一种光固化贴合粘接设备
【技术领域】
1.本实用新型涉及光固化粘接装置技术领域,特别涉及一种光固化贴合粘接设备。
背景技术:
2.光固化胶又称无影胶或光敏胶,在紫外光的照射下能迅速实现粘合。随着电子制造产业的发展,光固化胶的使用越来越广泛。平面型器件粘合的时候,通常胶水涂布于器件之间,采用机械定位或ccd视觉对位贴合机,利用抽真空硅胶模具贴合。贴合的时候通过一端先粘接,然后逐渐下压器件直到另一端粘接上。在粘接过程利用真空排除器件之间的空气,保护粘接面无气泡。但是对于曲面树脂镜片,由于器件弯度的影响,这种粘接工艺很难完全排除镜片之间的空气,导致粘接面存留气泡,工件报废,因此曲面镜片目前使用手工贴合方式。手工贴合方式是在曲面镜片中间滴上胶水后,用手压紧镜片的中心,使胶水向四周扩散,扩散过程若发现镜片某些部位胶水有气泡,可以用手特别压挤这个部位,将气泡向外挤出,逐渐将气泡赶到镜片边缘。这种手工贴合方式贴合效率很低,贴合过程合格率比较低。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种光固化贴合粘接设备。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种光固化贴合粘接设备,包括plc控制器模块,粘接模块,吸盘压头模块,机台;plc控制模块用螺丝安装于一块不锈钢薄板上,薄板用螺栓固定安装于机台下;粘接模块的聚光罩底部用粘合剂固定于机台的平台;吸盘压头模块的立柱垂直于机台平台,采用螺丝固定。
6.plc控制模块,包含plc控制器,电磁阀和led电源,led电源连接到外部供电电源上,并设有开关,用导线将开关连接到plc控制器上;plc控制器控制开关的开启和关闭,进而控制灯芯的点亮和熄灭。plc控制模块用螺丝安装于一块不锈钢薄板上,薄板用螺栓固定安装于机台下。
7.粘接模块,包含灯芯,聚光罩,固定环和防护环。
8.固定环呈圆柱形,上端口贴有一层热塑性聚氨酯弹性橡胶材质tpu的软垫,宽度与上端口相同。防护环由不锈钢制成,呈圆柱形,前侧正中设置一个可以打开的小门,底部与防护环底部平齐。固定环和防护环底部用粘合剂固定于机台平台上,固定环在防护环内,两环底面同心。
9.聚光罩设置于固定环内部,直径与固定环内径相同,底部用粘合剂固定于机台的平台。聚光罩和机台平台上开孔,灯芯设置于聚光罩的底部,灯芯导线穿过机台孔以后连接到led电源。
10.吸盘压头模块,包含立柱,丝杆,横臂,压杆,吸盘,压力控制器,真空发生器和伺服电机。
11.立柱垂直于机台平台,用螺丝固定。
12.伺服电机通过紧固螺栓固定于立柱的顶端,控制线连接到plc控制器。
13.丝杆与立柱平行,通过丝牙与伺服电机固定连接。电机启动时,带动丝杆旋转。
14.横臂一端有丝牙套筒,套筒套在丝杆上;另一端安装有气缸,压杆用螺丝固定在气缸上。横臂与丝杆垂直,压杆与横臂垂直,并与丝杆平行。丝杆旋转时,带动套筒向上或向下运动,从而带动横臂和压杆一起向上或向下运动。
15.压力传感器通过螺丝固定在压杆上,感应头感受气缸的压力,传感器导线连接到plc控制器。
16.压杆内置的软管,一端连接到吸盘,另一头连接到真空发生器;吸盘固定在压杆底部;真空发生器设有压缩空气进气口和排气口。当压缩空气从排气口高速排出时,真空发生器上连接的软管腔内呈现负压状态,使软管另一端的吸盘产生吸力,能够吸住物体。进气口和排气口均通过气管与plc控制器模块的电磁阀连接。
17.吸盘位于固定环上方,其中心与固定环的中心重合。
18.机台是整个设备的基础,由不锈钢或碳钢制成长桌状,顶面用薄不锈钢板盖住,形成平台。plc控制模块位于平台下方,其它模块位于平台上方。
19.所述固定环外壁高度为30~50毫米,外径为62~76毫米,壁厚为5.0~ 10.0毫米,上端口呈外高内低,外壁和内壁高度差为2.0~10.0毫米。
20.所述固定环由聚酰胺(pa)、聚碳酸酯(pc)、聚甲醛(pom)、聚丙烯(pp)、abs的其中一种材料组成。
21.所述固定环的上端口贴有一层tpu(热塑性聚氨酯弹性橡胶)材质的软垫,宽度与上端口相同,厚度为1.0~2.5毫米。
22.防护环由不锈钢制成,呈圆柱形,内径为20.0~25.0厘米,高度40.0~45.0厘米,前侧正中设置一个可以打开的小门,高度为12.0~17.0厘米,宽度为10.0~11.0厘米,底部与防护环底部平齐。
23.所述吸盘直径为10~20毫米。
24.所述压杆连接在横梁上,横梁可在丝杆上下移动,移动速度范围为0.10~ 1.20mm/s。
25.本实用新型的光固化贴合粘接设备,用于树脂镜片的贴合,相比现有技术,有以下有益效果:
26.(1)该贴合设备结构简单紧凑,贴合过程自动化程度高,代替了繁琐的手工贴合;
27.(2)自动化程度高,提高了粘合过程的合格率和镜片贴合的效率。
28.(3)该粘接设备中设计了防护环,可以有效保护操作工人,避免紫外线照射对操作工人的潜在伤害。
【附图说明】
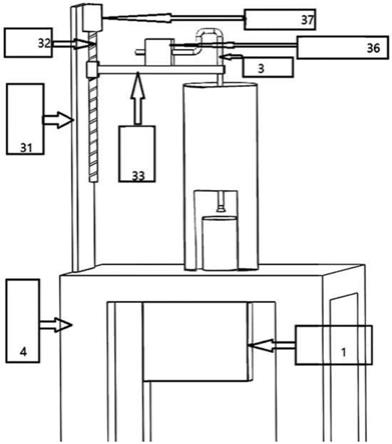
29.图1光固化贴合粘接设备示意图
30.图2:光固化贴合粘接设备的粘接模块示意图。
【具体实施方式】
31.以下提供本实用新型一种光固化贴合粘接设备的具体实施方式。
32.实施例1
33.一种光固化贴合粘接设备,包括plc控制器模块1,粘接模块2、吸盘压头模块,机台4;plc控制模块1用螺丝安装于一块不锈钢薄板上,薄板用螺栓固定安装于机台4下;粘接模块2的聚光罩底部用粘合剂固定于机台4的平台;吸盘压头模块的立柱垂直于机台4平台,采用螺丝固定。
34.plc控制模块1由plc控制器、电磁阀和led电源组成,led电源连接到外部供电电源上,并设有开关,用导线将开关连接到plc控制器上。plc控制器控制开关的开启和关闭,进而控制灯芯21的点亮和熄灭。plc控制模块1 用螺丝安装于一块不锈钢薄板上,薄板用螺栓固定安装于机台4下。
35.粘接模块2由灯芯21、聚光罩22、固定环23和防护环24组成。
36.固定环23呈圆柱形,上端口贴有一层tpu热塑性聚氨酯弹性橡胶材质25 的软垫,宽度与上端口相同。防护环24由不锈钢制成,呈圆柱形,前侧正中设置一个可以打开的小门241,底部与防护环底部平齐。固定环23和防护环 24底部用粘合剂固定于机台4平台上,固定环23在防护环24内,两环底面同心。
37.聚光罩设置于固定环23内部,直径与固定环23内径相同,底部用粘合剂固定于机台4的平台。聚光罩和机台平台上开孔,灯芯21设置于聚光罩的底部,灯芯导线穿过机台孔以后连接到led电源。
38.吸盘压头模块由立柱31、丝杆32、横臂33、压杆、吸盘、压力控制器 35、真空发生器36、伺服电机37组成。
39.立柱31垂直于机台4平台,用螺丝固定。
40.伺服电机37通过紧固螺栓固定于立柱的顶端,控制线连续到plc控制器。
41.丝杆32与立柱平行,通过丝牙与伺服电机固定连接。电机启动时,带动丝杆旋转。
42.横臂33一端有丝牙套筒,套筒套在丝杆上;另一端安装有气缸,压杆用螺丝固定在气缸上。横臂与丝杆垂直,压杆与横臂垂直,并与丝杆平行。丝杆旋转时,带动套筒向上或向下运动,从而带动横臂和压杆一起向上或向下运动。
43.压力传感器35通过螺丝固定在压杆上,感应头感受气缸的压力,传感器导线连接到plc控制器。
44.压杆内置的软管,一端连接到吸盘,另一头连接到真空发生器36。吸盘 342固定在压杆底部。真空发生器设有压缩空气进气口和排气口。当压缩空气从排气口高速排出时,真空发生器上连接的软管腔内呈现负压状态,使软管另一端的吸盘产生吸力,能够吸住物体。进气口和排气口均通过气管3与plc 控制器模块的电磁阀连接。
45.吸盘位于固定环23上方,其中心与固定环23的中心重合。
46.机台4是整个设备的基础,由不锈钢或碳钢制成长桌状,顶面用薄不锈钢板盖住,形成平台。plc控制模块位于平台下方,其它模块位于平台上方。
47.镜片贴合之前,首行接通伺服电机、plc控制器、led电源的电源。在 plc控制器上设置紫外线照射时间秒、压杆341气缸压力、压杆341快速下降速度和慢速下降速度,压杆341下降高度等参数,真空发生器连接压缩空气气源,开启排气,完成准备工作。
48.打开防护环24的小门241,将上镜片放置于固定环23的上端口。运行 plc控制器,检查plc控制器面板上显示的气缸压力是否达到设定值。伺服电机37带动丝杆开始旋转,横臂带着压杆341以设定的快速下降速度降低到设定高度,然后转为慢速下降速度,慢慢下降到设定高度,吸盘342吸住上镜片。然后压杆341带着吸盘342、吸盘342吸着上镜片,反向上升到设定高位,程序暂停。
49.将下镜片放置于固定环23的上端口,在下镜片大约中心位置滴上光固化胶水,关闭防护环小门241。继续运行程序,吸盘342带着上镜片逐渐下降。由于上下两片镜片弯度相同,上镜片大约中心位置最先接触下镜片的胶水,将胶水逐渐压向镜片四周,均匀扩散至边缘,压杆341将上下两片镜片紧紧压在一起。plc控制器接通led电源上的开关,点亮灯芯21,按设定时间持续照射紫外线,胶水固化成为胶水层,将上下两层镜片粘合在一起。照射结束后灯芯21熄灭,吸盘342带着粘合在一起的镜片一起上升3.0~4.5厘米,再次启动紫外线照射,固定环23端口遮挡住的胶水固化。关闭紫外线照射,打开防护环小门241,取出镜片,完成粘接。整个过程除了取放镜片外,全部由控制器运行程序自动控制。
50.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围内。