1.本发明是关于一种形成面条的模具,尤其是形成一种面体剖面为特殊形状的模具。
背景技术:
2.关于中式面条,目前制面业于制作多构型面条面临诸多技术瓶颈。有别于义大利面条通过挤压制程是以螺轴旋转推送面团通过模具,挤出成型为多构型面条,中式面条则采用压延式制程,利用转动滚轮借着逐次缩短间距,将面团压延成面带,再经切面刀滚切成面条。此主要是因为义式面条与中式面条的原料成分和特性(如筋性)不同所造成的限制。已知的中式面条构型上的变化,即取决于滚刀单元的剪切边线设计,然而,滚刀单元的设计存在一些技术缺失。举例而言,滚刀的间距规格受到机构的限制,意即通常将间距做窄,增加宽度则有限制。因此,中式面条厚度大多较薄,为调整其厚度,于业内通常藉减少压延减薄程度,制得厚面带,再执行滚切。然而,在滚刀间距扩宽程度有限的情形下,将厚面带滚入较窄间距滚刀中,厚面带易往外侧推挤,产生不完整切条的情形,降低面条平整良品率,面体构型的维持性可控程度较低。
3.此外,面体剖面具有圆弧边缘或构型为圆形的面条,通常以圆弧剪切边缘的滚刀单元制备。两滚轮间,滚刀圆弧剪切边缘的连接有限制(存在大小不一的间隙),滚切制得面体的圆弧曲度、连接性等构型维持性可控程度较低,限制了具圆弧边缘构型面条的设计多样性。
4.承上述两点的技术限制,利用滚刀创造表面具沟槽的面体,其凹槽开凿程度或凹槽边缘设计受到限制。再者,滚面刀的运作是由两对边摆置且平行的滚轮去滚动面刀单元,进而裁切面带,以生成上下、左右对称(如方形)或上下左右均对称(如长形)的面体构型。然而,受到所述已知刀具的限制的缘故,某些特殊形状的面条难以被制造。
5.又传统面条多为剖面圆形的圆柱状面体或剖面长方形的长立方状面体,就这类的面体本身比较不容易提供入口时的咬感。除了面体本身的原料选择有关之外,这种面体结构较为单薄,使面体本身容易吸水而变得软烂,无法在口中给予满足的咬感。
6.因此,有必要发展一种能够制造特殊形状面条的模具,尤其可制作出具有提升咬感的面条,为中式面条增加附加价值。
技术实现要素:
7.本发明的目的在于提供一种模具,用于形成面条。该模具包含挤出盘,该挤出盘具有外侧、内侧及延伸于该外侧和该内侧之间的至少一个模孔。该至少一个模孔于该外侧具有开口。该开口的形状是由至少两个向外凸起及该等向外凸起之间的多个曲线所定义。
8.在一具体实施例中,该开口的形状由三个向外凸起及相邻向外凸起之间的曲线所定义,其中所述曲线的顶点相对靠近该开口形状的中心。所述向外凸起的曲率大于所述曲线的曲率。该开口具有宽度,该宽度为通过相邻的向外凸起的两条平行切线之间的距离。该
开口的宽度为5.3mm。该模孔具有靠近该内侧的渐缩段及靠近该外侧的非渐缩段,其中该渐缩段是由入口直径、斜面深度及出口直径所定义。该入口直径可由一个或多个洗孔形成。该入口直径为8.0mm,该斜面深度为2.5mm,该出口直径为5.3mm。该挤出盘具有多个模孔,分别自挤出盘内至盘外沿着内圈路径、第一外圈路径及第二外圈路径依序以十个、十个及十个排列。
9.在一具体实施例中,该开口的形状由第一向外凸起、两个第二向外凸起、该第一向外凸起和各第二向外凸起之间的第一曲线及该等第二向外凸起之间的第二曲线定义,其中该第一曲线的顶点相对远离该开口形状的中心,该第二曲线的顶点相对靠近该开口形状的中心。该第一曲线的曲率小于该第二曲率。该开口具有宽度,该宽度为通过该等第二向外凸起的平行切线之间的距离。该宽度为3.0mm。该开口还具有另一宽度,该另一宽度是该第二曲线的顶点至该第一向外凸起之间的距离,且该另一宽度与前述宽度垂直。该另一宽度为2.0mm。该模孔具有靠近该内侧的渐缩段及靠近该外侧的非渐缩段,其中该渐缩段是由入口直径、斜面深度及出口直径所定义。该入口直径为6.5mm,该斜面深度为2.5mm,该出口直径为3.0mm。该挤出盘具有多个模孔,分别自挤出盘内至盘外沿着内圈路径、第一外圈路径及第二外圈路径依序以十二个、十二个及十二个排列。
10.在一具体实施例中,该开口的形状由第一向外凸起、两个第二向外凸起、该第一向外凸起和各第二向外凸起之间的第一曲线及该等第二向外凸起之间的第二曲线定义,其中该第一曲线由多个曲率组成,该第二曲线由单个曲率组成。该第一曲线自该第一向外凸起至该第二向外凸起依序为第一曲率、第二曲率及第三曲率,其中该第二曲率大于该第一曲率,该第一曲率又大于该第三曲率。该开口自该第一向外凸起至该等第二向外凸起具有第一宽度、第二宽度及第三宽度,其中该第一宽度大于该第二宽度但小于该第三宽度。该开口还具有第四宽度,该第四宽度为第一向外凸起至第二曲线的顶点之间的距离。该第一宽度为3.2mm,该第二宽度为2.8mm,该第三宽度为4.5mm,该第四宽度为2.65mm。该模孔具有靠近该内侧的渐缩段及靠近该外侧的非渐缩段,其中该渐缩段是由入口直径、斜面深度及出口直径所定义。该入口直径可由一个或多个洗孔形成。该入口直径为4.3mm,该斜面深度为3.0mm,该出口直径为4.5mm。该挤出盘具有多个模孔,分别自挤出盘内至盘外沿着内圈路径、第一外圈路径及第二外圈路径依序以十个、十个及四个排列。
11.在一具体实施例中,该开口的形状由两个向外凸起及该等向外凸起之间的两条曲线所定义,其中所述曲线由第一曲率和第二曲率所组成,且所述两条曲线互为横向加上垂直镜射的关系。该第一曲率由半径为2.5mm的圆形定义,该第二曲率由半径为0.5mm的圆形定义。所述曲线的第一曲率和第二曲率之间具有转折点,各向外凸起具有宽度,该宽度为所述向外凸起和曲线接点之间的距离,该等向外凸起的最遥远点之间还有长度。该等曲线的转折点之间距离为2.0mm,各向外凸起的宽度为2.0mm,该长度为6.5mm。该模孔具有靠近该内侧的渐缩段及靠近该外侧的非渐缩段,其中该渐缩段是由入口直径、斜面深度及出口直径所定义。该入口直径为7.0mm,该斜面深度为2.8mm,该出口直径为6.5mm。该挤出盘具有多个模孔,分别自挤出盘内至盘外沿着内圈路径、第一外圈路径及第二外圈路径依序以十二个、八个及六个排列。
12.本发明另一目的还要再提出一种模具,用于形成面条,该模具包含挤出盘,该挤出盘具有外侧、内侧及延伸于该外侧和该内侧之间的至少一个模孔,该至少一个模孔于该外
侧具有开口。该开口的形状是由上半部形状和下半部形状定义,该上半部形状至少由具有第一曲率的第一曲线、具有第二曲率的第二曲线和具有第三曲率的第三曲线依序围绕而成,其中该第二曲率》该第三曲率》该第一曲率,该下半部形状为该上半部形状的旋转对称。
13.在一具体实施例中,该开口的形状具有最大长度,其为5.7mm。
14.在一具体实施例中,该模孔具有靠近该内侧的渐缩段及靠近该外侧的非渐缩段,其中该渐缩段是由入口直径、斜面深度及出口直径所定义。
15.在一具体实施例中,该渐缩段为单圆洗孔而成,且该入口直径为6.5mm,该斜面深度为5.08mm,该出口直径为5.7mm。
16.在一具体实施例中,该渐缩段为两个圆洗孔而成,且该入口直径为6.5mm,该斜面深度为4.88mm,该出口直径为5.7mm,其中所述两个圆洗孔的各圆直径为4.0mm。
17.在以下本发明的说明书以及通过本发明原理所例示的说明书附图当中,将更详细呈现本发明的这些与其他特色和优点。
附图说明
18.参照下列说明书附图与说明,可更进一步理解本发明。非限制性与非穷举性实例系参照下列说明书附图而描述。在说明书附图中的构件并非必须为实际尺寸;重点在于说明结构及原理。
19.图1显示本发明用于形成面条的模具的局部示意图。
20.图2显示本发明模孔开口形状的一实施例。
21.图3显示本发明模孔开口形状的另一实施例。
22.图4显示本发明模孔开口形状的又一实施例。
23.图5显示本发明模孔开口形状的再一实施例。
24.图6显示图5的开口形状的定义方式。
25.图7a至7d图显示本发明模孔排列的实施例。
26.图8显示本发明模孔的剖面示意图。
27.图9显示本发明模孔开口形状的其他实施例。
28.图10显示使用于图9模孔的两个圆洗孔设计。
29.图11显示使用于图2模孔的三圆形洗孔设计。
30.图12显示使用于图4模孔的三圆形洗孔设计。
31.其中,附图标记:
32.10挤出盘
33.11模座
34.20开口
35.21向外凸起
36.22曲线
37.23顶点
38.24圆形
39.30开口
40.31第一向外凸起
41.32第二向外凸起
42.33第一曲线
43.34第二曲线
44.35圆形
45.36圆形
46.40开口
47.41第一向外凸起
48.42第二向外凸起
49.43第一曲线
50.44第二曲线
51.45第一曲率
52.46第二曲率
53.47第三曲率
54.50开口
55.51两个向外凸起
56.52曲线
57.53第一曲率
58.54第二曲率
59.55转折点
60.56接点
61.57圆形
62.58圆形
63.70内圈路径
64.71第一外圈路径
65.72第二外圈路径
66.80渐缩段
67.81非渐缩段
68.82内侧
69.83外侧
70.84入口直径
71.85斜面深度
72.86出口直径
73.87斜面宽度
74.88夹角
75.91上半部形状
76.92下半部形状
77.93第一曲线
78.94第二曲线
79.95第三曲线
80.100洗孔
81.110洗孔
82.120洗孔
83.w、w1、w2、w3、w4宽度、第一宽度、第二宽度、第三宽度、第四宽度
84.d距离
85.l长度
具体实施方式
86.底下将参考说明书附图更完整说明本发明,并且通过例示显示特定范例具体实施例。不过,本主张主题可具体实施于许多不同形式,因此所涵盖或申请主张主题的建构并不受限于本说明书所揭示的任何范例具体实施例;范例具体实施例仅为例示。同样,本发明在于提供合理宽阔的范畴给所申请或涵盖的主张主题。
87.本说明书内使用的词汇“在一实施例”并不必要参照相同具体实施例,且本说明书内使用的“在其他(一些/某些)实施例”并不必要参照不同的具体实施例。其目的在于例如主张的主题包括全部或部分范例具体实施例的组合。
88.参阅图1,本发明提供一种用于形成面条的模具,尤其是形成面条剖面为特殊形状的模具。所述模具具有挤出盘(10),其以可拆卸的方式与已知的模座(11)连接。虽然未显示,本领域技术者应了解所述模具还配合压制机构,将模座(11)中的面团经由挤出盘(10)挤出。本发明主要为针对挤出盘(10)的改良,故本文描述是以所述挤出盘(10)的特征为主。
89.挤出盘(10)具有内侧及外侧,内侧为与模座(11)连接的一侧,外侧相对于内侧,外侧为成型面条前进的一侧。图8可更清楚了解挤出盘(10)内侧和外侧的关系。
90.图2显示本发明模孔开口(20)的一实施例,所述开口(20)可视于挤出盘(10)的外侧。应了解,显示的模孔比例仅为示意,非本发明模孔的唯一比例。开口(20)的形状由三个向外凸起(21)及相邻向外凸起(20)之间的曲线(22)所定义。曲线(22)的顶点(23)相对靠近开口(20)形状的中心,意即曲线(22)是向内弯曲的。这些向外凸起(21)具有相同的曲率,即由相同的圆形(24)定义前述曲率。曲线(22)的曲率则小于向外凸起(21)的曲率,意即定义曲线(22)曲率的圆形(未显示)相对较大。开口(20)具有宽度(w),其是由通过两个相邻向外凸起(21)的平行切线之间的距离,如图示。本文所述曲率为半径的倒数。
91.在一可行的实施例中,所述宽度(w)约为5.3mm。当曲线(22)的曲率更小,开口(20)视觉上类似于三角形。
92.图3显示本发明模孔开口(30)的一实施例,所述开口(30)可视于挤出盘(10)的外侧。应了解,显示的模孔比例仅为示意,非本发明模孔的唯一比例。开口(30)的形状由第一向外凸起(31)、两个第二向外凸起(32)、第一向外凸起(31)和各第二向外凸起(32)之间的第一曲线(33)及该等第二向外凸起(32)之间的第二曲线(34)定义。第一曲线(33)的顶点(未标示)是相对远离开口(30)的中心,意即第一曲线(33)是朝外膨胀的。第二曲线(33)的顶点(未标示)则是相对靠近开口(30)的中心,意即第二曲线(33)是向内弯曲的。
93.第一向外凸起(31)具有由圆形(35)定义的第一曲率,第二向外凸起(32)则具有由圆形(36)定义的第二曲率,且第一曲率大于第二曲率。第一曲线(33)也具有曲率且显著大于前述第一曲率和第二曲率。第二曲线(34)具有曲率,其小于第一曲线(33)的曲率。在某些
可行的实施例中,第二曲线(34)的曲率可增加或减小,其取决于两个第二向外凸起的(32)的靠近程度。
94.开口(30)的形状具有宽度(w1),其为第一向外凸起(31)至第二曲线(34)的顶点之间的距离,约为2.0mm。开口(30)的形状具有另一宽度(w2),其与宽度(w1)相垂直且为通过该等第二向外凸起(32)的平行切线之间的距离,约为3.0mm。据此,开口(30)视觉上类似心形。
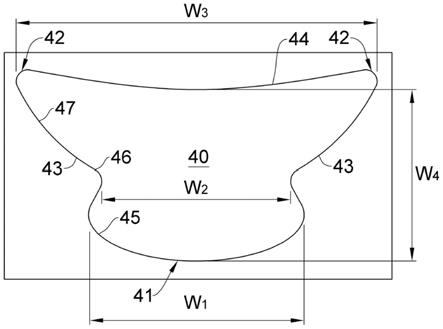
95.图4显示本发明模孔开口(40)的一实施例,所述开口(40)可视于挤出盘(10)的外侧。应了解,显示的模孔比例仅为示意,非本发明模孔的唯一比例。开口(40)的形状由第一向外凸起(41)、两个第二向外凸起(42)、第一向外凸起(41)和第二向外凸起(42)之间的第一曲线(43)及该等第二向外凸起(42)之间的第二曲线(44)定义。第一曲线(43)由多个曲率组成,第二曲线(44)由单个曲率组成。第二曲线(44)也是如同前述为向内弯曲的。
96.如图所示,第一曲线(43)自第一向外凸起(41)至第二向外凸起(42)依序为第一曲率(45)、第二曲率(46)及第三曲率(47),其中第二曲率(46)大于第一曲率(45),第一曲率(45)又大于第三曲率(47)。此处虽未显示,但应了解这些曲率是由不同的圆形定义。除了第二曲率(46)的部分是向内弯曲,第一曲率和第三曲率(45、47)为视觉上向外膨胀,使第一曲线(43)具有一个显著的内凹处。在一可行的实施例中,第二曲率(46)由直径为0.4mm的圆形定义,第三曲率(47)由半径为1.48mm的圆形定义。
97.开口(40)具有第一宽度(w1)、第二宽度(w2)、第三宽度(w3)及第四宽度(w4)。第一宽度(w1)是由两条第一曲线(43)对应第一曲率(45)的两个顶点之间的距离。第二宽度(w2)是由两条第一曲线(43)对应第二曲率(46)的两个顶点之间的距离。第三宽度(w3)是由两条通过两个第二向外凸出(42)的平行切线之间的距离,也是开口(40)的最大宽度。第四宽度(w4)垂直于前述宽度(w1、w2、w3),且是由第二曲线(44)的顶点至第一向外凸起(41)的顶点之间的距离。
98.在可行的实施例中,第一宽度(w1)约为3.2mm,第二宽度(w2)约为2.8mm,第三宽度(w3)约为4.5mm,第四宽度约为2.65mm。借此,开口(40)视觉上呈现宽(最大宽度)和窄(最小宽度)结合的构形。
99.图5显示本发明模孔开口(50)的一实施例,所述开口(50)可视于挤出盘(10)的外侧。应了解,显示的模孔比例仅为示意,非本发明模孔的唯一比例。开口(50)的形状由两个向外凸起(51)及该等向外凸起之间的两条曲线(52)所定义。所述曲线(52)由第一曲率(53)和第二曲率(54)所组成。所述两条曲线(52)互为横向加上垂直镜射的关系,意即将其中一条曲线(52)先以横向镜射后,再以纵向镜射则可与另一曲线(52)平行。
100.并参图6,其显示定义开口(50)的方式。第一曲率(53)和第二曲率(54)之间具有转折点(55)。第一曲率(53)和第二曲率(54)分别与向外凸起(51)之间具有接点(56)。两个曲线(52)的转折点(55)之间还具有距离(d)。如图所示,第一曲率(53)是由圆形(57)所定义。第二曲率(54)是由相对较小的圆形(58)定义,圆形(57)和圆形(58)为同心。如图所示,圆形(57)具有两个相互垂直的直径,其中纵向直径通过前述转折点(55),而横向直径通过其中对接点(56)借此定义出开口(50)的半部。至于另一半部可由已知的半部经过横向和纵向镜射而得到。开口(50)还具有长度(l),其是由通过两个向外凸起(51)的平行切线之间的距离,且前述长度(l)为最大长度。
101.在可行的实施例中,宽度(w)为2.0mm,圆形(58)的半径为0.5mm,距离(d)为2.0mm,长度(l)为6.5mm。向外凸起(51)的曲率是由直径为2.0mm的直径所定义。借此,开口(50)视觉上类似s形。
102.图7a图至图7d图为本发明模孔排列的各实施例,其分别显示前述特殊形状的多个模孔在挤出盘上的排列。
103.图7a图是根据图2模孔(如三角形模孔)的排列,这些模孔沿着内圈路径(70)、第一外圈路径(71)及第二外圈路径(72)排列,其中内圈路径(70)相对最靠近挤出盘的中心,第二外圈路径(72)相对最远离挤出盘的中心。如图所示,内圈路径(70)排列有十个模孔,第一外圈路径(71)排列有十个模孔,第二外圈路径(72)排列有十个模孔。且,各模孔的方向性随径向改变。
104.图7b图是根据图3模孔(如心形模孔)的排列。如图所示,内圈路径(70)排列有十二个模孔,第一外圈路径(71)排列有十二个模孔,第二外圈路径(72)排列有十二个模孔。且,所有的模孔方向性一致。
105.图7c图是根据图4模孔(如有最大宽度和最小宽度的模孔)的排列。如图所示,内圈路径(70)排列有十个模孔,第一外圈路径(71)排列有十个模孔,第二外圈路径(72)排列有四个模孔。且,各模孔的方向性随径向改变。
106.图7d图是根据图5模孔(如s形模孔)的排列。如图所示,内圈路径(70)排列有十二个模孔,第一外圈路径(71)排列有八个模孔,第二外圈路径(72)排列有六个模孔。且,所有的模孔方向性一致。
107.应了解上述说明仅为举例,本领域技术者可依需修加以修饰,如改变数量、开口形状和方向、路径数量、路径方向和形状、模孔排列密度等。
108.图8示意本发明模孔的剖面图。模孔分为渐缩段(80)及非渐缩段(81),渐缩段(80)靠近挤出盘的内侧(82),非渐缩段(81)靠近挤出盘的外侧(83)。渐缩段(80)是至少由入口直径(84)、斜面深度(85)及出口直径(86)所定义。渐缩段(80)还具有斜面宽度(87)和夹角(88)。渐缩段(80)的出口直径(86)是位于斜面的最低点,且与非渐缩段(81)的口径一致。通过选择尺寸以定义模孔的形状及其塑形路径,举例如下。在某些实施例中,渐缩段(80)可被替换为另一非渐缩段,且所述另一非渐缩段与所述非渐缩段(81)的直径不同。
109.《第一例》
110.以图2的模孔宽度(w)为5.3mm而言,入口直径(84)为8.0mm,出口直径(86)为5.3mm,夹角(88)为28.37度,总深度(渐缩段加非渐缩段)为9.5mm。在一例子中,所述渐缩段可由三圆洗孔而成。如图11所示,由挤出盘的内侧观之,图2的模孔的渐缩段(80)是由三个圆形洗孔(110)相互重迭所形成。
111.《第二例》
112.以图3的模孔宽度(w1)为2.0mm且宽度(w2)为3.0mm而言,入口直径(84)为6.5mm,出口直径(86)为3.0mm,夹角(88)为34.99度,总深度(渐缩段加非渐缩段)为9.0mm。
113.《第三例》
114.以图4的模孔宽度(w3)为4.5mm且宽度(w2)为2.8mm而言,入口直径(84)为6.54mm(最宽处),出口直径(86)为4.5mm(最宽处),夹角(88)为8.69度,总深度(渐缩段加非渐缩段)为9.0mm。在一例子中,所述渐缩段也可由三圆洗孔而成。在一例子中,所述渐缩段可由
三圆洗孔而成。如图12所示,由挤出盘的内侧观之,图4的模孔的渐缩段(80)是由三个圆形洗孔(120)相互重迭所形成。
115.《第四例》
116.以图6的模孔长度(l)为6.5mm而言,入口直径(84)为7.0mm,出口直径(86)为6.5mm(最宽处),夹角(88)为32.4度,总深度(渐缩段加非渐缩段)为9.0mm。
117.图9显示本发明模具的其他实施例,其模孔的开口形状主要是由旋转对称的上半部形状(91)和下半部形状(92)所定义。上半部形状(91)和下半部形状(92)是根据中线(图示虚线)所划分。上半部形状(91)主要由具有第一曲率的第一曲线(93)、具有第二曲率的第二曲线(94)和具有第三曲率的第三曲线(95)依序围绕而成。如图所示,基本上第二曲率最大,而第一曲率最小。在一例子中,第三曲率约相当于半径为0.65mm的圆形。下半部形状(92)为上半部形状(91)的旋转对称,故不重复赘述。据此,该开口形状呈现为s形。此开口的形状具有长度(l)和宽度(w),其在一例子中分别为5.7mm和3.15mm。
118.同样地,以图8的模孔分配而言及图9的模孔长度(l)为5.7mm而言,入口直径(84)为6.5mm,出口直径(86)为5.7mm,夹角(88)为28.87度,总深度(渐缩段加非渐缩段)为9.0mm。
119.此外,针对图9的特殊模孔开口形状,图10显示这种模孔在其内侧的洗孔分布。不同于前述图8的情况是针对单圆洗孔,图10例示这种s形模孔的内侧。在挤出盘内侧具有两个圆洗孔(100)而形成的渐缩段。在一例子中,所述两个圆洗孔的各孔直径为4.0mm,且该渐缩段该入口直径为6.5mm,该斜面深度为4.88mm,该出口直径为5.7mm,夹角(88)为16.81度。应了解,洗孔的数量和安排会影响入料时各入料点背压的平衡,进而可改善面体的质地。在以所述s形的单圆和两个圆洗孔的比较实验中,单圆洗孔模具获得的面体的良品率(良品率=表面平滑的挤出面条数
÷
总挤出模孔数)为38至65%,两个圆洗孔模具可达62至100%,意即可获得平滑面体的比例较高。
120.根据上述本发明提供的模具,可形成出具有特殊形状的面条,具体可为三角形、心形、具最大和最小宽度的形状或s形。根据本发明模具所形成的面条相较已知面条可具备其他功能,以下经由实验例说明。
121.以图2类似三角形的面体举例而言,无论是在水煮品质、质地特性和质地动态量测等实验例中,均与一般同等级的圆形面体有显著差异。在一实验例中,烹调损失可做为面条品质的关键指标,评估面体在加热过程中解离的程度,较低的烹调损失代表较佳的面条品质。一般来说,烹调损失在7.0至8.0%属于可接受范围。实验结果显示,巿售面条烹调损失为7.83
±
0.35,符合文献所述数值,而在挤出式面条中以本发明的三角形面体(如具有最大宽度为5.3mm)的烹调损失最低,为3.38
±
0.20g/100g,其次为5mm圆形面体达3.62
±
0.19,3mm圆形面体的烹调损失最高,达4.04
±
0.10g/100g,且与本发明三角形面体及3mm圆形面体达显著性差异。本发明所制成的三角形面体烹调损失约为3.38至4.04%,明显低于可接受范围,表示面条水煮品质良好。本发明其他构形与一般圆形面体的比较实验例不在此逐一赘述,前述实验例仅为简单说例示,非用于限制本发明。
122.简单总结前述各实施例的特点:根据图2模孔形成的三角构形于摄食进入口腔后,定有单边可置于臼齿区进行咀嚼细碎,其每次咀嚼咬合过程即可经由底边产生质地硬度应力感知,形成具咬感特性,且三角构形由于与面体中心直径减小,有助于缩短面体加热熟化
的时间;根据图4模孔形成的构形以三角形底边与两斜边构型予以变化,形成底边宽向上聚缩结构,以达成咀嚼过程齿区咬合面体形变,其底边于齿区形成硬度应力感知,具有咬感的感官特征;根据图3模孔形成的心形运用圆弧凹槽(对应图3的第二曲线34)的构形缩短面条表面至中心热传距离,其沟槽可随直径进行不同比例调整内凹点至底部距离,使其沟槽具不同径高比,当直径大于4mm具备较高的咬劲;根据图5模孔形成的s形于口腔齿区咀嚼压缩时,弧形结构于应力形变时具缓冲特性,使其下压后回复应力显著,具显著弹性质地感知。
123.综上所述,本发明具有特定向外凸起和曲线组合的模孔及具有所述模孔的模具可形成特殊构形的面条,其所提供的咬感可不同于传统面条,从而体现面的附加价值。
124.虽然为了清楚了解已经用某些细节来描述前述本发明,吾人将了解在权利要求书内可实施特定变更与修改。因此,以上实施例仅用于说明,并不设限,并且本发明并不受限于此处说明的细节,但是可在附加的权利要求书的领域及等同者下进行修改。