1.本发明涉及触感膜技术领域,具体涉及一种新型彩色触感膜及其生产方法。
背景技术:
2.目前印刷品表面覆膜已成为不可缺少的工序,覆膜不仅可以起到防潮、防污、耐磨、耐折、耐化学腐蚀等保护作用,而且覆上一些具有特殊功能的薄膜可以起到更多增益的效果,比如触感膜这一类,目前市场上现有的触感膜常用于高档手提袋、包装盒上,因其表面丝绒般的触感提升了包装物品的档次,但是现有的触感膜覆在一些颜色较深的印刷品上时,覆膜的粘合力不足,在进行模切、压痕工序时会出现因粘合力不足导致的起白现象,往往导致制品的返工和浪费,成品率很低。另一类常用于这类高档包装行业的做法是使用触感纸,但是触感纸的加工工艺复杂,耐候性不强,抗刮性能不强,暴露在自然光或灯光中易出现变色现象。
技术实现要素:
3.本发明的目的是针对现有技术的不足,提供一种新型彩色触感膜及其生产方法,用来解决现有技术中覆膜粘合力不足而产生的起白的问题。
4.为实现上述目的,本发明解决其技术问题所采用的技术方案是:
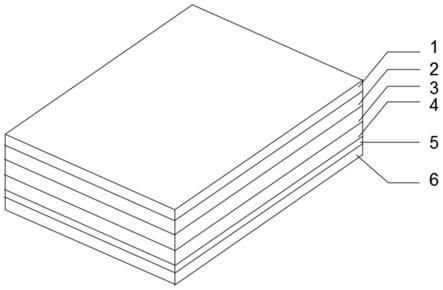
5.一种新型彩色触感膜,包括触感膜主体,所述触感膜主体包括基膜层,所述基膜层的外表面均涂有触感层,基膜层的内侧涂布有着色层,所述着色层下表面设置有保护层,保护层下表面设有粘合层,所述保护层与粘合层之间涂布有底涂剂。通过在着色层的下表面设置保护层,提高对着色层的保护,当进行模切、压痕工序时,可以保证覆膜保持粘合力,避免产生因粘合力不足导致的起白现象。
6.所述基膜层采用双向拉伸聚丙烯光膜或或者双向拉伸聚酯薄膜,基膜层厚度为15~18μm。双向拉伸聚丙烯光膜抗拉强度高,阻隔性能好,透明度高,双向拉伸聚酯薄膜具有良好的机械性能,且刚性好,强度高,都是作为基膜层的理想材料。
7.所述着色层按照重量份,其组成为:色粉0.3份,聚酯树脂4份,丙烯树脂4份,丁酯10份,甲乙酮12份,异氰酸酯3份。
8.所述触感层按照重量份,其组成为:水性聚氨酯树脂23份,手感剂0.4份,二乙烯三胺0.4份,甲醇3份。
9.所述保护层是由硫化锌制成,保护层的厚度为0.2~0.5μm。硫化锌对着色层的保护效果好,有效避免了着色层在模切、压痕工序时,因粘合力不足导致的起白现象,同时,硫化锌反射效果强,提高了着色层色彩的质感。
10.所述底涂剂为聚乙烯亚胺水溶液。在保护层下表面用镜面钢辊涂布一层聚乙烯亚胺水溶液,经烘干后同时利用复合设备与粘合层复合在一起,复合过程需在臭氧环境中进行,提高了保护层与粘合层之间的粘合度。
11.一种新型彩色触感膜,其特征在于包括以下生产步骤:
12.(1)选取双向拉伸聚丙烯光膜或者双向拉伸聚酯薄膜作为基膜层,在基膜层的内侧涂布有着色层,将涂布好的基膜层置于烘箱中烘干,烘干温度为130~180摄氏度,烘干时间为6~8秒;
13.(2)再在完成烘干后的着色层下表面镀上硫化锌作为保护层;
14.(3)在保护层下表面用镜面钢辊涂布一层聚乙烯亚胺水溶液,固含量为22~25%,湿涂量为1.8g/
㎡
~2.2g/
㎡
,经烘箱烘干,烘干温度为55~60摄氏度,烘干时间为4~6秒,烘干后复合一层eva树脂作为粘合层,复合过程中利用臭氧对eva树脂进行强氧化;
15.(4)在基膜层的外侧涂布有触感层,触感层由水性聚氨酯树脂混合手感剂及二乙烯三胺加上甲醇混合而成,涂布完成后置于环境温度为28摄氏度,湿度为30%的环境中熟化24小时。
16.本发明与现有技术相比,具有以下优点:
17.在着色层的下表面增设保护层,利用硫化锌层对着色层的保护,避免了着色层在模切、压痕工序时,因粘合力不足导致的起白现象,同时,硫化锌反射效果强,提高了着色层色彩的质感,同时改进后的触感膜具备良好的耐候性,采用预涂膜的生产方法对于覆膜纸张的要求并不高,大大降低了这类高档奢侈品包装的生产成本。
附图说明
18.图1为一种新型彩色触感膜的立体示意图;
19.图2为一种新型彩色触感膜的剖面示意图;
20.图3为生产一种新型彩色触感膜的流程示意图;
21.其中,1触感层,2基膜层,3着色层,4保护层,5底涂剂,6粘合层
具体实施方式
22.下面结合附图和具体实施方式,对本发明的具体实施方式作进一步阐明,应理解这些实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域普通技术人员在没有做出创造性劳动前提下,对本发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
23.如图1至图3所示,一种新型彩色触感膜,选取双向拉伸聚丙烯光膜或者双向拉伸聚酯薄膜作为基膜层2,基膜层2厚度为15~18μm,在基膜层2的内侧涂布有着色层3,将涂布好的基膜层2置于烘箱中烘干,烘干温度为130~180摄氏度,烘干时间为6~8秒,再在完成烘干后的着色层3下表面镀上硫化锌作为保护层4,硫化锌对着色层3的保护效果好,有效避免了着色层在模切、压痕工序时,因粘合力不足导致的起白现象,同时,硫化锌反射效果强,提高了着色层色彩的质感,在保护层4下表面用镜面钢辊涂布一层底涂剂5,底涂剂5采用聚乙烯亚胺水溶液,固含量为22~25%,湿涂量为1.8g/
㎡
~2.2g/
㎡
,经烘箱烘干,烘干温度为55~60摄氏度,烘干时间为4~6秒,烘干后复合一层eva树脂作为粘合层6,复合过程中利用臭氧对eva树脂进行强氧化,在基膜层2的外侧涂布有触感层1,触感层1由水性聚氨酯树脂混合手感剂及二乙烯三胺加上甲醇混合而成,涂布完成后置于环境温度为28摄氏度,湿度为30%的环境中熟化24小时。
24.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
技术特征:
1.一种新型彩色触感膜,包括触感膜主体,其特征在于:所述触感膜主体包括基膜层,所述基膜层的外表面均涂有触感层,基膜层的内侧涂布有着色层,所述着色层下表面设置有保护层,保护层下表面设有粘合层,所述保护层与粘合层之间涂布有底涂剂。2.根据权利要求1所述的一种新型彩色触感膜,其特征在于:所述基膜层采用双向拉伸聚丙烯光膜或者双向拉伸聚酯薄膜,基膜层厚度为15~18μm。3.根据权利要求1所述的一种新型彩色触感膜,其特征在于,所述着色层按照重量份,其组成为:色粉0.3份,聚酯树脂4份,丙烯树脂4份,丁酯10份,甲乙酮12份,异氰酸酯3份。4.根据权利要求1所述的一种新型彩色触感膜,其特征在于,所述触感层按照重量份,其组成为:水性聚氨酯树脂23份,手感剂0.4份,二乙烯三胺0.4份,甲醇3份。5.根据权利要求1所述的一种新型彩色触感膜,其特征在于:所述保护层是由硫化锌制成,保护层的厚度为0.2~0.5μm。6.根据权利要求1所述的一种新型彩色触感膜,其特征在于:所述底涂剂为聚乙烯亚胺水溶液。7.根据权利要求1至6所述的任意一种新型彩色触感膜及其生产方法,其特征在于包括以下生产步骤:(1)选取双向拉伸聚丙烯光膜或者双向拉伸聚酯薄膜作为基膜层,在基膜层的内侧涂布有着色层,将涂布好的基膜层置于烘箱中烘干,烘干温度为130~180摄氏度,烘干时间为6~8秒;(2)再在完成烘干后的着色层下表面镀上硫化锌作为保护层;(3)在保护层下表面用镜面钢辊涂布一层聚乙烯亚胺水溶液,经烘箱烘干,烘干温度为55~60摄氏度,烘干时间为4~6秒,烘干后聚乙烯亚胺水溶液的固含量为22~25%,湿涂量为1.8g/
㎡
~2.2g/
㎡
,烘干后复合一层eva树脂作为粘合层,复合过程中利用臭氧对eva树脂进行强氧化;(4)在基膜层的外侧涂布有触感层,触感层由水性聚氨酯树脂混合手感剂及二乙烯三胺加上甲醇混合而成,涂布完成后置于环境温度为28摄氏度,湿度为30%的环境中熟化24小时。
技术总结
本发明公开了一种新型彩色触感膜及其生产方法。一种新型彩色触感膜,包括触感膜主体,所述触感膜主体包括基膜层,所述基膜层的外表面均涂有触感层,基膜层的内侧涂布有着色层,所述着色层下表面设置有保护层,保护层下表面设有粘合层,所述保护层与粘合层之间涂布有底涂剂。在着色层的下表面增设保护层,避免了着色层在模切、压痕工序时,因粘合力不足导致的起白现象,同时改进后的触感膜具备良好的耐候性,采用预涂膜的生产方法对于覆膜纸张的要求并不高,大大降低了这类高档奢侈品包装的生产成本。成本。成本。
技术研发人员:李云波 童李洋
受保护的技术使用者:扬州市众和同盛包装材料有限公司
技术研发日:2021.10.26
技术公布日:2022/1/6