要求2所述的一种门板自动压合装置,其特征在于:所述压合板(3)设置为中空结构。
技术总结
本实用新型涉及一种门板自动压合装置。其包括框架、竖直安装在框架顶部的提升气缸、上下分层设置在框架内部的多个压合板以及铰接在每个压合板侧壁上的铰接杆,提升气缸的活塞杆端竖直向下连接在最上层的压合板的顶部,相邻两个压合板上的铰接杆相互铰接呈菱形,框架上设置有用于使压合板平稳升降的稳定组件,稳定组件与压合板相配合,框架的底部水平设置有安装板,安装板上设置有自动送料组件,框架的侧壁上设置有行程开关,行程开关设置在最上层的压合板的上方,提升气缸、稳定组件、自动送料组件和行程开关均通过控制器信号控制。本实用新型通过设置自动送料组件,可以自动将多个门板依次放置在不同高度的压合板间,操作方便,节省人力。节省人力。节省人力。
技术研发人员:徐要克 陈金科 宋跃杰
受保护的技术使用者:郑州闼闼嵩阳木业有限公司
技术研发日:2021.08.05
技术公布日:2022/1/7