1.本实用新型涉及贴面板生产设备技术领域,尤其涉及一种贴面板热合后刮边装置。
背景技术:
2.装饰用贴面板已是现代家装中不可缺少的一种板材,而市场上用的最多的的是三聚氰胺贴面板,该种贴面板具有良好的耐磨性、装饰性、抗腐蚀易清洁等特性,因此广泛应用于现代家装领域。
3.现有公开号为cn112693856a的中国发明专利公开了一种面板自动刮边翻转码垛生产线,包括第一刮板架,所述第一刮板架的后端外表面固定安装有第一压板装置,所述第一刮板架的一侧外表面固定连接有翻板支架,所述翻板支架的内侧面靠近一端的位置活动安装有三个支撑杆,所述第一压板装置的下端外表面固定安装有与支撑杆的一端固定连接的翻板装置,所述翻板装置的前端外表面固定安装有第二刮板架,且第二刮板架的下端外表面固定安装有接板装置;第一刮板架的上端外表面靠近两侧的位置、第二刮板架的另一侧外表面与调节装置的上端外表面均固定安装有刮边装置。
4.采用上述技术方案,使用时,利用刮边装置对热压后的贴面板的边料进行刮边处理,但是在实际使用过程中,由弹性设置的刮刀与贴面板侧壁进行抵接并进行刮边,在刮落边料的过程中,一旦刮刀磨损较大或出现破口而与贴面板之间产生较大摩擦力,易被贴面板带动翻转而切入贴面板主体进行卡死或者对贴面板主体产生损伤,同时在刮刀刚与贴面板接触时,极易与贴面板端面产生切割,导致产生残次品,造成企业成本损失。
技术实现要素:
5.本实用新型的目的是提供一种贴面板热合后刮边装置,利用转动设置的水平刷盘和侧边刷盘进行废料切除,能够有效避免因刮刀磨损或崩坏而产生的贴面板损伤,从而有效减少企业损失。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.一种贴面板热合后刮边装置,包括刮边机箱,所述刮边机箱两侧均设置有若干输送带,所述刮边机箱进料一侧内部活动设置有对齐板,所述刮边机箱内部固定有支撑梁,所述支撑梁上滑动设置有驱动座,所述驱动座上设置有行走机构,所述驱动座上升降设置有升降架,所述升降架上转动设置有水平刷盘,所述刮边机箱内部活动设置有若干压紧座,所述刮边机箱出料一侧活动设置有两侧边刷盘。
8.通过采用上述技术方案,工作时,贴面板从热压机内转运处之后,通过输送带输送至刮边机箱进料一侧的对齐板处,对齐板将贴面板进行位置的调整;之后输送带将贴面板的前端边料处移动至水平刷盘下方,此时升降架向下移动,压紧座对贴面板进行压紧,之后行走机构带动驱动座沿支撑梁移动,从而使转动的水平刷盘对贴面板前端的边料进行剥落,剥落完成后,升降架上升,压紧座与贴面板分离;输送带带动贴面板移动,两侧边刷盘对
贴面板侧边的边料进行刷落,贴面板在输送带的作用下继续前进;直至贴面板后端处于水平刷盘下方时,活动设置的水平刷盘反向移动将贴面板后端的边料进行剥离,输送带带动贴面板移动,两侧边刷盘将两侧的边料完全刷落,直至贴面板从刮边机箱内完全移出,通过这种方式,能够有效避免因刮刀磨损或崩坏而产生的贴面板损伤,从而有效减少企业损失。
9.本实用新型进一步设置为:所述行走机构包括若干转动设置在驱动座上并与支撑梁抵接配合的行走轮,所述支撑梁两端均转动有传动轮,两所述传动轮之间传动连接有齿带,所述齿带两端分别与驱动座两端固连,所述支撑梁上固定有旋转端与其中一传动轮固连的行走电机。
10.通过采用上述技术方案,当需要驱动座移动时,行走电机正反转转动带动传动轮正反转转动,传动轮正反转转动带动齿带正反转转动,正反转转动的齿带带动驱动座在支撑梁上往复移动。
11.本实用新型进一步设置为:所述刮边机箱内部滑移设置有支撑架,所述刮边机箱上固定有若干伸出端与支撑架固连的气缸,所述支撑架对应升降架的位置成型有两滑轨,所述升降架上固定设置有两与滑轨滑动配合的滑块,各所述压紧座均设置在支撑架上。
12.通过采用上述技术方案,工作时,气缸伸出带动支撑架下移,各压紧座向下移动与贴面板上表面抵接,同时支撑架通过滑轨和支撑轮带动升降架下移,从而带动水平刷盘下降至边料所在位置,而支撑轮和滑轨配合,确保升降架能够与支撑架之间产生相对移动,方便驱动座带动升降架移动,通过这种方式,实现压紧座和升降架的同步移动。
13.本实用新型进一步设置为:所述支撑架上滑移设置有若干支撑杆,所述支撑杆与支撑架之间固定连接有弹性件,各所述压紧座分别固定在各支撑杆下端。
14.通过采用上述技术方案,利用弹性设置的压紧座与贴面板上表面抵接,对贴面板进行压紧的同时,弹性设置的压紧座能够适应不同厚度的贴面板压紧操作,从而提高装置使用的适用性。
15.本实用新型进一步设置为:所述刮边机箱内滑移设置有两对齐座,所述刮边机箱上螺纹连接有两分别与对齐座转动配合的螺杆,所述对齐板转动设置在对齐座上,所述对齐座下部固定有旋转端与对齐板中部固连的对齐电机。
16.通过采用上述技术方案,利用螺杆调整对齐座的位置,使对齐板的转轴部分位于贴面板的边角位置;工作时,两侧对齐板对贴面板的前端面对齐,此时贴面板在输送带的带动下分别与两贴面板抵接,从而使贴面板的前端面与支撑梁平齐,之后对齐电机带动对齐板转动,使两对齐板分别与贴面板的侧壁抵接,从而使贴面板与后续的侧别刷轮对齐,从而能够实现对贴面板位置的调整操作,确保水平刷盘和侧边刷盘对边料的稳定清理,提高装置使用的可靠性。
17.本实用新型进一步设置为:所述侧边刷盘转动设置在对齐座远离对齐板的一端,所述对齐座上固定设置有旋转端与侧边刷盘固连的第二电机。
18.通过采用上述技术方案,利用跟随对齐板同步移动的侧边刷盘,能够确保对齐板和侧边刷盘的相对位置一致,从而方便工作人员对两者位置调整的同时,确保对贴面板的稳定刮边。
19.本实用新型进一步设置为:所述对齐座上转动设置有若干与贴面板侧边抵接配合的限位轮。
20.通过采用上述技术方案,利用限位轮对贴面板进行进一步的限位和夹持,从而进一步提高侧边刷盘对贴面板的稳定清理,提高装置使用的可靠性。
21.综上所述,本实用新型的有益技术效果为:
22.(1)利用转动设置的水平刷盘和侧边刷盘进行废料切除,能够有效避免因刮刀磨损或崩坏而产生的贴面板损伤,从而有效减少企业损失;
23.(2)通过弹性设置的压紧座和滑移设置的对齐座,能够适应不同厚度和不同宽度的贴面板压紧和刮边操作,从而提高装置使用的适用性;
24.(3)利用对齐座带动对齐板和侧边刷盘同步移动,确保两者始终的相对位置始终一致,方便工作人员进行调整的同时,确保对贴面板侧边的稳定清理。
附图说明
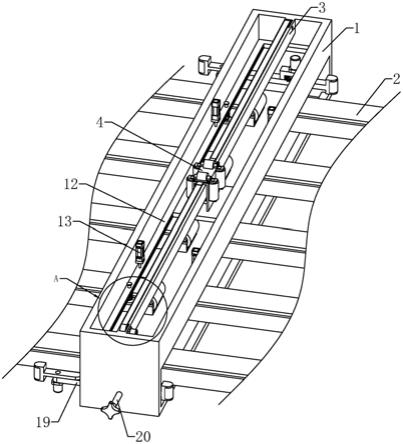
25.图1是本实用新型一个实施例整体结构的轴测示意图;
26.图2是图1中a部分的局部放大示意图,体现行走机构的结构;
27.图3是本实用新型一个实施例驱动座上的轴测示意图,体现行走座上各组件的位置连接关系;
28.图4是本实用新型一个实施例对齐座部分的轴测示意图,体现对齐座上各组件的位置连接关系。
29.附图标记:1、刮边机箱;2、输送带;3、支撑梁;4、驱动座;5、行走轮;6、传动轮;7、齿带;8、行走电机;9、升降架;10、水平刷盘;11、第一电机;12、支撑架; 13、气缸;14、滑轨;15、滑块;16、支撑杆;17、弹性件;18、压紧座;19、对齐座;20、螺杆;21、对齐板;22、对齐电机;23、抵接辊;24、侧边刷盘;25、第二电机;26、限位轮。
具体实施方式
30.下面将结合实施例对本实用新型进行清楚、完整地描述。
31.参见附图1,一种贴面板热合后刮边装置,包括刮边机箱1,刮边机箱1可以为长方体箱式结构,刮边机箱1宽度方向两侧均转动设置有若干输送带2。
32.参见附图2,刮边机箱1内部中间位置固定有支撑梁3,支撑梁3上沿其长度方向滑动设置有驱动座4,驱动座4可以为u字形结构;驱动座4上设置有行走机构,行走机构包括若干转动设置在驱动座4上的行走轮5,各行走轮5分别与支撑梁3的上表面和宽度方向两侧面抵接;支撑梁3长度方向两端均转动设置有传动轮6,两传动轮6之间传动连接有齿带7,齿带7两端分别与驱动座4两端固连,支撑梁3一端固定有旋转端与其中一传动轮6同轴固连的行走电机8。
33.参见附图3,驱动座4下部沿其高度方向滑移设置有升降架9,升降架9下部转动设置有水平刷盘10,水平刷盘10的刷毛为硬质刷毛,水平刷盘10下降后的下表面低于贴面板的下表面,升降架9上表面固定设置有旋转端与水平刷盘10固连的第一电机11。
34.参见附图1和附图2,刮边机箱1内部沿其高度方向滑移设置有支撑架12,刮边机箱1内壁固定有四个伸出端与支撑架12上表面固连的气缸13,支撑架12对应升降架9的位置成型有两沿其长度方向延伸的滑轨14,升降架9两侧均固定设置有伸入滑轨14内部并与滑轨14滑动配合的滑块15(图3中示出),支撑架12宽度方向两侧均沿其高度方向滑移设置有两
支撑杆16,两支撑杆16与支撑架12下表面之间固定连接有弹性件17,弹性架可以为弹簧制成,支撑杆16下端均固定设置有用于压紧贴面板的压紧座18,压紧座 18可以为橡胶制成。
35.参见附图4,刮边机箱1内沿其长度方向滑移设置有两对齐座19,刮边机箱1长度方向两侧均螺纹连接有分别与对齐座19转动配合的螺杆20,对齐座19靠近刮边机箱1进料一侧转动设置有对齐板21,对齐板21的上表面高于输送带2上表面,对齐座19下部固定有旋转端与对齐板21中部固连的对齐电机22,对齐座19靠近刮边机箱1进料的一端转动设置有抵接辊23。
36.对齐座19靠近刮边机箱1出料一端转动设置有侧边刷盘24,侧边刷盘24的刷毛为硬质刷毛,侧边刷盘24的下端低于输送带2上表面,侧对齐座19上固定设置有旋转端与侧边刷盘24固连的第二电机25,对齐座19上靠近刮边机箱1出料的一侧转动设置有若干与贴面板侧边抵接配合的限位轮26。
37.本实施例的工作原理是:工作前,根据木板的规格通过螺杆20调整两对齐座19的相对位置;
38.工作时,贴面板从热压机内转运处之后,通过输送带2输送至刮边机箱1进料一侧的对齐板21处,对齐板21将贴面板前端与支撑梁3对齐后,对齐电机22转动带动两对齐板21上的抵接辊23分别与贴面板两侧壁抵接,从而完成贴面板的位置调整。
39.输送带2将贴面板的前端边料处移动至水平刷盘10下方,此时气缸13伸出,通过支撑架12带动升降架9向下移动,压紧座18对贴面板进行压紧,水平刷盘10恰好移动至贴面板边料处,行走机构带动驱动座4沿支撑梁3移动,从而使转动的水平刷盘10对贴面板前端的边料进行剥落,剥落完成后,升降架9上升,压紧座18与贴面板分离。
40.输送带2驱动贴面板移动,两侧边刷盘24对贴面板侧边的边料进行刷落,限位轮 26对贴面板进行限位和导向,贴面板在输送带2的作用下继续前进;直至贴面板后端边料处于水平刷盘10下方时,水平刷盘10下降并在行走机构带动下反向移动,将贴面板后端的边料进行剥离,输送带2带动贴面板继续移动,两侧边刷盘24将两侧的边料完全刷落,直至贴面板从刮边机箱1内完全移出,通过这种方式,能够有效避免因刮刀磨损或崩坏而产生的贴面板损伤,从而有效减少企业损失。
41.以上所述,仅为本实用新型较佳的具体实施方式,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。