1.本实用新型涉及木材加工的技术领域,特别是涉及一种木材高速钻孔机床。
背景技术:
2.钻孔机床是指利用比目标物更坚硬、更锐利的刀具通过旋转切削或旋转挤压的方式在目标物上加工出圆柱形孔或洞的机床。其中,木材高速钻孔机床用于对木材进行高速钻孔加工,提高了木材的钻孔加工的效率。传统的木材高速钻孔机床采用真空吸附的方式的吸附定位座将待钻孔加工的木材进行固定定位,避免木材在钻孔过程中相对于定位座移动。
3.然而,由于木材钻孔加工过程中会产生较多粉尘,尤其是在大批量加工之后,容易造成真空吸附孔堵塞,导致木材的固定定位可靠性较差。此外,木材高速钻孔机床采用真空吸附的方式的定位座将待钻孔加工的木材进行固定定位,需要增加真空吸附设备,造成木材高速钻孔机床的成本较高。
技术实现要素:
4.本实用新型的目的是克服现有技术中的不足之处,提供一种可靠定位且成本较低的木材高速钻孔机床。
5.本实用新型的目的是通过以下技术方案来实现的:
6.一种木材高速钻孔机床,包括:
7.固定座,包括固定座主体和凸设于所述固定座主体的定位凸台,所述定位凸台开设有定位槽;
8.定位组件,设于所述定位凸台的背离所述固定座主体的一侧,所述定位组件用于定位木材;
9.抱箍组件,包括固定件和锁紧件,所述固定件包括依次连接的抵接部、连接部和安装部,所述抵接部与所述安装部相对设置,所述抵接部位于所述定位槽内并与所述定位凸台抵接,所述锁紧件螺纹连接于所述安装部,且所述锁紧件抵接于所述定位组件的背离所述定位凸台的一面;
10.龙门架,滑动连接于所述固定座主体;
11.第一驱动组件,所述第一驱动组件用于驱动所述龙门架相对于所述固定座主体滑动;
12.移动机构,设于所述龙门架上;
13.钻孔机构,用于对所述木材进行钻孔,所述钻孔机构设于所述移动机构的动力输出端上,所述移动机构的动力输出方向与所述龙门架的滑动方向之间存在夹角。
14.在其中一个实施例中,所述定位组件包括支撑座和定位夹具,所述支撑座设于所述定位凸台的背离所述固定座主体的一侧,所述定位夹具设于所述支撑座的背离所述定位凸台的一侧,所述定位夹具用于定位木材;所述锁紧件抵接于所述定位夹具的背离所述支
撑座的一面。
15.在其中一个实施例中,所述定位夹具设有第一定位块、第二定位块和第三定位块,所述第一定位块与所述第二定位块并排设置,所述第一定位块和所述第二定位块用于共同抵接于所述木材的第一边,所述第三定位块用于抵接于邻近所述第一边的所述木材的第二边。
16.在其中一个实施例中,所述抵接部、所述连接部和所述安装部一体成型。
17.在其中一个实施例中,所述第一驱动组件包括驱动电机、齿轮和齿条,所述驱动电机设于所述龙门架上,所述龙门架开设有避位孔,所述驱动电机的转轴通过所述避位孔与所述齿轮连接,所述齿条设于固定座主体,所述齿条与所述齿轮啮合。
18.在其中一个实施例中,所述第一驱动组件的数目为两个,两个所述第一驱动组件位于所述定位凸台的两侧,且两个所述第一驱动组件的驱动电机分别设于所述龙门架的两端。
19.在其中一个实施例中,所述龙门架的两端分别开设有第一滑槽和第二滑槽,所述固定座主体上凸设有第一导轨和第二导轨,所述第一导轨和所述第二导轨分别位于所述定位凸台的两侧,所述第一导轨和所述第二导轨均与所述齿条平行设置,所述第一导轨位于第一滑槽内,所述第二导轨位于所述第二滑槽内,使得所述龙门架与所述固定座主体滑动连接。
20.在其中一个实施例中,所述固定件呈u型状。
21.在其中一个实施例中,所述移动机构包括平移驱动组件、滑座和升降驱动组件,所述平移驱动组件设于所述龙门架,所述滑座滑动连接于所述龙门架并与所述平移驱动组件的动力输出端连接,所述升降驱动组件设于所述滑座的背离所述龙门架的一侧,所述钻孔机构设于所述升降驱动组件的动力输出端;所述滑座的滑动方向与所述龙门架的滑动方向存在夹角。
22.在其中一个实施例中,所述平移驱动组件包括平移电机、第一丝杆和第一螺母,所述平移电机设于所述龙门架,所述第一丝杆的一端与所述平移电机的动力轴连接,所述第一丝杆的另一端转动连接于所述龙门架,所述第一螺母套设于所述第一丝杆并与所述第一丝杆螺接,所述第一螺母还与所述滑座连接。
23.在其中一个实施例中,所述滑座形成有滑台,所述滑台开设有容纳槽;所述升降驱动组件包括升降电机、第二丝杆和第二螺母,所述升降电机设于所述滑台,所述第二丝杆穿设于所述容纳槽并与所述滑台转动连接,且所述第二丝杆的一端与所述升降电机的动力轴连接,所述第二螺母位于所述容纳槽内,且所述第二螺母套设于所述第二丝杆上,所述钻孔机构安装于所述第二螺母并与所述滑台滑动连接。
24.在其中一个实施例中,所述第一滑槽的内壁和所述第二滑槽的内壁均设有耐磨层。
25.与现有技术相比,本实用新型至少具有以下优点:
26.1、在加工之前,将木材定位于定位组件上;由于移动机构设于龙门架上,钻孔机构设于移动机构的动力输出端上,使移动机构的动力输出端带动钻孔机构相对于龙门架移动,又由于移动机构设于龙门架上,第一驱动组件驱动龙门架相对于固定座主体滑动,加上移动机构的动力输出方向与龙门架的滑动方向之间存在夹角,使钻孔机构对木材进行钻孔
加工;
27.2、本实用新型的木材高速钻孔机床,定位组件设于定位凸台的背离固定座主体的一侧,由于抱箍组件的抵接部位于定位槽内并与定位凸台抵接,安装部与抵接部相对设置,锁紧件螺纹连接于安装部,且锁紧件抵接于所述定位组件的背离所述定位凸台的一面,使抱箍组件将定位组件固定于定位凸台上,避免定位组件相对于定位凸台移动的问题,如此木材定位于定位组件上即可进行钻孔加工,在使用过程中,当需要对定位组件进行维护或更换时,松紧锁紧件即可,快捷方便,避免了传统的真空吸附方式对木材进行固定定位存在可靠性较差的问题;此外,上述的木材高速钻孔机床的定位组件及抱箍组件,相比传统的真空吸附设备及吸附定位座的结构,使木材高速钻孔机床的结构较简单且成本较低。
附图说明
28.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
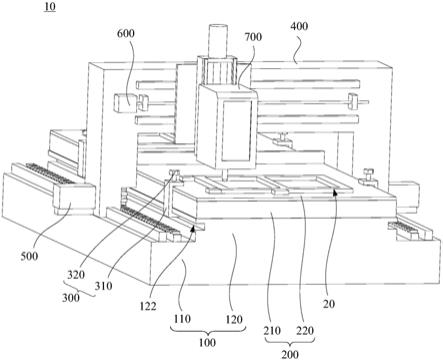
29.图1为一实施例的木材高速钻孔机床的结构示意图;
30.图2为图1所示木材高速钻孔机床的另一视角的结构示意图;
31.图3为图1所示木材高速钻孔机床的又一视角的结构示意图;
32.图4为图1所示木材高速钻孔机床的再一视角的结构示意图。
具体实施方式
33.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
34.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.本技术提供一种木材高速钻孔机床,包括固定座、定位组件、抱箍组件、龙门架、第一驱动组件、移动机构以及钻孔机构,固定座包括固定座主体和凸设于所述固定座主体的定位凸台,所述定位凸台开设有定位槽;定位组件设于所述定位凸台的背离所述固定座主体的一侧,所述定位组件用于定位木材;抱箍组件包括固定件和锁紧件,所述固定件包括依次连接的抵接部、连接部和安装部,所述抵接部与所述安装部相对设置,所述抵接部位于所述定位槽内并与所述定位凸台抵接,所述锁紧件螺纹连接于所述安装部,且所述锁紧件抵
接于所述定位组件的背离所述定位凸台的一面;龙门架滑动连接于所述固定座主体;所述第一驱动组件用于驱动所述龙门架相对于所述固定座主体滑动;移动机构设于所述龙门架上;钻孔机构用于对所述木材进行钻孔,所述钻孔机构设于所述移动机构的动力输出端上,所述移动机构的动力输出方向与所述龙门架的滑动方向之间存在夹角。
37.上述的木材高速钻孔机床,在加工之前,将木材定位于定位组件上;由于移动机构设于龙门架上,钻孔机构设于移动机构的动力输出端上,使移动机构的动力输出端带动钻孔机构相对于龙门架移动,又由于移动机构设于龙门架上,第一驱动组件驱动龙门架相对于固定座主体滑动,加上移动机构的动力输出方向与龙门架的滑动方向之间存在夹角,使钻孔机构对木材进行钻孔加工。定位组件设于定位凸台的背离固定座主体的一侧,由于抱箍组件的抵接部位于定位槽内并与定位凸台抵接,安装部与抵接部相对设置,锁紧件螺纹连接于安装部,且锁紧件抵接于所述定位组件的背离所述定位凸台的一面,使抱箍组件将定位组件固定于定位凸台上,避免定位组件相对于定位凸台移动的问题,如此木材定位于定位组件上即可进行钻孔加工,在使用过程中,当需要对定位组件进行维护或更换时,松紧锁紧件即可,快捷方便,避免了传统的真空吸附方式对木材进行固定定位存在可靠性较差的问题;此外,上述的木材高速钻孔机床的定位组件及抱箍组件,相比传统的真空吸附设备及吸附定位座的结构,使木材高速钻孔机床的结构较简单且成本较低。
38.如图1和图2所示,一实施例的木材高速钻孔机床10用于对木材20进行钻孔加工。木材高速钻孔机床10包括固定座100、定位组件200、抱箍组件300、龙门架400、第一驱动组件500、移动机构600以及钻孔机构700。固定座100 包括固定座主体110和凸设于所述固定座主体110的定位凸台120,所述定位凸台120开设有定位槽122。定位组件200设于所述定位凸台120的背离所述固定座主体110的一侧,所述定位组件200用于定位木材。抱箍组件300包括固定件310和锁紧件320,所述固定件310包括依次连接的抵接部312、连接部314 和安装部316,所述抵接部312与所述安装部316相对设置,所述抵接部312位于所述定位槽122内并与所述定位凸台120抵接,所述锁紧件320螺纹连接于所述安装部316,且所述锁紧件320抵接于所述定位组件200的背离所述定位凸台120的一面。
39.龙门架400滑动连接于所述固定座主体110。所述第一驱动组件500用于驱动所述龙门架400相对于所述固定座主体110滑动。移动机构600设于所述龙门架400上。钻孔机构700用于对所述木材进行钻孔,所述钻孔机构700设于所述移动机构600的动力输出端上,使移动机构600的动力输出端带动钻孔机构700相对于龙门架400运动。所述移动机构600的动力输出方向与所述龙门架400的滑动方向之间存在夹角。
40.上述的木材高速钻孔机床10,在加工之前,将木材定位于定位组件200上。由于移动机构600设于龙门架400上,钻孔机构700设于移动机构600的动力输出端上,使移动机构600的动力输出端带动钻孔机构700相对于龙门架400 移动,又由于移动机构600设于龙门架400上,第一驱动组件500驱动龙门架 400相对于固定座主体110滑动,加上移动机构600的动力输出方向与龙门架 400的滑动方向之间存在夹角,使钻孔机构700对木材进行钻孔加工。定位组件 200设于定位凸台120的背离固定座主体110的一侧,由于抱箍组件300的抵接部312位于定位槽122内并与定位凸台120抵接,安装部316与抵接部312相对设置,锁紧件320螺纹连接于安装部316,且锁紧件320抵接于所述定位组件 200的背离所述定位凸台120的一面,使抱箍组件300将定位组件200固定于定位凸台120上,避免定位组件200相对于定
位凸台120移动的问题,如此木材定位于定位组件200上即可进行钻孔加工,在使用过程中,当需要对定位组件 200进行维护或更换时,松紧锁紧件320即可,快捷方便,避免了传统的真空吸附方式对木材进行固定定位存在可靠性较差的问题。此外,上述的木材高速钻孔机床10的定位组件200及抱箍组件300,相比传统的真空吸附设备及吸附定位座的结构,使木材高速钻孔机床10的结构较简单且成本较低。
41.如图1所示,在其中一个实施例中,所述定位组件200包括支撑座210和定位夹具220,所述支撑座210设于所述定位凸台120的背离所述固定座主体 110的一侧,所述定位夹具220设于所述支撑座210的背离所述定位凸台120的一侧,所述定位夹具220用于定位木材,使木材定位于定位组件200。所述锁紧件320抵接于所述定位夹具220的背离所述支撑座210的一面,使锁紧件320 抵接于定位组件200的背离定位凸台120的一面。
42.如图1和图2所示,在其中一个实施例中,所述定位夹具220设有第一定位块221、第二定位块223和第三定位块225,所述第一定位块221与所述第二定位块223并排设置,所述第一定位块221和所述第二定位块223用于共同抵接于所述木材的第一边,所述第三定位块225用于抵接于邻近所述第一边的所述木材的第二边,以对木材的相邻两边进行定位,如此使木材定位于定位夹具 220。
43.如图1和图2所示,在其中一个实施例中,所述抵接部312、所述连接部 314和所述安装部316一体成型,使所述抵接部312、所述连接部314和所述安装部316牢固连接,同时使固定件310的结构更加紧凑。可以理解,在其他实施例中,所述抵接部312、所述连接部314和所述安装部316也可以各自成型,并通过焊接或胶接固定连接。
44.如图2所示,在其中一个实施例中,所述第一驱动组件500包括驱动电机 510、齿轮520和齿条530,所述驱动电机510设于所述龙门架400上。所述龙门架400开设有避位孔(图未示),所述驱动电机510的转轴通过所述避位孔与所述齿轮520连接。所述齿条530设于固定座主体110,所述齿条530与所述齿轮520啮合,当驱动电机510驱动齿轮520转动时,齿轮520与齿条530啮合传动,由于齿条530设于固定座主体110,驱动电机510设于龙门架400上,使龙门架400相对于固定座主体110滑动,进而使第一驱动组件500驱动龙门架 400相对于固定座主体110滑动。
45.如图2所示,在其中一个实施例中,所述第一驱动组件500的数目为两个,两个所述第一驱动组件500位于所述定位凸台120的两侧,且两个所述第一驱动组件500的驱动电机510分别设于所述龙门架400的两端,使龙门架400的两端相对于固定座主体110的滑动更加平稳。
46.如图2所示,在其中一个实施例中,所述龙门架400的两端分别开设有第一滑槽410和第二滑槽420,所述固定座主体110上凸设有第一导轨112和第二导轨114,所述第一导轨112和所述第二导轨114分别位于所述定位凸台120的两侧,所述第一导轨112和所述第二导轨114均与所述齿条530平行设置,所述第一导轨112位于第一滑槽410内,所述第二导轨114位于所述第二滑槽420 内,使得所述龙门架400与所述固定座主体110滑动连接。
47.如图2所示,在其中一个实施例中,所述固定件310呈u型状,使固定件 310的两端分别位于定位槽122内和定位组件200的背离定位凸台120的一面,同时使固定件310的连接部314能够避开定位组件200进行设置。
48.如图3所示,在其中一个实施例中,所述移动机构600包括平移驱动组件 610、滑座
620和升降驱动组件630。所述平移驱动组件610设于所述龙门架400,所述滑座620滑动连接于所述龙门架400并与所述平移驱动组件610的动力输出端连接,使平移驱动组件610驱动滑座620相对于龙门架400滑动。所述升降驱动组件630设于所述滑座620的背离所述龙门架400的一侧,所述钻孔机构700设于所述升降驱动组件630的动力输出端,使升降驱动组件630的动力输出端带动钻孔机构700相对于滑座620移动。所述滑座620的滑动方向与所述龙门架400的滑动方向存在夹角,使移动机构600的动力输出方向与龙门架 400的滑动方向之间存在夹角。
49.如图4所示,在其中一个实施例中,所述平移驱动组件610包括平移电机 612、第一丝杆614和第一螺母616,所述平移电机612设于所述龙门架400,所述第一丝杆614的一端与所述平移电机612的动力轴连接,所述第一丝杆614 的另一端转动连接于所述龙门架400,所述第一螺母616套设于所述第一丝杆 614并与所述第一丝杆614螺接,所述第一螺母616还与所述滑座620连接,使平移驱动组件610的动力输出端与滑座620连接。在本实施例中,平移电机的动力输出方向、升降电机的动力输出方向和第一驱动组件的动力输出方向两两相互垂直,使钻孔机构700在三维空间内对木材进行钻孔加工。
50.如图3所示,在其中一个实施例中,所述滑座620形成有滑台622,所述滑台622开设有容纳槽622a。所述升降驱动组件630包括升降电机632、第二丝杆634和第二螺母636,所述升降电机632设于所述滑台622,所述第二丝杆634 穿设于所述容纳槽622a并与所述滑台622转动连接,且所述第二丝杆634的一端与所述升降电机632的动力轴连接,所述第二螺母636位于所述容纳槽622a 内,且所述第二螺母636套设于所述第二丝杆634上,所述钻孔机构700安装于所述第二螺母636,使升降电机632的动力输出端带动钻孔机构700相对于滑台622运动。进一步地,钻孔机构700与所述滑台622滑动连接,使钻孔机构 700相对于滑台622的滑动更加平稳。
51.在其中一个实施例中,所述第一滑槽410的内壁和所述第二滑槽420的内壁均设有耐磨层,提高了第一滑槽410和第二滑槽420的耐磨性能,延长了木材高速钻孔机床10的使用寿命。
52.与现有技术相比,本实用新型至少具有以下优点:
53.1、在加工之前,将木材定位于定位组件200上;由于移动机构600设于龙门架400上,钻孔机构700设于移动机构600的动力输出端上,使移动机构600 的动力输出端带动钻孔机构700相对于龙门架400移动,又由于移动机构600 设于龙门架400上,第一驱动组件500驱动龙门架400相对于固定座主体110 滑动,加上移动机构600的动力输出方向与龙门架400的滑动方向之间存在夹角,使钻孔机构700对木材进行钻孔加工。
54.2、本实用新型的木材高速钻孔机床10,定位组件200设于定位凸台120的背离固定座主体110的一侧,由于抱箍组件300的抵接部312位于定位槽122 内并与定位凸台120抵接,安装部316与抵接部312相对设置,锁紧件320螺纹连接于安装部316,且锁紧件320抵接于所述定位组件200的背离所述定位凸台120的一面,使抱箍组件300将定位组件200固定于定位凸台120上,避免定位组件200相对于定位凸台120移动的问题,如此木材定位于定位组件200 上即可进行钻孔加工,在使用过程中,当需要对定位组件200进行维护或更换时,松紧锁紧件320即可,快捷方便,避免了传统的真空吸附方式对木材进行固定定位存在可靠性较差的问题;此外,上述的木材高速钻孔机床10的定位组件200及抱箍组件300,相比传统的
真空吸附设备及吸附定位座的结构,使木材高速钻孔机床10的结构较简单且成本较低。
55.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。