一种食品微波超声3d打印设备及打印方法
技术领域
1.本发明涉及一种食品微波超声3d打印设备及打印方法,属于食品3d打印技术领域。
背景技术:
2.在食品领域,3d打印技术以其定制化造型、个性化营养、拓宽食物来源等诸多优势,得到了广泛的研究和关注。但是,食品浆料机械强度较低,缺乏静态自支撑能力,打印产品的形状往往与模型存在较大偏差。微波3d打印技术则通过高效的微波靶向加热,以打印喷嘴内浆料的挤出凝胶化,实现了鱼糜、肉糜和面团等典型食品材料的高质量成型。
3.现有已公开的3d打印设备中,cn 109820224 a公开的技术方案中针对鱼糜、肉糜和米面浆料等流动态凝胶型食品的3d打印过程出现的熟化不彻底、打印制品易坍塌、不易打印中空立体结构等问题,在物料挤出部件、微波加热探头尺寸及二者之间的位置关系做了研究和改进,使得鱼糜、肉糜和米面浆料等流动态凝胶型物料实现了挤出即熟化的效果,从而在一定程度上获得较好的3d打印效果;cn 111248474 a公开的技术方案中进一步通过对微波加热天线进行改进,提供了一种两极式微波加热天线,实现了挤出喷嘴内物料的聚焦式加热;同时两极式微波加热天线突破了传统多模腔体加热方式,极大缩小了加热腔体积,进一步提升了打印效果。
4.上述方式均只是在微波加热熟化的部分进行了改进,考虑实际生产过程中可能遇到的问题,比如,含大颗粒及粗纤维的浆料在打印过程中挤出困难且打印凝胶化程度较低,而机械强度过高的打印成品则存在难以咀嚼吞咽,不易消化吸收等问题;本技术提供一种食品微波超声3d打印设备及打印方法。
技术实现要素:
5.为了进一步提升微波3d打印效果提高3d打印成品凝胶化程度及形状保持能力,又能够使过高强度的打印成品形成易食用的软糯状态,本发明提供了一种食品微波超声3d打印设备及打印方法。
6.一种食品微波超声3d打印设备,所述食品微波超声3d打印设备包括:
7.3d打印模块、控制模块和微波超声耦合模块;
8.所述微波超声耦合模块包括微波加热装置和超声辅助强化装置;所述微波加热装置对挤出的物料进行高效的微波加热;超声辅助强化装置设置在微波加热装置的前端、后端,或者两者耦合放置以分别实现超声前端模式、超声后端模式和微波超声协同模式。
9.可选的,所述3d打印模块包括打印平台、控制打印平台运动的导轨、挤出压力供给装置、挤出喷嘴、集成料筒;
10.所述微波加热装置包括:用于微波聚焦式加热的微波加热腔体、微波转接器、阳极天线、阴极天线;所述超声辅助强化装置包括用于超声辅助强化的超声产生器、超声传输杆、超声头、防振装置;所述微波加热腔体处于所述集成料筒的内部,所述阳极天线和阴极
天线处于微波加热腔体内部且设置于挤出喷嘴的两侧;
11.所述微波转接器设置于集成料筒的外壁上,一端探入微波加热腔体内部,与阳极天线和阴极天线相连;
12.所述超声产生器设置于集成料筒的外壁上,通过超声传输杆与设置于集成料筒内部的超声头相连。
13.可选的,所述控制模块包括微波源、超声控制器及控制系统;
14.所述微波源通过微波传输线与所述微波转接器的另一端相连,用于产生微波;
15.所述超声控制器通过超声传输线与所述超声产生器相连,用于控制产生交变电流并通过超声传输线传输到超声产生器以产生超声波;
16.所述控制系统用于控制所述微波源和所述超声控制器。
17.可选的,所述微波转接器由同轴线构成,所述阳极天线和阴极天线分别连接于同轴线的内外导体上。
18.可选的,所述超声传输杆由超声高效传输介质制备。
19.可选的,所述超声头用于将超声波传输至挤出喷嘴内的物料,引发物料内粒子振动,从而产生空化效应、热效应、机械效应和化学效应。
20.可选的,所述防振装置设置于超声传输杆与金属外壁或微波加热腔体的外壁之间,采用超声屏蔽材料制成。
21.可选的,所述集成料筒包括金属外壁和载料筒;所述载料筒设置于金属外壁内部,且位于所述微波加热腔体的上部;
22.所述挤出喷嘴连接于载料筒的下方,并贯穿所述微波加热腔体;
23.所述挤出压力供给装置连接于载料筒的上方,用于提供挤出压力以使得载料筒内部的物料从挤出喷嘴中挤出达到打印平台。
24.可选的,所述挤出压力供给装置采用活塞挤出、螺杆挤出或气压挤出方式中的一种。
25.可选的,所述微波加热腔体采用微波屏蔽材料制备。
26.可选的,所述食品微波超声3d打印设备根据超声波与微波的作用关系具有多种工作模式,所述工作模式包括超声前端模式、超声后端模式和微波超声协同模式;
27.当所述食品微波超声3d打印设备处于所述超声前端模式时,所述超声头置于微波加热腔体外,并与挤出喷嘴的物料入口端相匹配,对未进行微波加热的物料进行预处理;
28.当所述食品微波超声3d打印设备处于所述超声后端模式时,所述超声头置于微波加热腔体外,并与挤出喷嘴物料出口端相匹配,对已完成微波加热的物料进行加热处理;
29.当所述食品微波超声3d打印设备处于所述微波超声协同模式时,所述超声头置于微波加热腔体内部,与挤出喷嘴的被加热段相匹配,与微波协同对物料进行处理。
30.可选的,超声头与挤出喷嘴的匹配方式包括接触和非接触两种形式;
31.接触放置时,超声头与挤出喷嘴紧密连接;
32.非接触放置时,超声头与挤出喷嘴之间存在缝隙。
33.可选的,所述集成料筒为可拆卸装置;打印过程中,根据所需工作模式选择不同的集成料筒。
34.可选的,所述超声产生器根据所述食品微波超声3d打印设备的工作模式处于集成
料筒的外壁的不同位置处。
35.可选的,所述食品微波超声3d打印设备处于所述超声前端模式和/或超声后端模式时,所述超声头设置为环状,挤出喷嘴的物料入口端和/或物料出口端置于环中。
36.可选的,所述食品微波超声3d打印设备处于所述微波超声协同模式时,所述超声头设置为环状或针状;若设置为环状超声头,则将挤出喷嘴的加热段置于其中,对挤出喷嘴进行环绕式的超声作用;若设置为针状超声头,则具体为细长的针头形状,设置于挤出喷嘴内部放置,其直径远小于挤出喷嘴直径,且中轴线与挤出喷嘴中轴线重合。
37.可选的,所述超声头为超声高效传输介质。
38.可选的,所述超声头采用金属制备;
39.可选的,所述食品微波超声3d打印设备处于所述微波超声协同模式时,所述超声头采用非吸波材质制备,包括四氟乙烯和peek。
40.可选的,所述食品微波超声3d打印设备处于所述微波超声协同模式时,所述超声头采用石墨烯制备以产生过热或非热效应。
41.可选的,防振装置为超声弱传播介质或者弱传播结构;
42.可选的,防振装置采用蓬松絮状结构或者真空结构;在协同作用时,防振结构还具有一定的微波屏蔽性,防止微波泄露出加热腔。
43.可选的,所述控制系统用于控制微波源输出强度、超声发生器的输出频率及强度以及3d打印过程。
44.本技术还提供一种食品微波超声3d打印方法,所述方法应用于上述食品微波超声3d打印设备中,所述方法包括:
45.根据打印需求选择不同的集成料筒,不同的集成料筒中,所述超声头的设置位置不同;所述不同的集成料筒分别使得微波超声3d打印设备工作于超声前端模式、超声后端模式以及微波超声协同模式下;
46.将打印信息导入控制模块,并设置微波和超声的输出参数;
47.打印过程中,控制模块根据打印信息以及微波和超声的输出参数控制微波和/或微波输出实现3d打印。
48.可选的,当待打印的物料为大颗粒及粗纤维浆料时,选择相应的集成料筒使得所述食品微波超声3d打印设备工作于超声前端模式下;当需要弱化打印成品的凝胶强度时,选择相应的集成料筒使得所述食品微波超声3d打印设备工作于超声后端模式下;当需要提升打印成品的凝胶强度时,选择相应的集成料筒使得所述食品微波超声3d打印设备工作于微波超声协同模式下。
49.本发明有益效果是:
50.通过在微波3d打印设备的基础上设置超声辅助系统,实现了对挤出物料的微波超声双物理场耦合作用;通过防振装置的设置,能够有效避免超声对设备和打印精度的影响;通过挤出指令控制微波和超声开关的方法,实现了物理场作用与挤出过程的同步进行,确保了作用的均一性;多种超声与微波的作用模式,能够实现打印产品的离散化凝胶、软化凝胶以及强化凝胶过程;本发明提供的食品微波超声3d打印设备及方法在打印浆料挤出即时凝胶化并确保产品成型质量的基础上,可进一步实现大颗粒浆料的直接打印及打印产品的凝胶强化,并可以提高打印产品的易吞咽性、营养特性和感官特性。
附图说明
51.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
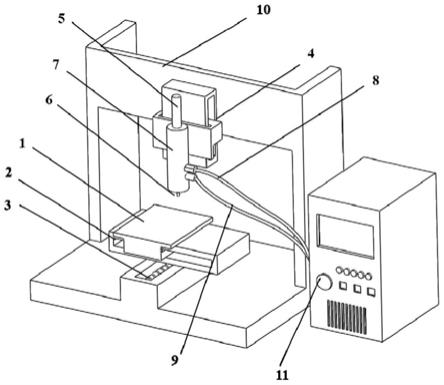
52.图1是本发明3d打印设备立体视图;
53.图2是本发明微波超声前端作用耦合装置透视图;
54.图3是本发明微波超声后端作用耦合装置透视图;
55.图4是本发明微波超声协同作用耦合装置透视图;
56.其中,1-打印平台、2-x轴导轨、3-y轴导轨、4-z轴导轨、5-挤出压力供给装置、6-挤出喷嘴、7-集成料筒、8-超声传输线、9-微波传输线、10-支架、11-控制机箱、12-金属外壁、13-载料筒、14-微波加热腔体、15-微波转接器、16-阳极天线、17-阴极天线、18-超声产生器、19-超声传输杆、20-超声头、21-防振装置。
具体实施方式
57.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
58.本技术提供的食品微波超声3d打印设备基于cn 109820224 a公开的技术方案以及cn111248474a公开的技术方案进行改进开发。
59.考虑实际生产过程中遇到的含大颗粒及粗纤维的浆料在打印过程中挤出困难且打印凝胶化程度较低,而机械强度过高的打印成品则存在难以咀嚼吞咽,不易消化吸收等问题,本技术采用超声和微波耦合的方式,超声波作为一种基于极短波长的物理场加工技术,应用于本技术中可使食品浆料发生振动产生细小气泡,随着气泡的破裂而发生空化效应、热效应、机械效应和化学效应,食品内部粒子细化并发生更强的交互反应,进而实现凝胶强化。
60.以鱼糜为例,采用超声波处理以促进肌肉纤维中起主要凝胶作用的肌原纤维蛋白溶出,加速蛋白之间的碰撞,提高凝胶基团之间的接触程度,强化凝胶固化反应。并且肌原纤维蛋白溶出后,鱼糜内粒子尺寸下降,流动性增强,降低3d打印挤出阻力。同时,本技术还利用超声波提升酶活力,促进鱼糜中谷氨酰胺转氨酶的促凝胶作用,进一步提高的即时凝胶固化效果。此外,本技术采用超声波还使得食品内的营养及风味物质充分释放,产品的感官及营养质量得到提升。
61.本技术考虑实际生产过程中的需求,通过不同的设备结构,分别实现超声前端模式、超声后端模式以及微波超声协同模式。
62.实施例一:
63.本实施例提供一种食品微波超声3d打印设备,所述食品微波超声3d打印设备包括:3d打印模块、控制模块和微波超声耦合模块;
64.所述微波超声耦合模块包括微波加热装置和超声辅助强化装置;所述微波加热装置对挤出的物料进行高效的微波加热;超声辅助强化装置设置在微波加热装置的前端、后端,或者两者耦合放置。
65.如图1所示,所述3d打印模块包括承载产品的打印平台1,控制打印平台1运动的x轴导轨2、y轴导轨3以及z轴导轨4,挤出压力供给装置5、挤出喷嘴6、集成料筒7、超声传输线8、微波传输线9、支架10。
66.所述挤出压力供给装置5可以为活塞挤出、螺杆挤出及气压挤出等任一方式。出压力供给装置5可采用气压泵产生气压造成的挤压,步进电机传动活塞产生的挤压,以及电机带动螺旋产生的挤压。
67.所述集成料筒7包括金属外壁12和载料筒13;所述载料筒13设置于金属外壁12内部,且位于微波加热腔体14的上部;
68.挤出喷嘴6连接于载料筒的下方,并贯穿所述微波加热腔体14;
69.所述挤出压力供给装置连接于载料筒13的上方,用于提供挤出压力以使得载料筒13内部的物料从挤出喷嘴6中挤出达到打印平台1。
70.所述控制打印平台1运动的x轴导轨2、y轴导轨3以及z轴导轨4负责三维运动,进行逐层定制、层层叠加;挤出压力供给装置5、挤出喷嘴6、集成料筒7负责将待打印浆料定量输出,与3d打印平台及x轴导轨2、y轴导轨3以及z轴导轨4协作完成产品的成型制造。
71.实际应用中,3d打印平台可以与三维运动中的一个方向相耦合,在打印过程中提供一个维度的运动;或者打印平台固定,仅有x、y、z运动导轨负责三维运动。
72.控制模块设置于控制机箱11内。
73.所述微波加热装置包括:用于微波聚焦式加热的微波加热腔体14、微波转接器15、阳极天线16、阴极天线17;所述超声辅助强化装置包括:用于超声辅助强化的超声产生器18、超声传输杆19、超声头20、防振装置21。所述微波加热腔体处于所述集成料筒的内部,所述阳极天线和阴极天线处于微波加热腔体内部且设置于挤出喷嘴的两侧。
74.所述微波加热腔体14是一个由微波屏蔽材料制成的空腔,微波在腔体内能够有效传输。
75.所述微波转接器15由同轴线构成,固定于微波加热腔体14的壁上,一端探入微波加热腔体14内部,一端与微波传输线9连接,将控制机箱11内微波源产生的微波传输至微波加热腔体。
76.所述阳极天线16和阴极天线17分别与微波转接器15的内外导体连接,并且沿挤出喷嘴6的中心线对称放置。用于有效的将微波控制在两天线之间,对挤出喷嘴内的浆料进行高效的微波加热,达到浆料挤出即时固化的效果。
77.所述超声产生器18一端与超声传输线8连接,以接收控制机箱11内的超声控制器产生的交变电流以产生不同频率和强度的超声波;超声产生器18另一端与超声传输杆19连接,将产生的超声波进行延长传输。
78.所述超声传输杆19为超声传输过程的中间过渡装置,其由超声高效传输介质制成,超声传输过程中不发生或仅仅发生极小的损耗;其一端连接超声产生器18,一端连接超声头20,穿过金属外壁12或微波加热腔体14的外壁。
79.所述超声头20一端接收超声传输杆19中的超声,一端与挤出喷嘴20连接。
80.所述防振装置位于超声传输杆19与金属外壁12或微波加热腔体14的外壁之间,为超声屏蔽材料制成,有效削弱超声传输杆19中的超声向3d打印设备的传输,起到保护设备、确保打印稳定性的作用。
81.所述超声辅助强化装置与微波加热装置的相对位置根据3d打印过程中实际需求进行调整,可分为超声前端模式、协同模式和超声后端模式。
82.如图2所示,所述超声辅助强化装置与微波加热装置呈超声前端模式分布;此种模式下,超声辅助强化装置位于接近载料筒13的位置,微波加热装置位于远离载料筒13的位置。
83.具体的,所述超声头20置于微波加热腔体14外,并与挤出喷嘴6的物料入口端相匹配,对未进行微波加热的物料进行预处理。超声头可设置为环状,挤出喷嘴的物料入口端置于环中。
84.超声前端模式下,超声辅助强化装置与微波加热装置分离工作。微波加热腔体14内仅有微波转接器15、阳极天线16、阴极天线17以及贯穿其中的挤出喷嘴6;超声产生器18、超声传输杆19、超声头20组成的超声波传递路线不与微波加热腔体14接触;所述超声前端模式不仅限于图2中所展示出的形式;所述微波加热腔体14、阳极天线16和阴极天线17的结构特征,超声头20的作用形式都根据浆料性质及能量输出需求设置。
85.如图3所示,所述超声辅助强化装置与微波加热装置呈超声后端模式分布;此种模式下,超声辅助强化装置位于远离载料筒13的位置,微波加热装置位于接近载料筒13的位置。具体的,超声头20置于微波加热腔体14外,并与挤出喷嘴6物料出口端相匹配,对已完成微波加热的物料进行加热处理。超声头设置为环状,挤出喷嘴的物料出口端置于环中。
86.超声后端模式下,超声辅助强化装置与微波加热装置分离工作。微波加热腔体14内仅有微波转接器15、阳极天线16、阴极天线17以及贯穿其中的挤出喷嘴6;超声产生器18、超声传输杆19、超声头20组成的超声波传递路线不与微波加热腔体14接触;所述超声前端模式不仅限于图4中所展示出的形式;所述微波加热腔体14、阳极天线16和阴极天线17的结构特征,超声头20的作用形式都根据浆料性质及能量输出需求设置。
87.如图4所示,所示超声辅助强化装置与微波加热装置呈超声协同模式分布;此种模式下,超声头20置于微波加热腔体14内部,与挤出喷嘴6的被加热段相匹配,超声辅助强化装置与微波加热装置在结构上相耦合。超声头20设置为环状或针状;若设置为环状超声头,则将挤出喷嘴的加热段置于其中,对挤出喷嘴进行环绕式的超声作用;若设置为针状超声头,则具体为细长的针头形状,设置于挤出喷嘴内部放置,其直径远小于挤出喷嘴直径,且中轴线与挤出喷嘴中轴线重合。
88.协同模式下,超声强化辅助装置与微波加热装置联合工作。微波加热腔体14内存在微波转接器15、阳极天线16、阴极天线17以及贯穿其中的挤出喷嘴6,并且超声产生器18、超声传输杆19、超声头20组成的超声波传递路线穿过微波加热腔体14的外壁,进入微波加热腔体14内;所述超声前端模式不仅限于图3中所展示出的形式;所述微波加热腔体14、阳极天线16和阴极天线17的结构特征,超声头20的作用形式都根据浆料性质及能量输出需求设置。将超声波传输至挤出喷嘴20内的浆料,引发浆料内粒子振动,从而产生空化效应、热效应、机械效应和化学效应。
89.需要进行说明的是,三种模式下,超声头与挤出喷嘴的匹配方式可分为接触和非接触两种形式:
90.接触放置时,超声头与挤出喷嘴紧密连接,超声作用效率较高;非接触放置时,超声头与挤出喷嘴之间有一定的缝隙,此模式下超声作用效率较低,主要作用于超声敏感型
物料;而缝隙大小的设定可根据超声敏感型物料对于超声波的敏感度由响应的技术人员设定。
91.实际应用中,集成料筒可设置为可拆卸装置;根据所需工作模式选择更换不同的集成料筒。或者生产3d打印设备的过程中直接生产可分别工作于三种模式的设备,客户根据实际需求选择不同的打印设备。
92.所述控制机箱11内设置有微波源、超声源及控制系统;所述微波源产生微波通过微波传输线9将微波传输到到微波加热腔体14;所述超声源通过超声传输线8将交变电流传输到超声产生器18以产生超声波;所述控制系统接收切片信息的挤出信号g1 x(挤出x mm)时输出电信号控制微波源和超声源输出,无挤出信号时中止微波源和超声源输出;所述控制系统可以接收预设指令控制微波和超声的输出功率,以及超声的输出频率。
93.实施例二:
94.本实施例提供一种食品微波超声3d打印方法,应用于上述实施例一种的食品微波超声3d打印设备。所述方法包括:
95.打开控制机箱11,并将打印信息导入。同时,输入微波和超声的输出参数。
96.在载料筒13中注入适量待打印浆料,并置入集成料筒7中。调整好打印平台1、x轴导轨2、y轴导轨3、z轴导轨4的相对位置,开始打印。
97.开始打印后,载料筒13中的浆料在挤出压力供给装置5产生的压力下逐渐被挤出,并沉积载打印平台1上。x轴导轨2及y轴导轨3在打印信息的指示下完成二维运动,使挤出丝形成目标的二维图形。待一层打印完成后,z轴导轨4带动集成料筒7提升一定高度,重复上述运动步骤,完成下一层打印。
98.打印过程中,控制机箱11内的微波源根据打印信息提供的挤出指令控制微波输出。当读取挤出命令时,微波源根据设定值输出微波。当挤出命令消失时,微波源停止输出。
99.微波输出时,微波经微波传输线9到达微波超声耦合模块,通过微波转接器15到达微波加热腔体14内,在阳极天线15和阴极天线16的作用下对挤出喷嘴6中的浆料进行聚焦式加热。
100.打印过程中,控制机箱11内的超声源根据打印信息提供的挤出指令控制超声输出。当读取挤出命令时,超声源根据设定值输出超声。当挤出命令消失时,超声源停止输出。
101.超声输出时,超声源产生的电信号经过超声传输线8到达超声产生器18,进而产生超声波。超声波经过超声传输杆19到达超声头20,对挤出喷嘴6中的浆料进行超声处理。
102.打印过程中,微波和超声的作用形式包括:超声前端模式、超声后端模式以及协同模式。打印前,根据打印过程中材料的性质以及打印需求选择相应的模式。
103.超声前端模式适用于大颗粒及粗纤维浆料,用于破碎组织。可以降低浆料粘度,利于挤出。且大颗粒的破坏有助于颗粒之间充分接触,提高微波加热过程中的凝胶效率。此外,超声前端模式还有助于芳香物质及营养物质的释放,提高打印产品的感官及营养特性。
104.超声后端模式适用于产品凝胶强度的弱化,可以开发易吞咽的老年及婴幼儿食品。在微波加热后,浆料形成具有一定强度和硬度的凝胶,不易于咀嚼和吞咽。超声可以利用高强度的振动,在凝胶形成后进行一定的软化处理,降低凝胶化强度。形成处于弱凝胶状态的产品,既能有足够的强度保持形状,又能形成易食用的软糯状态。
105.协同模式适用于常规颗粒大小浆料的打印。此种浆料具有适宜的粘度及凝胶化能
力,在单独食品微波3d打印模式下也可以形成良好的凝胶产品。而超声的加入可以促进微波加热过程中凝胶物质的溶出并提高凝胶酶的活性,进一步提升产品的凝胶性能。此外,微波超声协同模式也可以用于打印过程中某些物质的即时消解及合成过程。
106.三种模式除单独使用外,也可按照实际情况进行组合搭配。
107.本技术通过在微波3d打印设备的基础上设置超声辅助系统,实现了对挤出物料的微波超声双物理场耦合作用;通过防振装置的设置,能够有效避免超声对设备和打印精度的影响;通过挤出指令控制微波和超声开关的方法,实现了物理场作用与挤出过程的同步进行,确保了作用的均一性;多种超声与微波的作用模式,能够实现打印产品的离散化凝胶、软化凝胶以及强化凝胶过程;本发明提供的食品微波超声3d打印设备及方法在打印浆料挤出即时凝胶化并确保产品成型质量的基础上,可进一步实现大颗粒浆料的直接打印及打印产品的凝胶强化,并可以提高打印产品的易吞咽性、营养特性和感官特性。
108.本发明实施例中的部分步骤,可以利用软件实现,相应的软件程序可以存储在可读取的存储介质中,如光盘或硬盘等。
109.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。