1.本发明属于食品加工技术领域,涉及一种可食性餐具及其制备方法,具体涉及一种基于3d打印的可食性餐具的制备方法。
背景技术:
2.随着社会不断进步,生活愈加便利,一次性餐具的使用量与日俱增;但目前一次性餐具多为发泡塑料材质,不仅会引起严重的环境污染问题,还可能会影响人体健康。随着人们环保观念的不断提升,提倡低碳生活已成为一种时尚,可食性餐具顺应此潮流推广至社会,可成为普遍使用的一次性餐具,利用淀粉作为原料制造可降解餐具,可替代现行塑料餐具的使用。淀粉基可食性餐具是利用淀粉、蛋白质、纤维素等固有的特性,把它们和其它可食性助剂按一定的比例组合,经搅拌和捏合后,采用一定技术使其精制而成;其优点是经快餐、速食等容纳后,既可食用,又可回收做高档饲料,遇冷水后能在一定时间内膨胀至降解,对土壤不但无害而且有益,基本上能达到无垃圾、无污染的目的。
3.目前市场上可食性餐具大多使用玉米淀粉、肉、蛋、油等为原料,原料较昂贵,成品不易保存,保质期短,成品硬度不够,加工过程中需要额外添加粘合剂,不够环保。相比之下,膨化米粉中淀粉分子量减小,可溶性成分多,吸水润涨能力强,与水分结合后,具有较好的黏性;因此,采用膨化米粉,无需添加粘合剂就可保证可食性餐具的韧性和致密度;此外,膨化米粉的可消化性强,且吸水可溶胀,使用后易于处理。高粱粉来源、营养丰富,抗性淀粉、亚油酸等含量较高,适用人群范围广,糖尿病患者也可食用。采用高粱粉可增加面团的可塑性、提高成品中膳食纤维含量,使可食性餐具无需额外添加补强剂,就能达到应有的硬度和强度;然而,目前市场已有的相关产品口感粗糙,适口性差,反而造成粮食的浪费。采用泡打粉和酵母发酵,可以改善高粱粉等粗粮的口感,提高产品的适口性。另外,市场上可食性餐具的制作需膨化成板材,蒸汽喷敷,工艺复杂,能耗大。
技术实现要素:
4.针对现有塑料餐具及可食性餐具的缺陷,本发明目的在于提供一种可食性餐具及其制备方法,本发明具体是通过如下技术方法实现的:
5.一种可食性餐具,所述可食性餐具的制备原料包括:面粉、高粱粉、膨化米粉,辅料包括盐、糖、酵母、泡打粉、不同口味调味料。
6.进一步地,所述可食性餐具的制备原料按重量份数计包括:面粉40-120份、高粱粉10-50份、膨化米粉10-50份、食用盐0-5份、油0-20份、细砂糖0-20份、酵母0.5-1.5份、泡打粉0.5-1.5份、调味料0-5份、水30-80份,其中调味料选自椒盐、孜然、咖喱、水果中的一种或多种。
7.进一步地,所述泡打粉为双效泡打粉。
8.酵母与泡打粉是烘焙产品常用的疏松剂,添加适量的酵母与泡打粉能改善产品的口感,但如果过量使用的话,会导致产品发胀过度,起泡破裂,从而不起发或起发效果不好。
气体含量过大时会冲破面坯表面,引起气体流失,烘烤出的产品就和没添加泡打粉的效果一样,不会起发。本发明通过对双效泡打粉添加量、干酵母添加量优化,能够提升产品的组织状态,使之达到最佳,让产品呈现更好的口感,优化所得泡打粉与酵母在本发明原料配比中最佳添加量为0.5-1.5份。
9.一种可食性餐具的制备方法,包括以下步骤:
10.1)将糖、盐、酵母溶于水,制得溶液;
11.2)将面粉、高粱粉、膨化米粉、调味料、泡打粉混合,制得混合粉;
12.3)将步骤1)所得溶液与步骤2)所得混合粉混合,和面、发酵,制得面团;
13.4)将步骤3)所得面团在3d打印机中打印成型,打印同时在物料下加附电热板加热,使打印喷嘴挤出的物料定型,完成打印及定型后将其转入烤箱烘烤,所得成品杀菌、包装、检验。
14.进一步地,步骤3)所述发酵温度为20-40℃、湿度为50%-80%、时间为30-120min。
15.进一步地,步骤4)所述3d打印参数为内部填充率为100%,打印速度50mm/s,喷头直径0.4mm。
16.可食餐具的吸水率随着3d打印内部填充率的增加而不断下降的趋势,随着内部填充率的升高,可食餐具内部的空腔越来越小,当填充率达到100%时,内部空腔消失,有效地避免了浸润过程中液体渗透入餐具内部,使餐具与液体的接触面增大,导致吸水率上升的情况。通过对内部填充率工艺优化,能够保证产品的拥有优良的硬度及合适的吸水性。
17.可食餐具硬度随着打印速度的增加会先上升然后趋于平缓,这是由于当打印速度过低时,每层填料打印所花费的时间过长,在尚未完成上层打印时,下层填料的水分易蒸发,导致上下两层填料面团中间无法较好融合,致使最终产品的强度不足,即硬度较低。当打印速度达到50mm/s后,硬度变化明显放缓,综合考虑能耗等因素,选择50mm/s作为最佳打印速度。通过对打印速度优化,能够确保产品质构稳定,提高产品的强度。
18.可食餐具的感官评价随着打印喷嘴直径增大而降低。在喷嘴直径为0.2-0.4mm阶段,感官评分下降的趋势较缓,而当喷嘴直径为0.4-0.6mm阶段,感官评分下降趋势明显增大。打印速度相同时,喷嘴直径越大,单位时间内打印的体积越多,但同时最终成品也就越粗糙。越小的打印喷头能够更好地表现成品上的一些细节,但喷头越小,打印效率也就越低。综合考虑打印效率与感官评分等因素,选择喷头直径为0.4mm的打印喷头作为最终打印喷头。通过对打印喷嘴直径优化,能够保证产品最终呈现出较好的观感,同时可以提升打印效率。
19.进一步地,步骤4)所述烘烤温度为130-150℃。
20.烘烤温度对可食用餐具质构特性具有很大的影响,合适的烘烤温度能改善产品的口感,但如果温度过高或过低,会导致产品烘烤过度,表里成熟不一,发生焦糊等现象。温度过高还易发生表面裂痕等现象,影响可食用餐具的观感与风味。本发明通过对烘烤温度优化,确保产品在烘烤时内外均匀成熟,且在过程中避免产生焦糊,裂痕等现象,保证其口感适宜,此外合适的烘烤温度能使过程中发生合适的美拉德反应,赋予其优良的观感与风味,本发明优化所得烘烤温度的最佳范围为130-150℃。
21.与现有技术相比,本发明的有益效果是:
22.(1)本发明制备的可食性餐具完全可食用,并且具备人体所需的膳食纤维等。即使
不食用,产品遇水后能在一定时间内膨胀至降解,对土壤不但无害而且有益,基本上能达到无垃圾、无污染的目的。
23.(2)本发明原料配方简单,材料来源丰富,制备工艺简单,不需额外添加食品添加剂,可机械化程度高,成品实用性强。
24.(3)本发明可食性餐具采用泡打粉和酵母发酵,改善了高梁等粗粮的粗糙口感,同时通过添加不同种类的调味料和水果等,丰富了餐具的口味和颜色,增强产品的适口性,可符合不同消费者的口味嗜好。
25.(4)目前已有的相关产品制备需要特定模具,工艺环节多。本发明采用3d打印成型技术,提高产品硬度的同时不受限于模具(不需要传统的刀具、夹具、机床或任何模具),可以自动、快速、直接和比较精确地将计算机中的三维设计转化为实物产品。本发明相对于传统可食用餐具制作,更节省材料,不用剔除边角料,提高了材料的利用率,能做到较高的精度和很高的复杂程度,可以制造出采用传统方法制造不出来的、非常复杂的制件;产品一次性成型,减少工艺环节,降低生产成本,提高制作科技性和趣味性。
附图说明
26.图1为酵母、泡打粉添加量对可食餐具吸水率的影响。
27.图2为酵母、泡打粉添加量对可食餐具感官评价的影响。
28.图3为3d打印成型后烘烤温度对可食餐具硬度、弹性、内聚性、咀嚼性的影响。
29.图4为3d打印成型后烘烤温度对可食餐具吸水率的影响。
30.图5为3d打印成型后烘烤温度对可食餐具感官评价的影响。
31.图6为内部填充率对可食餐具吸水率的影响。
32.图7为内部填充率对可食餐具硬度的影响。
33.图8为打印速度对可食餐具硬度的影响。
34.图9为打印喷头直径对可食餐具感官评价的影响。
具体实施方式
35.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
36.实施例1
37.(1)称取60g面粉、20g高粱粉、20g膨化米粉、0.6g双效泡打粉、1g椒盐粉混合均匀后,制成混合粉;
38.(2)称取3g食用盐、0.5g干酵母溶解于50g水,调匀后加至混合粉中,开始和面,直至面团表面光滑,无明显凹凸现象;
39.(3)面团在温度35℃、湿度70%条件下发酵60min;
40.(4)取出面团,用轧面机排出面团内气泡;
41.(5)按勺子形状大小确定程序,在3d打印机中,将其打印成型,打印的同时在物料下加附电热板加热,使打印喷嘴挤出的物料定型。完成打印及定型后,再将其放入烤箱中,
烘烤温度140℃,制成成品;
42.(6)对制成品修整去毛边后杀菌、包装。
43.实施例2
44.(1)称取60g面粉、30g高粱粉、10g膨化米粉、0.6g双效泡打粉、2g草莓粉混合均匀后,制成混合粉;
45.(2)称取4g细砂糖、0.7g干酵母溶解于55g水,调匀后加至混合粉中,开始和面,直至面团表面光滑,无明显凹凸现象;
46.(3)面团在温度30℃、湿度65%条件下发酵90min;
47.(4)取出面团,用轧面机排出面团内气泡;
48.(5)按筷子形状大小确定程序,在3d打印机中,将其打印成型,打印的同时在物料下加附电热板加热,使打印喷嘴挤出的物料定型。完成打印及定型后,再将其放入烤箱中,烘烤温度140℃,制成成品;
49.(6)对制成品修整去毛边后杀菌、包装。
50.实施例3
51.(1)称取70g面粉、10g高粱粉、20g膨化米粉、0.5g双效泡打粉、1g孜然粉混合均匀后,制成混合粉;
52.(2)称取2g食用盐、1g的干酵母溶解于60g水,调匀后加至混合粉中,开始和面,直至面团表面光滑,无明显凹凸现象;
53.(3)面团在温度30℃、湿度65%条件下发酵90min;
54.(4)取出面团,用轧面机排出面团内气泡;
55.(5)按盘形状大小确定程序,在3d打印机中,将其打印成型,打印的同时在物料下加附电热板加热,使打印喷嘴挤出的物料定型。完成打印及定型后,再将其放入烤箱中,烘烤温度140℃,制成成品;
56.(6)成品取出后可直接食用。
57.可食餐具泡打粉、酵母添加量工艺优化
58.1实验方案
59.1.1不同泡打粉添加量产品制备
60.取面粉100g,米粉30g,淀粉30g,油10g,水(总粉)40%,其他原料含量不变,分别添加0g、0.5g、1g、1.5g、2g的泡打粉,研究泡打粉添加量对可食餐具品质的影响。
61.1.2感官评价
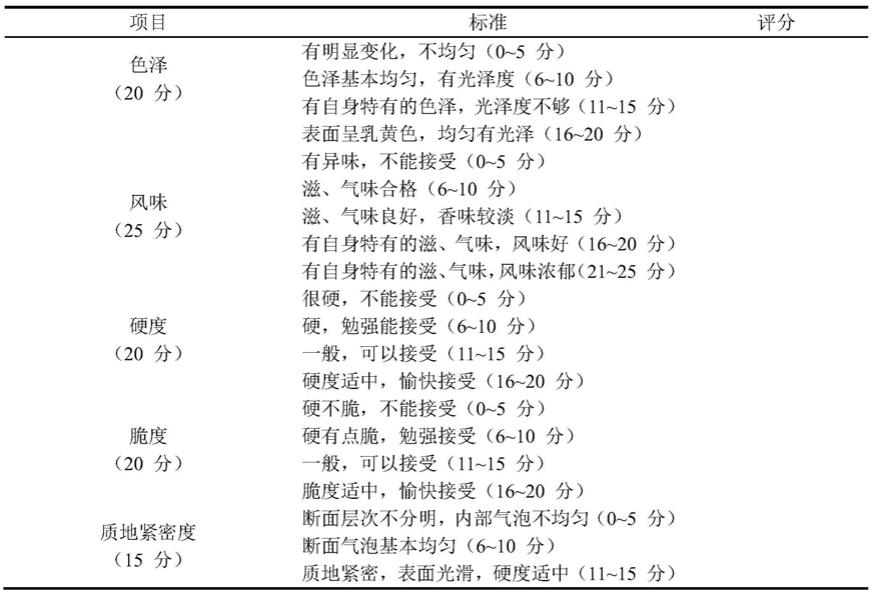
62.感官评定是对产品品质的主观评价,能直接反映出消费者对产品的接受度,具有权威性,但不易标准化。采用感官评定作为可食用趣味勺子品质的指标之一,表示消费者的接受度。感官评价实验由10位有正常味觉功能的成年人组成的评定小组,对可食餐具品尝并做出评价来进行,具体评定标准见下表。
63.表1可食餐具感官评价评分表
[0064][0065]
1.3吸水性测定
[0066]
将整个样品称重后浸入50℃水中10min,取出后置于吸水纸上,无水滴下后即可称重,重复3次,根据公式得出吸水率,取平均值。吸水率=(浸水后餐具质量-浸水前餐具质量)/浸水前餐具质量
×
100%。
[0067]
1.4质构测定
[0068]
质构测定是对产品品质的客观评价,可避免人为因素的影响。本研究采用ta.xt plus质地分析仪的tpa(texture profile analysis)模式测定和评价可食餐具的品质。主要考察硬度(hardness)、内聚性(cohesiveness)、弹性(springiness)和咀嚼性(chewiness)4个参数的影响。每个样品选三个点,每个点平行测三次,取平均值。
[0069]
测定参数:测定前速度为2mm/s,测定速度为1mm/s,测定后速度为2mm/s,压缩率为15%,采用p/5探头。
[0070]
1.5数据统计
[0071]
试验数据统计分析与图表的绘制采用的是origin 2018软件,而检验其差异显著性采用的是spss软件中的邓肯氏新复极差法(用于方差分析的时候两两比较,有助于减少第二类错误),正交试验的设计和分析采用的是正交设计助手iiv3.1。
[0072]
2结果与讨论
[0073]
2.1酵母与泡打粉量对可食餐具质构特性的影响
[0074]
酵母与泡打粉是烘焙产品常用的疏松剂,添加适量的酵母与泡打粉能改善产品的口感,但如果过量使用的话,会导致产品发胀过度,起泡破裂,从而不起发或起发效果不好,因为气体含量过大时会冲破面坯表面,引起气体流失,烘烤出的产品就跟没添加泡打粉的效果一样,不会起发。由表2可知,随着泡打粉和酵母添加量的增加,硬度、弹性、内聚性、咀嚼性都呈下降趋势。这是因为泡打粉使得产品的内部结构变得疏松,内部聚合力减小,比较容易咀嚼。
[0075]
表2泡打粉量对可食餐具质构特性的影响
[0076][0077]
注:表中上标不同字母间表示显著性差异,p<0.05。
[0078]
表3酵母量对可食餐具质构特性的影响
[0079][0080][0081]
注:表中上标不同字母间表示显著性差异,p<0.05。
[0082]
2.2酵母与泡打粉添加量对可食餐具吸水率的影响
[0083]
由图1中吸水率结果可知,可食趣味勺子的吸水率随着酵母与泡打粉添加量的增加而下降后基本不变的趋势,说明虽然酵母与泡打粉改变了产品内部结构,使其变得疏松,但对吸水率的影响不大。
[0084]
2.3酵母与泡打粉添加量对可食餐具感官评价的影响
[0085]
图2泡打粉添加量对感官评分的影响表明,感官评分随着酵母与泡打粉添加量的增加呈现先上升后下降的趋势变化,适量添加酵母与泡打粉使产品组织疏松一点,能够改善口感,而当添加量超过1g以后,感官评分减小,可能是因为过多的泡打粉会使成品表面易破裂,内部孔洞不均匀,强度不够,且有略微的碱味,口感不佳。
[0086]
因此,本专利对泡打粉和酵母的用量分别进行了优化实验,得到合理的最佳工艺参数范围。
[0087]
烘烤温度对可食餐具品质影响对比
[0088]
1实验方案
[0089]
1.1不同烘烤方式产品制备
[0090]
取面粉100g,淀粉20g,米粉20g,油15g,绵白糖10g,泡打粉1g,盐1g,水(总粉)40%,其他原料含量不变,分别进行常规烘烤和热压模型烘烤,研究烘烤方式对可食餐具品质的影响。
[0091]
设置烘烤温度分别为150、175、200、225、250℃,其他条件不变,进行产品制备,对烘烤温度进行工艺优化。
[0092]
1.2感官评价
[0093]
感官评定是对产品品质的主观评价,能直接反映出消费者对产品的接受度,具有权威性,但不易标准化。采用感官评定作为可食用趣味勺子品质的指标之一,表示消费者的接受度。感官评价实验由10位有正常味觉功能的成年人组成的评定小组,对可食餐具品尝并做出评价来进行,具体评定标准见下表。
[0094]
表4可食餐具感官评价评分表
[0095][0096]
1.3吸水性测定
[0097]
将整个样品称重后浸入50℃水中10min,取出后置于吸水纸上,无水滴下后即可称重,重复3次,根据公式得出吸水率,取平均值。吸水率=(浸水后餐具质量-浸水前餐具质量)/浸水前餐具质量
×
100%。
[0098]
1.4质构测定
[0099]
质构测定是对产品品质的客观评价,可避免人为因素的影响。本研究采用ta.xt plus质地分析仪的tpa(texture profile analysis)模式测定和评价可食餐具的品质。主要考察硬度(hardness)、内聚性(cohesiveness)、弹性(springiness)和咀嚼性(chewiness)4个参数的影响。每个样品选三个点,每个点平行测三次,取平均值。
[0100]
测定参数:测定前速度为2mm/s,测定速度为1mm/s,测定后速度为2mm/s,压缩率为15%,采用p/5探头。
[0101]
1.5数据统计
[0102]
试验数据统计分析与图表的绘制采用的是origin 2018软件,而检验其差异显著性采用的是spss软件中的邓肯氏新复极差法(用于方差分析的时候两两比较,有助于减少第二类错误),正交试验的设计和分析采用的是正交设计助手iiv3.1。
[0103]
2结果与讨论
[0104]
2.1烘烤温度对可食餐具质构特性的影响
[0105]
烘烤温度对可食用餐具质构特性具有很大的影响,合适的烘烤温度能改善产品的
口感,但如果温度过高或过低,会导致产品烘烤过度,表里成熟不一,发生焦糊等现象。温度过高还易发生表面出现裂痕等现象,形象可食用餐具的观感与风味。由图3可知,3d打印成型后烘烤的硬度、弹性、内聚性、咀嚼性都要优于普通烘烤,且烘烤温度在130-150℃间效果最佳。
[0106]
2.2烘烤温度对可食餐具吸水率的影响
[0107]
由图4中吸水率结果可知,可食餐具的吸水率随着烘烤温度的增加而下降后基本不变的趋势,随着温度的升高,可食用餐具的硬度上升,水分活度下降,抑制了相同时间内其对水分的吸收,在使用过程中能更好的保持产品的形态及强度,不至于过快因水浸润而软化,导致无法正常使用。
[0108]
2.3烘烤温度对可食餐具感官评价的影响
[0109]
图5为烘烤温度对感官评分的影响,感官评分随着烘烤温度的增加呈现先上升后下降的趋势变化,3d打印成型烘烤要优于普通烘烤,可能由于3d打印成型烘烤能够使产品在烘烤过程中受热均匀,更易均一成熟。适量升高烘烤温度可提高产品的脆韧性,能够改善口感,而当温度过高时,感官评分减小,可能是过高的压力与温度会使成品表面易破裂,内部孔洞不均匀,同时使产品产生焦糊感,影响产品原有的风味,口感不佳。
[0110]
因此,本专利对烘烤温度进行了优化实验,得到合理的最佳工艺参数范围。
[0111]
3d打印条件工艺优化
[0112]
1实验方案
[0113]
1.1不同泡打粉添加量产品制备
[0114]
取面粉100g,米粉30g,淀粉30g,油10g,水(总粉)40%,1g泡打粉,1g酵母。
[0115]
分别研究60%、70%、80%、90%、100%内部填充率对可食餐具吸水性、硬度的影响;30、40、50、60、70mm/s打印速度对可食餐具硬度的影响;0.2、0.3、0.4、0.5、0.6mm打印喷头直径对感官评价的影响。
[0116]
1.2感官评价
[0117]
感官评定是对产品品质的主观评价,能直接反映出消费者对产品的接受度,具有权威性,但不易标准化。采用感官评定作为可食用趣味勺子品质的指标之一,表示消费者的接受度。感官评价实验由10位有正常味觉功能的成年人组成的评定小组,对可食餐具品尝并做出评价来进行,具体评定标准见下表。
[0118]
表5可食餐具感官评价评分表
[0119][0120]
1.3吸水性测定
[0121]
将整个样品称重后浸入50℃水中10min,取出后置于吸水纸上,无水滴下后即可称重,重复3次,根据公式得出吸水率,取平均值。吸水率=(浸水后餐具质量-浸水前餐具质量)/浸水前餐具质量
×
100%。
[0122]
1.4硬度测定
[0123]
采用ta.xt plus质地分析仪的tpa(texture profile analysis)模式测定和评价硬度的影响。每个样品选三个点,每个点平行测三次,取平均值。
[0124]
测定参数:测定前速度为2mm/s,测定速度为1mm/s,测定后速度为2mm/s,压缩率为15%,采用p/5探头。
[0125]
1.5数据统计
[0126]
试验数据统计分析与图表的绘制采用的是origin 2018软件,而检验其差异显著性采用的是spss软件中的邓肯氏新复极差法(用于方差分析的时候两两比较,有助于减少第二类错误),正交试验的设计和分析采用的是正交设计助手iiv3.1。
[0127]
2.1内部填充率对可食餐具吸水性、硬度的影响
[0128]
由图6中内部填充率对可食餐具吸水性影响的结果可知,可食餐具的吸水率随着3d打印内部填充率的增加而不断下降的趋势,随着内部填充率的升高,可食餐具内部的空腔越来越小,当填充率达到100%时,内部空腔消失,有效地避免了浸润过程中液体渗透入勺子内部,使勺子与液体的接触面增大,导致吸水率上升的情况。由图7中内部填充率对可食餐具硬度影响的结果可知,随着内部填充率的不断增加,可食用餐具的硬度呈现不断升高的趋势,在内部填充率达到100%时,可食餐具具有最大的硬度。可食餐具的硬度升高的同时,水分活度下降,抑制了相同时间内其对水分的吸收,在使用过程中能更好的保持产品的形态及强度,不至于过快因水浸润而软化,导致无法正常使用。
[0129]
2.2打印速度对可食餐具硬度的影响
[0130]
图8为打印速度对可食餐具硬度影响的结果,可食餐具硬度随着打印速度的增加呈现先上升后趋于平缓的变化趋势,可能由于当打印速度过低时,每层填料打印所花费的时间过长,在尚未完成上层打印时,下层填料的水分易蒸发,导致上下两层填料面团中间无法较好融合,致使最终产品的强度不足,即硬度较低。当打印速度达到50mm/s后,硬度变化明显放缓,综合考虑能耗等因素,选择50mm/s作为最佳打印速度。
[0131]
2.3打印喷头直径对感官评价的影响
[0132]
图9为打印喷头直径对感官评价影响的结果,由图可知,可食餐具的感官评价随着打印喷嘴直径增大而降低。在喷嘴直径为0.2-0.4mm阶段,感官评分下降的趋势较缓,而当喷嘴直径为0.4-0.6mm阶段,感官评分下降趋势明显增大。打印速度相同时,喷嘴直径越大,单位时间内打印的体积越多,但同时最终成品也就越粗糙。越小的打印喷头能够更好地表现成品上的一些细节,但喷头越小,打印效率也就越低。综合考虑打印效率与感官评分等因素,选择喷头直径为0.4mm的打印喷头作为最终打印喷头。
[0133]
以上所描述的实施例仅为本发明优选实施例,并不用于限制本发明。对于本领域的技术人员来说,本发明可以有各种变化和更改,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。