1.本实用新型涉及散料铺料技术领域,特别涉及一种适用于加工多功能木质板材的新型散料铺料装置
背景技术:
2.摊铺机起源于国外,最早主要应用于铺设沥青路面,后来广泛应用于各类工业生产厂房中作为生产线的一部分,近几十年来,国内开始出现铺料机,虽然起步较晚,但发展迅速,现今铺料装置技术应用成熟,广泛用于烟草、陶瓷工艺、食品加工、建筑材料加工等各种生产中。
3.基于上述,人造多功能板原料经过配料和搅拌混合后在初步成型前需要进行颗粒均匀细化以及平铺处理,否则堆积后易成团结块造成表面缺陷和内部错乱而致使压制成型的板材达不到预期效果。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种适用于加工多功能木质板材的新型散料铺料装置,以期达到更具有更加实用价值性的目的。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种适用于加工多功能木质板材的新型散料铺料装置,以解决现有人造多功能板原料经过配料和搅拌混合后在初步成型前需要进行颗粒均匀细化以及平铺处理,否则堆积后易成团结块造成表面缺陷和内部错乱而致使压制成型的板材达不到预期效果的问题。
6.本实用新型适用于加工多功能木质板材的新型散料铺料装置的目的与功效,由以下具体技术手段所达成:
7.一种适用于加工多功能木质板材的新型散料铺料装置,包括机架;
8.散料装置,所述散料装置由六组针叶型滚筒组成,且散料装置安装在机架上端的位置;
9.出料装置,所述出料装置的安装在散料装置的左侧位置,且出料装置同时处于散料装置的尾部处;
10.运输装置,所述运输装置设置有三组,且每组运输装置的位置均低于散料装置;
11.铺料装置,所述铺料装置设置由三组组成,且三组铺料装置均安装在末端的运输装置上;
12.调整装置,所述调整装置设置有两种,且两种调整装置均安装在末端的运输装置上。
13.进一步的,所述散料装置还包括有:
14.针叶型滚筒组,针叶型滚筒组分别由“第一针叶型滚筒、第二针叶型滚筒、第三针叶型滚筒、第四针叶型滚筒、第五针叶型滚筒、第六针叶型滚筒”所组成,且六组针叶形滚筒设置为倾斜的结构,第一针叶型滚筒、第二针叶型滚筒安装在针叶形滚筒整体的上端位置,
而第三针叶型滚筒、第四针叶型滚筒、第五针叶型滚筒组安装在针叶形滚筒整体的斜面位置上,第六针叶型滚筒则安装在针叶形滚筒整体的底端位置;
15.第三电机,第三电机安装在针叶型滚筒组的中间底部位置,且第三电机通过链条与针叶型滚筒组相互连接传动。
16.进一步的,所述出料装置还包括有:
17.插片式滚筒,插片式滚筒的顶部设置有第一电机,插片式滚筒固定在散料结构的左侧端位置。
18.进一步的,所述运输装置还包括有:
19.第一传送带,第一传送带的右侧位置安装有第四电机,而第一传送带的安装在针叶型滚筒组的底部位置,且在第一传送带的底部安装有第二传送带,而第二传送带的左端安装有第五电机,第二传送带的左端位置紧贴设置有第三传送带。
20.进一步的,所述铺料装置还包括有:
21.叶片式滚筒组,叶片式滚筒组由“第一叶片式滚筒、第二叶片式滚筒、第三叶片式滚筒”所组成,且在第一叶片式滚筒的外壁上设置有四扇叶片,而叶片设置为固定在第一叶片式滚筒的轴上。
22.进一步的,所述第二叶片式滚筒上安装有两扇可替换的旋转叶片,第一叶片式滚筒上的四扇叶片设置为长于第二叶片式滚筒的设置,且第三叶片式滚筒的扇叶片设置为最短的结构,且第三叶片式滚筒安装在靠近第三传送带的设置。
23.进一步的,所述铺料装置还包括有:
24.第一压实滚筒,第一压实滚筒的右侧位置安装有第二压实滚筒,且第一压实滚筒与第二压实滚筒均安装在叶片式滚筒组左端的第三传送带上。
25.进一步的,所述调整装置还包括有:
26.丝杆升降调节机,丝杆升降调节机上设置有顶丝杆,而在顶丝杆的底部固定有滑块轴承,滑块轴承安装在每组叶片式滚筒组的两端,而在第一压实滚筒与第二压实滚筒的两端均安装有滑块轴承,此处滑块轴承顶部设置调节长螺栓,同时在调节长螺栓上套接安装有调节弹簧。
27.与现有技术相比,本实用新型具有如下有益效果:
28.本实用新型的散料装置中,首先将物料从散料装置顶部的仓口进入并落下的同时,启动第三电机,以此带动相应各级针叶型滚筒组关联的链轮与链条依次工作,实现物料的均匀散拨开分布效果,而将六组针叶形滚筒设置呈高度足级依次下降的结构,目的是对仓内空间的物料最大范围散拨开同时,也能多次散拨细化物料,防止成团结块,相邻之间的两组针叶形滚筒能够交叉旋转,以达到更均匀散料效果。
29.本实用新型的铺料装置中,首先叶片式滚筒组中的第一叶片式滚筒上设置有四扇叶片,使铺料机构在铺料运转中更能实现铺料机构的均匀铺料,且第一层铺料结构主要将最开始输送进来的木料进行第一次摊铺,物料在经过第一叶片式滚筒的作用后,大部分已经摊铺均匀,但还需要再进一步的摊铺均匀化,根据设计要求此时的转动轴转速与第一叶片式滚筒一样,并且叶片较长,此处第二叶片式滚筒的轴上设计为两扇可替换的旋转叶片来进行工作,而几乎已经摊铺均匀的物料,也会出现偶然的局部高低不平的问题,根据要求此时第三叶片式滚筒降低了高度,旋转的叶片也变短,近距离接触到平铺面,利用叶片的旋
转,将高处的木料向后推开,填补一部分空缺,并且把多余木料推出以使得表面平整,经过叶片式滚筒组的运作,此时木料基本处于平铺均匀,但疏松易发生脱落,从而将叶片式滚筒组左侧位置安装第一压实滚筒与第二压实滚筒,且第一压实滚筒与第二压实滚筒以同转速同时作用压实木料以初步定形,从而达到防止其松散脱落。
30.本实用新型的调整装置中,对于加工不同厚度的板材,可以通过调整调节铺料段叶片式滚筒处的丝杆升降调节机,来改变铺料高度和第一压实滚筒处的调节长螺栓来控制压实板材的厚度的目的,而采用调节弹簧固定在第一压实滚筒的上方位置,使得下压强度能够固定在一个范围内,让第一压实滚筒更加具有灵活性与可调性。
附图说明
31.图1是本实用新型的结构示意图。
32.图2是本实用新型的散料装置移除箱体后的轴测图;
33.图3是本实用新型的运输板材模具装置的轴测图;
34.图4是本实用新型的铺料装置的俯视图;
35.图5是本实用新型的铺料装置的主视图;
36.图6是本实用新型的丝杆升降机调节的轴测图;
37.图7是本实用新型的长螺栓调节的轴测图;
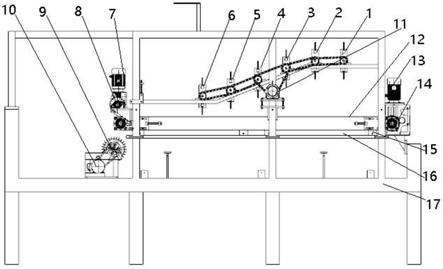
38.图8是本实用新型的整个散料铺料装置的主视图;
39.图9是本实用新型的整个散料铺料装置的轴测图。
40.图中,部件名称与附图编号的对应关系为:
41.1、第一针叶型滚筒;2、第二针叶型滚筒;3、第三针叶型滚筒;4、第四针叶型滚筒;5、第五针叶型滚筒;6、第六针叶型滚筒;7、第一电机;8、插片式滚筒;9、针齿式滚筒;10、第二电机;11、第三电机;12、第一传送带;13、第四电机;17、机架;18、第二传送带;19、第五电机;23、第一叶片式滚筒;24、第二叶片式滚筒;25、第三叶片式滚筒;26、第一压实滚筒;27、第二压实滚筒;29、第三传送带;30、链轮;31、第六电机;33、调节弹簧;34、调节长螺栓;35、顶丝杆;36、丝杆升降调节机;37、滑块轴承;38、第七电机;39、散料装置;40、出料装置;41、铺料装置;42、调整装置;43、运输装置;44、叶片式滚筒组;45、针叶型滚筒组。
具体实施方式
42.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
43.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可
以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
45.实施例:
46.如附图1至附图9所示:
47.本实用新型提供一种适用于加工多功能木质板材的新型散料铺料装置,包括机架17;
48.散料装置39,散料装置39由六组针叶型滚筒组45成,且散料装置39安装在机架17上端的位置;
49.出料装置40,出料装置40的安装在散料装置39的左侧位置,且出料装置40同时处于散料装置39的尾部处;
50.运输装置43,运输装置43设置有三组,且每组运输装置43的位置均低于散料装置39;
51.铺料装置41,铺料装置41设置由三组组成,且三组铺料装置41均安装在末端的运输装置43上;
52.调整装置42,调整装置42设置有两种,且两种调整装置42均安装在末端的运输装置43上。
53.其中,散料装置39还包括有:
54.针叶型滚筒组45,针叶型滚筒组45分别由“第一针叶型滚筒1、第二针叶型滚筒2、第三针叶型滚筒3、第四针叶型滚筒4、第五针叶型滚筒5、第六针叶型滚筒6”所组成,且六组针叶形滚筒设置为倾斜的结构,第一针叶型滚筒1、第二针叶型滚筒2安装在针叶形滚筒整体的上端位置,而第三针叶型滚筒3、第四针叶型滚筒4、第五针叶型滚筒5组安装在针叶形滚筒整体的斜面位置上,第六针叶型滚筒6则安装在针叶形滚筒整体的底端位置;
55.第三电机11,第三电机11安装在针叶型滚筒组45的中间底部位置,且第三电机11通过链条与针叶型滚筒组45相互连接传动,首先将物料从散料装置39顶部的仓口进入并落下的同时,启动第三电机11,以此带动相应各级针叶型滚筒组45关联的链轮30与链条依次工作,实现物料的均匀散拨开分布效果,而将六组针叶形滚筒设置呈高度足级依次下降的结构,目的是对仓内空间的物料最大范围散拨开同时,也能多次散拨细化物料,防止成团结块,相邻之间的两组针叶形滚筒能够交叉旋转,以达到更均匀散料效果。
56.其中,出料装置40还包括有:
57.插片式滚筒8,插片式滚筒8的顶部设置有第一电机7,插片式滚筒8固定在散料结构的左侧端位置,物料在经过针叶型滚筒组45进行散料后,通过运输装置43输送到下一段运输装置43进行传送,此间物料会经过插片式滚筒8进行出料,插片式滚筒8由第一电机7直接驱动,第一电机7能够有效的控制出料的多少与均匀度,与此同时,物料下落到针齿式滚筒9以进一步散拨均匀,而针齿式滚筒9由第二电机10通过驱动皮带轮带动针齿式滚筒9旋转。
58.其中,运输装置43还包括有:
59.第一传送带12,第一传送带12的右侧位置安装有第四电机13,而第一传送带12的安装在针叶型滚筒组45的底部位置,且在第一传送带12的底部安装有第二传送带18,而第二传送带18的左端安装有第五电机19,第二传送带18的左端位置紧贴设置有第三传送带
29,第四电机13能够驱动第一传送带12上的主滚筒进行工作,达到让第一传送带12的物料能够有效输送落到第二传送带18上,而第二传送带18则由第五电机19驱动运动,最终物料会经过第二传送输送到第三传送带29上,达到对物料的输送效果。
60.其中,铺料装置41还包括有:
61.叶片式滚筒组44,叶片式滚筒组44由“第一叶片式滚筒23、第二叶片式滚筒24、第三叶片式滚筒25”所组成,且在第一叶片式滚筒23的外壁上设置有四扇叶片,而叶片设置为固定在第一叶片式滚筒23的轴上,首先叶片式滚筒组44中的第一叶片式滚筒23上设置有四扇叶片,使铺料机构在铺料运转中更能实现铺料机构的均匀铺料,且第一层铺料结构主要将最开始输送进来的木料进行第一次摊铺。
62.其中,第二叶片式滚筒24上安装有两扇可替换的旋转叶片,第一叶片式滚筒23上的四扇叶片设置为长于第二叶片式滚筒24的设置,且第三叶片式滚筒25的扇叶片设置为最短的结构,且第三叶片式滚筒25安装在靠近第三传送带29的设置,物料在经过第一叶片式滚筒23的作用后,大部分已经摊铺均匀,但还需要再进一步的摊铺均匀化,根据设计要求此时的转动轴转速与第一叶片式滚筒23一样,并且叶片较长,此处第二叶片式滚筒24的轴上设计为两扇可替换的旋转叶片来进行工作,而几乎已经摊铺均匀的物料,也会出现偶然的局部高低不平的问题,根据要求此时第三叶片式滚筒25降低了高度,旋转的叶片也变短,近距离接触到平铺面,利用叶片的旋转,将高处的木料向后推开,填补一部分空缺,并且把多余木料推出以使得表面平整。
63.其中,铺料装置41还包括有:
64.第一压实滚筒26,第一压实滚筒26的右侧位置安装有第二压实滚筒27,且第一压实滚筒26与第二压实滚筒27均安装在叶片式滚筒组44左端的第三传送带29上,经过叶片式滚筒组44的运作,此时木料基本处于平铺均匀,但疏松易发生脱落,从而将叶片式滚筒组44左侧位置安装第一压实滚筒26与第二压实滚筒27,且第一压实滚筒26与第二压实滚筒27以同转速同时作用压实木料以初步定形,从而达到防止其松散脱落。
65.其中,调整装置42还包括有:
66.丝杆升降调节机36,丝杆升降调节机36上设置有顶丝杆35,而在顶丝杆35的底部固定有滑块轴承37,滑块轴承37安装在每组叶片式滚筒组44的两端,而在第一压实滚筒26与第二压实滚筒27的两端均安装有滑块轴承37,此处滑块轴承37顶部设置调节长螺栓34,同时在调节长螺栓34上套接安装有调节弹簧33,对于加工不同厚度的板材,可以通过调整调节铺料段叶片式滚筒处的丝杆升降调节机36,来改变铺料高度和第一压实滚筒26处的调节长螺栓34来控制压实板材的厚度的目的,而采用调节弹簧33固定在第一压实滚筒26的上方位置,使得下压强度能够固定在一个范围内,让第一压实滚筒26更加具有灵活性与可调性。
67.本实施例的具体使用方式与作用:
68.本实用新型中,首先将物料从散料装置39顶部的仓口进入并落下的同时,启动第三电机11,以此带动相应各级针叶型滚筒组45关联的链轮30与链条依次工作,实现物料的均匀散拨开分布效果,而将六组针叶形滚筒设置呈高度足级依次下降的结构,目的是对仓内空间的物料最大范围散拨开同时,也能多次散拨细化物料,防止成团结块,相邻之间的两组针叶形滚筒能够交叉旋转,以达到更均匀散料效果,首先叶片式滚筒组44中的第一叶片
式滚筒23上设置有四扇叶片,使铺料机构在铺料运转中更能实现铺料机构的均匀铺料,且第一层铺料结构主要将最开始输送进来的木料进行第一次摊铺,物料在经过第一叶片式滚筒23的作用后,大部分已经摊铺均匀,但还需要再进一步的摊铺均匀化,根据设计要求此时的转动轴转速与第一叶片式滚筒23一样,并且叶片较长,此处第二叶片式滚筒24的轴上设计为两扇可替换的旋转叶片来进行工作,而几乎已经摊铺均匀的物料,也会出现偶然的局部高低不平的问题,根据要求此时第三叶片式滚筒25降低了高度,旋转的叶片也变短,近距离接触到平铺面,利用叶片的旋转,将高处的木料向后推开,填补一部分空缺,并且把多余木料推出以使得表面平整,经过叶片式滚筒组44的运作,此时木料基本处于平铺均匀,但疏松易发生脱落,从而将叶片式滚筒组44左侧位置安装第一压实滚筒26与第二压实滚筒27,且第一压实滚筒26与第二压实滚筒27以同转速同时作用压实木料以初步定形,从而达到防止其松散脱落,对于加工不同厚度的板材,可以通过调整调节铺料段叶片式滚筒处的丝杆升降调节机36,来改变铺料高度和第一压实滚筒26处的调节长螺栓34来控制压实板材的厚度的目的,而采用调节弹簧33固定在第一压实滚筒26的上方位置,使得下压强度能够固定在一个范围内,让第一压实滚筒26更加具有灵活性与可调性。
69.在使用时:经前端搅拌混合好的木料从散料装置39段的顶部物料仓口进入,在散料装置39中物料经过六次针叶型滚筒足级充分拨散均匀,该部分由第一电机7驱动的链轮30与链条带动针叶型滚筒组45的整体同时工作。
70.在散料装置39的第一传送带12出口处设有插片式滚筒8,为了保证一定时间内下落物料的多少,在下端一定距离处设有针齿式滚筒9,使物料依然均匀下落到第二传送带18上。
71.物料由第二传送带18输入到铺料装置41段,经叶片式滚筒组44对物料进行摊铺均匀,该部分由第七电机38驱动的链轮30与链条带动叶片式滚筒组44同时工作,调节丝杆升降调节机36用以改变叶片式滚筒组44的相应高度来摊铺不同厚度的多功能木质板材。
72.摊铺均匀后的物料通过第一压实滚筒26与第二压实滚筒27后,得到具有一定厚度的初步成型的板料,该部分由第六电机31驱动的链轮30与链条带动第一压实滚筒26与第二压实滚筒27同时工作及第三传送带29的输送,调节长螺栓34用以改变第一压实滚筒26与第二压实滚筒27的相应高度,来加工不同厚度的多功能木质板材,通过第三传送带29用模具将初步成型的板料运出,至此,这一套工作流程全部完成。
73.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。