1.本发明涉及锂离子电池技术领域,尤其是涉及一种锂离子电池用低表面能胶带。
背景技术:
2.目前锂离子电池用胶带主要用于电池电芯生产工序中,主要作用在锂电池生产过程中起固定和绝缘;锂离子电池用胶带对胶带洁净度要求相对传统胶带高,现有胶带难以达到要求;并且胶带的粘结层多为单层的丙烯酸酯层,由于丙烯酸酯材料本身特性,表面能降低具有一定限度,表面能很难进一步的降低,影响胶带性能。
技术实现要素:
3.针对现有技术不足,本发明所要解决的技术问题是提供一种锂离子电池用低表面能胶带,以达到洁净度高以及表面能相对较低的目的。
4.为了解决上述技术问题,本发明所采用的技术方案为:
5.一种锂离子电池用低表面能胶带,包括胶带基带,所述胶带基带上设有软性涂层以及丙烯酸酯复合层,所述软性涂层先在胶带基带上胶成型,丙烯酸酯复合层再涂胶在软性涂层上成型,软性涂层位于胶带基带和丙烯酸酯复合层之间。
6.所述软性涂层为柔性环氧树脂。
7.所述丙烯酸酯复合层为丙烯酸酯单体和聚氨酯丙烯酸酯的混合涂层。
8.一种所述锂离子电池用低表面能胶带的处理工艺,包括以下步骤:
9.1)通过胶带基带放卷辊进行胶带基带放卷操作,胶带基带进入净化室净化处理;
10.2)从净化室出来的胶带基带进入上胶室进行软性涂层的上胶操作,再通过中间加热处理室进行加热处理;
11.3)加热处理后的胶带基带进入涂胶室进行丙烯酸酯复合层的涂胶操作,涂胶后的胶带进入尾部加热处理室内再次进行加热处理,从尾部加热处理室出来的胶带通过胶带收卷辊进行胶带收卷操作。
12.所述净化室、上胶室、中间加热处理室、涂胶室以及尾部加热处理室为依次对胶带处理的整体处理箱体结构,整体处理箱体结构的一侧设有一侧基板,胶带基带放卷辊设在一侧基板上,整体处理箱体结构的另一侧设有另一侧基板,胶带收卷辊设在另一侧基板上,并在整体处理箱体结构的顶部设有一组吊环。
13.所述净化室的顶部设有净化风机,净化风机和净化室之间过滤板,过滤板可抽拉的设置在净化室的顶部。
14.所述上胶室内设有用于对胶带基带下表面进行上胶的上胶辊,上胶室内在上胶辊的下方设有用于向上胶辊底部外缘喷胶的胶液喷头,在胶液喷头的下方设有胶液收集槽,上胶辊的上缘与胶带基带下表面接触进行上胶。
15.所述涂胶室内设有用于在胶带软性涂层上涂胶的一对涂胶辊,一对涂胶辊前后间隔并排设置,一对涂胶辊的下方设有辊刷和涂胶槽,辊刷位于一对涂胶辊的底部之间,辊辊
的下部位于涂胶槽的胶液中,辊刷的上部侧边缘与对应侧涂胶辊的辊面接触。
16.所述涂胶室内在一对涂胶辊的上方设有胶带定位板,胶带从胶带定位板和一对涂胶辊之间通过,胶带定位板通过吊架悬空设在涂胶室内,胶带定位板和吊架之间通过弹性连接结构相连,胶带定位板为下表面光滑的平板结构。
17.本发明与现有技术相比,具有以下优点:
18.该锂离子电池用低表面能胶带在涂胶处理前展开通过净化室净化处理,通过前后两次连续涂胶处理,在中间形成软性涂层,改变传统胶带结构,洁净度高以及表面能相对较低,提升了胶带产品性能。
附图说明
19.下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
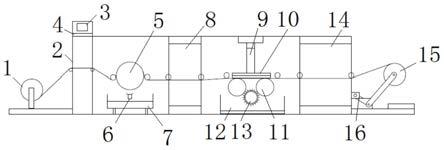
20.图1为本发明处理装置示意图。
21.图中:
22.1.胶带基带放卷辊、2.净化室、3.风机、4.过滤板、5.上胶辊、6.胶液喷头、7.胶液收集槽、8.中间加热处理室、9.吊架、10.胶带定位板、11.涂胶辊、12.涂胶槽、13.辊刷、14.尾部加热处理室、15.胶带收卷辊、16.升降结构。
具体实施方式
23.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明。
24.如图1所示,该锂离子电池用低表面能胶带,包括胶带基带,胶带基带为pet胶带基膜,胶带基带上设有软性涂层以及丙烯酸酯复合层,软性涂层先在胶带基带上胶成型,丙烯酸酯复合层再涂胶在软性涂层上成型,软性涂层位于胶带基带和丙烯酸酯复合层之间。
25.软性涂层为柔性环氧树脂;丙烯酸酯复合层为丙烯酸酯单体和聚氨酯丙烯酸酯的混合涂层,即丙烯酸酯单体和聚氨酯丙烯酸酯混合形成混合涂胶液,将混合涂胶液涂至到胶带软性涂层上形成丙烯酸酯复合层;最终在胶带表面上形成粘结层,粘结层中极性基团相对较少,以及通过表面胶层软性处理,从而实现表面能相对较低,提高了胶带的性能。
26.锂离子电池用低表面能胶带的性能对应下面的处理工艺非常重要,通过对应的设备以及工艺实现自动连续化处理,同时实现表面能相对较低。
27.本发明中锂离子电池用低表面能胶带的处理工艺,包括以下步骤:
28.通过胶带基带放卷辊1进行胶带基带放卷操作,胶带基带进入净化室2净化处理;
29.从净化室出来的胶带基带进入上胶室进行软性涂层的上胶操作,再通过中间加热处理室进行加热处理;
30.加热处理后的胶带基带进入涂胶室进行丙烯酸酯复合层的涂胶操作,涂胶后的胶带进入尾部加热处理室内再次进行加热处理,从尾部加热处理室出来的胶带通过胶带收卷辊进行胶带收卷操作。
31.其中,
32.净化室2、上胶室、中间加热处理室8、涂胶室以及尾部加热处理室14为依次对胶带处理的整体处理箱体结构,整体结构便于转运和安装。
33.整体处理箱体结构的一侧设有一侧基板,胶带基带放卷辊1设在一侧基板上,整体处理箱体结构的另一侧设有另一侧基板,胶带收卷辊15设在另一侧基板上,并在整体处理箱体结构的顶部设有一组吊环;胶带基带放卷辊、净化室、上胶室、中间加热处理室、涂胶室、尾部加热处理室以及胶带收卷辊沿线性布置,自动连续化处理稳定可靠。
34.净化室2的顶部设有净化风机3,净化风机和净化室之间过滤板4,过滤板可抽拉的设置在净化室的顶部,过滤板更换操作简便,除尘效果好。
35.上胶室内设有用于对胶带基带下表面进行上胶的上胶辊5,上胶室内在上胶辊的下方设有用于向上胶辊底部外缘喷胶的胶液喷头6,在胶液喷头的下方设有胶液收集槽7,上胶辊的上缘与胶带基带下表面接触进行上胶;通过胶液喷头将软性涂层的胶液喷至上胶辊的下部辊面上,上胶辊旋转将胶液涂至胶带基带的下表面上,胶液喷头便于控制涂胶量,涂胶量太大不利于后续涂胶操作。
36.涂胶室内设有用于在胶带软性涂层上涂胶的一对涂胶辊11,一对涂胶辊前后间隔并排设置,一对涂胶辊的下方设有辊刷13和涂胶槽12,辊刷位于一对涂胶辊的底部之间,辊辊的下部位于涂胶槽的胶液中,辊刷的上部侧边缘与对应侧涂胶辊的辊面接触;本发明中丙烯酸酯复合层涂胶需要保障具有较大涂胶量,采用该结构相对传统结构效果更好。
37.涂胶室内在一对涂胶辊的上方设有胶带定位板10,胶带从胶带定位板和一对涂胶辊之间通过,胶带定位板通过吊架9悬空设在涂胶室内,胶带定位板和吊架之间通过弹性连接结构相连,胶带定位板为下表面光滑的平板结构,通过胶带定位板的设置可提高涂胶的一致性,并能适用不同型号的胶带处理。
38.尾部加热处理室14的长度大于中间加热处理室8的长度,并且尾部加热处理室内的温度高于中间加热处理室内的温度,胶带收卷辊通过升降结构16设在整体结构外部,升降结构可采用链条升降结构或气缸升降结构,便于胶带圈下圈操作。
39.本发明锂离子电池用低表面能胶带在涂胶处理前展开通过净化室净化处理,通过前后两次连续涂胶处理,在中间形成软性涂层,改变传统胶带结构,洁净度高以及表面能相对较低,提升了胶带产品性能。
40.上述仅为对本发明较佳的实施例说明,上述技术特征可以任意组合形成多个本发明的实施例方案。
41.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。