1.本发明涉及涂料生产技术领域,更具体的说是一种隔热保温涂料制备工艺。
背景技术:
2.涂刷在被施工表面能起到隔热保温作用的涂料叫隔热保温涂料,按使用场合不同分为透明隔热保温涂料和非透明隔热保温涂料;按照隔热保温机理,可将隔热保温涂料分为阻隔性隔热保温涂料、反射隔热涂料及辐射隔热保温涂料3类;但是现有的隔热保温涂料容易被腐蚀,并且在使用过程中,如果沾染到使用者的皮肤上,容易伤害到使用者的皮肤。
技术实现要素:
3.为克服现有技术的不足,本发明提供隔热保温涂料制备工艺,可以得到耐腐蚀和不会伤及使用者皮肤的隔热保温涂料。
4.本发明解决其技术问题所采用的技术方案是:
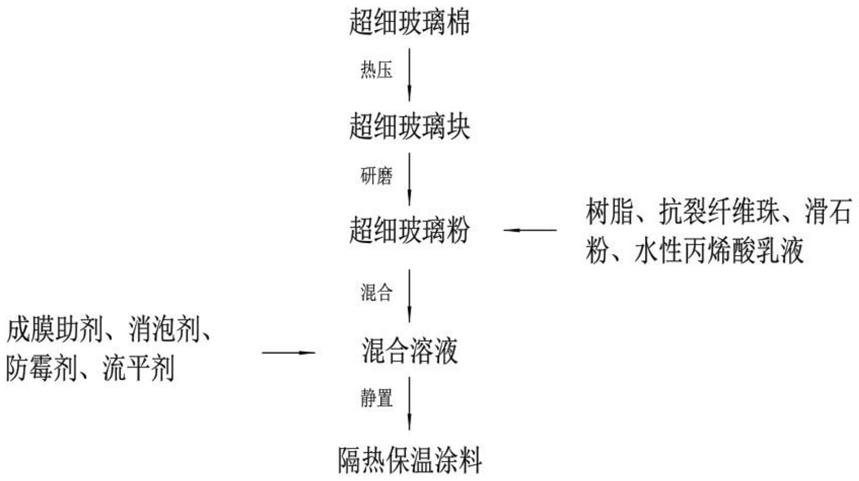
5.一种隔热保温涂料制备工艺,该工艺包括以下步骤:
6.步骤一:将超细玻璃棉在加热的情况下压成块状,然后将块状超细玻璃棉进行研磨,获得超细玻璃粉;
7.步骤二:将超细玻璃粉与原料进行混合,得到混合溶液;
8.步骤三:在混合溶液中加入添加剂,并且进行搅拌混合,得到混合至均匀状态的隔热保温涂料;
9.步骤四:在隔热保温涂料中添加芳香剂以及颜料,制得带有不同香味和颜色的隔热保温涂料。
10.进一步的所述原料包括:纯净水、树脂、抗裂纤维珠、滑石粉和水性丙烯酸溶液。
11.进一步的所述添加剂还包括:消泡剂、成膜助剂、防霉剂和流平剂。
12.进一步的所述步骤一中使用一种隔热保温涂料制备装置,所述装置包括磨盘和电机,以及与和电机传动连接的丝杆,电机通过丝杆带动磨盘进行旋转,电机设置在十字架上。
附图说明
13.下面结合附图和具体实施方法对本发明做进一步详细的说明。
14.图1为本发明中的隔热保温涂料制备工艺的流程图;
15.图2为本发明中磨盘和丝杆的结构示意图;
16.图3为本发明中气缸和外弧板的结构示意图;
17.图4为本发明中丝杠和底板的结构示意图;
18.图5为本发明中十字架和限位杆的结构示意图;
19.图6为本发明中内圈和加热线圈的结构示意图;
20.图7为本发明中的隔热保温涂料制备装置的剖面示意图;
21.图8为本发明中半圆板和横梁的结构示意图;
22.图9为本发明中圆环和丝杆的结构示意图;
23.图10为本发明中集中槽的结构示意图;
24.图11为本发明中隔热保温涂料制备装置的结构示意图。
具体实施方式
25.参看图1,根据图中所示可以得到制备出隔热保温涂料的一个示例性工作过程是:
26.首先将超细玻璃棉在加热的情况下压成块状,然后将块状超细玻璃棉进行研磨,获得超细玻璃粉,然后将超细玻璃粉与纯净水、树脂、抗裂纤维珠、滑石粉和水性丙烯酸溶液按照5∶4∶3∶3∶2∶1的比例进行混合,得到混合溶液,其次在混合溶液中加入消泡剂、成膜助剂、防霉剂和流平剂,消泡剂、成膜助剂、防霉剂和流平剂的比例为1∶1∶2∶2,并且进行搅拌混合,得到混合至均匀状态的隔热保温涂料,最后在隔热保温涂料中添加芳香剂以及颜料,制得带有不同香味和颜色的隔热保温涂料;
27.超细玻璃粉是通过超细玻璃棉研磨得出的,而超细玻璃棉是以石英砂、长石、硅酸钠、硼酸等为主要原料加工而成的,所以得到的超细玻璃粉具有体质轻、导热系数低、热绝缘和吸声性能好、耐腐蚀、耐热、抗冻、抗震、不怕虫蛀、不会伤及使用者皮肤的优点,所以由超细玻璃粉与原料和添加剂混合制备出的隔热保温涂料能够具有吸声性能好、耐腐蚀、耐热、抗冻、抗震、不怕虫蛀、不会伤及使用者皮肤的优点,在现实使用过程当中施工方便,是一种轻质、高效、耐久、经济的工业保温涂料。
28.参看图2和图7,根据图中所示可以得到制备出超细玻璃粉的一个示例性工作过程是:
29.所述步骤一是通过一种隔热保温涂料制备装置来实现的,所述装置包括磨盘01和电机04,以及与01和电机04传动连接的丝杆02,电机04通过丝杆02带动磨盘01进行旋转,电机04设置在十字架03上;操作的时候只需要将十字架03固定住,然后将超细玻璃棉压在磨盘01上,随后电机04通过丝杆02带动磨盘01旋转起来,使磨盘01将超细玻璃棉接触在磨盘01表面上的部分进行摩擦研磨,从而实现将超细玻璃棉研磨成超细玻璃粉。
30.参看图2和图7,根据图中所示可以得到引导超细玻璃粉落下的一个示例性工作过程是:
31.为了避免研磨出来的超细玻璃粉在磨盘01上出现堆积,本技术中所述磨盘01为锥形结构,磨盘01的锥面上设置有斜向的导向槽;所以当磨盘01旋转起来研磨出超细玻璃粉的时候,能够利用磨盘01的锥面使超细玻璃粉向下滑落,同时利用锥面上的斜向的导向槽对超细玻璃粉进行引导,使超细玻璃粉在斜向的导向槽中集中并落下,避免了研磨出来的超细玻璃粉在磨盘01上堆积的情况。
32.参看图7至图9,根据图中所示可以得到自动压下超细玻璃棉的一个示例性工作过程是:
33.如果使用操作人员手动将超细玻璃棉压在磨盘01上,在研磨的时候会消耗操作人员大量的体力,同时当超细玻璃棉即将研磨完的时候,会使操作人员的手靠近磨盘01,容易出现磨盘01伤到操作人员手的情况,所以本技术中所述装置还包括两个半圆板07、横梁08和两个压板09,两个半圆板07均滑动连接在横梁08上,且两个半圆板07镜像设置,两个压板
09固接在横梁08下端,两个压板09镜像设置,横梁08能够在十字架03上进行上下滑动,两个半圆板07内均设置有螺纹,两个半圆板07能够对扣形成一个圆环,圆环螺纹连接在丝杆02上;使用的时候,随着电机04带动丝杆02转动,丝杆02会通过螺纹带动圆环向下移动,圆环会带动横梁08下降,从而使横梁08带动两个压板09向下移动来压动纺织在两个压板09下方的超细玻璃棉,使两个压板09压下超细玻璃棉并使超细玻璃棉紧紧的接触在磨盘01上被研磨,代替人工,实现自动化,避免了磨盘01伤到操作人员手的情况。
34.参看图7至图9,根据图中所示可以得到复位两个压板09高度的一个示例性工作过程是:
35.当两个压板09下降使超细玻璃棉被研磨完毕之后,是需要从两侧拉动两个半圆板07,使两个半圆板07远离丝杆02,此时弹簧被压缩,使两个半圆板07内壁上的螺纹不再与丝杆02啮合,然后向上抬起使横梁08在十字架03上向上滑动,从而使两个压板09回到最初的高度位置,然后松开两个半圆板07,在弹簧的作用下能够使两个半圆板07再次向着丝杆02靠近并且使两个半圆板07内壁上的螺纹再次与丝杆02啮合,完成连接,当丝杆02再次转动的时候,便可以实现两个压板09再次压下新添加的超细玻璃棉进行研磨的效果。
36.参看图2、图3、图7和图11,根据图中所示可以得到将松散的超细玻璃棉压实的一个示例性工作过程是:
37.团状的超细玻璃棉比较松散,所以在研磨的时候会导致研磨效率太低,所以本技术中所述装置还包括内圈05、加热线圈06、两个气缸10和两个外弧板11,内圈05设置在十字架03下端,两个气缸10固接在十字架03左右两侧,加热线圈06设置在内圈05的内壁上,加热线圈06自备电源,两个外弧板11分别固接在两个气缸10的气缸杆上;内圈05和两个外弧板11之间具有放置超细玻璃棉的空间,在对超细玻璃棉压实的时候,只需要加热线圈06加热内圈05,使内圈05的温度升高,同时使两个压板09的下表面与内圈05的上表面平齐,然后将超细玻璃棉放入到内圈05和两个外弧板11之间的空间当中,随后使用两个气缸10同时带动两个外弧板11向着内圈05靠近,将两个外弧板11与内圈05之间的超细玻璃棉进行挤压,同时因为内圈05的温度较高能够使超细玻璃棉表面发生微量的熔化,使团状的超细玻璃棉内压实,便可以在后续的研磨过程中使被压实的超细玻璃棉能够充分与磨盘01接触产生摩擦。
38.参看图4、图5、图7至图11,根据图中所示可以得到避免超细玻璃棉被挤掉的一个示例性工作过程是:
39.在压实超细玻璃棉的时候,需要从下方对超细玻璃棉进行限制,避免在内圈05和两个外弧板11相互压实超细玻璃棉的时候,超细玻璃棉从下方掉落,所以本技术中所述装置还包括丝杠12、两个底板13和限位杆15,丝杠12和限位杆15分别设置在十字架03前后两侧,两个底板13镜像设置,两个底板13的前端分别螺纹连接在丝杠12的左右两侧,丝杠12左右两侧的螺纹方向相反,两个底板13的后端均滑动在限位杆15上,两个外弧板11下端与两个底板13上端贴合;压实超细玻璃棉的时候,首先通过丝杠12转动来带动两个底板13相互靠近,使两个底板13内侧贴靠在内圈05下侧的内壁上,随后两个气缸10带动两个外弧板11向外侧移动,然后在两个底板13上的两个外弧板11与内圈05之间的空间当中添加超细玻璃棉,随后再使两个气缸10带动两个外弧板11向内侧移动来压实超细玻璃棉,避免超细玻璃棉从下方掉落,压实之后,丝杠12反向转动,两个底板13向外侧移动,使压实之后的超细玻
璃棉下端接触在磨盘01上。
40.参看图10和图11,根据图中所示可以得到收集超细玻璃粉的一个示例性工作过程是:
41.所述十字架03下端还设置有集中槽14,当磨盘01的锥面使在研磨出来的超细玻璃粉向下滑落并且利用锥面上的斜向的导向槽对超细玻璃粉进行引导,使超细玻璃粉在斜向的导向槽中集中并落下到集中槽14,集中槽14下端设置有开口,只需要加工收集超细玻璃粉的容器放置在集中槽14下方,便可以将研磨出来的超细玻璃粉进行收集。