一种油田伴生气混烃与lng联产液化系统及其工艺
技术领域
1.本发明涉及一种油田伴生气的混烃回收和天然气液化工艺,特别是涉及一种油田伴生气混烃与lng联产液化系统及其工艺。
背景技术:
2.油田伴生气是指在油田开采过程中出现的伴随石油液体出现的气体,其在采油过程中随同原油同时被开采出来,最终经油、气分离后所得。油田伴生气的主要成分是甲烷、乙烷等低分子烃,还含有相当数量的丙烷、丁烷。将伴生气中的重组分回收后获得混烃产品,不仅可以提升油田开发效益,而且也是提升油田安全生产、节能减排及保护自然环境的重要手段。
3.伴生气回收处理目的是生产液化气和稳定轻烃及干气,提高油气资源的综合利用效率,目前,油田伴生气主要采用冷凝法回收混烃,这种混烃方法会混烃的处理效果较差,剩余的天然气会被排放至外界,从而导致空气污染。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种油田伴生气混烃与lng联产液化系统及其工艺,将油田伴生气中丙烷、丁烷、戊烷等重组分分离出来,生产混烃产品,将剩余的甲烷、乙烷等轻组分液化成lng产品,提高油田伴生气的附加值。
5.为实现上述目的及其他相关目的,本发明提供一种油田伴生气混烃与lng联产液化工艺,所述油田伴生气混烃与lng联产液化工艺包括以下步骤:
6.s1:降温分离;油田伴生气先降温至
‑
60~
‑
80℃,对降温后的油田伴生气进行气液分离,得到一级混烃和一级混合气;
7.s2:一级再降温;一级混合气继续降温至
‑
160~
‑
170℃,然后节流降压至0.2~
‑
0.25mpa,得到lng成品;
8.s3:液体冷量回收;一级混烃复温至常温,得到气液混合物,然后对气液混合物进行气液分离处理,得到二级混烃和二级混合气;
9.s4:二级再降温;二级混合气继续降温至
‑
160~
‑
170℃,然后节流降压至0.2~0.25mpa,得到lng成品;
10.s5:混烃回收;对步骤s3中的二级混烃进行常温收集储存。
11.于本发明的一实施例中,步骤s1中油田伴生气降温之前需先进行干燥处理。
12.本发明同时还提供一种油田伴生气混烃与lng联产液化系统,包括进气端口,油田伴生气混烃与lng联产液化系统还包括换热器、低温混烃分离器、常温混烃分离器、lng低温储罐和常温储罐;所述换热器内设置有第一降温通道、第二降温通道、复温通道和第三降温通道;
13.所述第一降温通道一端连接进气端口,另一端连接所述低温混烃分离器,低温混烃分离器的气相出口端连接第二降温通道,低温混烃分离器的液相出口端连接复温通道,
所述第二降温通道的出口连接至所述lng低温储罐,所述复温通道的出口连接至所述常温混烃分离器,所述常温混烃分离器的气相出口端连接第三降温通道,常温混烃分离器的液相出口端连接常温储罐,所述第三降温通道连接lng低温储罐。
14.于本发明的一实施例中,所述油田伴生气混烃与lng联产液化系统还包括混合冷却装置,所述混合冷却装置包括压缩冷却组件、冷剂分离器、冷剂缓冲罐和节流阀;所述压缩冷却组件内放置混合冷却剂,所述压缩冷却组件与冷剂分离器连接,所述冷剂分离器连接至所述换热器,所述冷剂缓冲罐一端连接至所述换热器,;另一端连接压缩冷却组件。
15.于本发明的一实施例中,所述换热器内还设置有相互独立的第一冷剂降温通道、第二冷剂降温通道、第一冷剂复温通道和第二冷剂复温通道;所述第一冷剂降温通道一端连接冷剂分离器,另一端穿过节流阀连通至第二冷剂复温通道;所述第二冷剂复温通道出口连接冷剂缓冲罐;所述第二冷剂降温通道一端连接冷剂分离器,另一端穿过节流阀连通至第一冷剂复温通道;所述第一冷剂复温通道出口连接冷剂缓冲罐。
16.于本发明的一实施例中,所述压缩冷却组件包括压缩机和冷却器,所述压缩机的出口压力为2.0~2.5mpa,所述冷却器的冷却温度为40~50℃。
17.于本发明的一实施例中,所述第一冷剂降通道的降温温度为
‑
20~
‑
25℃;所述第二冷剂降温通道的降温温度为
‑
160~
‑
170℃;所述节流阀的降压压强为0.3mpa或0.35mpa。
18.于本发明的一实施例中,所述混合冷却剂包括氮气、甲烷、乙烯和异丁烷。
19.使用时,混合的冷剂经过压缩机压缩到2.0~2.5mpa、冷却器冷却后40~50℃后进入冷剂分离器,分离的液体进入第一冷剂降温通道冷却到
‑
20~
‑
25℃,在换热器中部引出经过节流阀降压到0.3mpa,然后进入第一冷剂复温通道,为油田伴生气预冷、冷剂预冷提供冷量,回收冷量后的低压冷剂进入冷剂缓冲罐;冷剂分离器分离的气体冷剂进入第二冷剂降温通道被冷却到
‑
160~180℃,在换热器底部引出经过节流阀降压到0.35mpa,第一冷剂复温通道为天然气液化提供冷量,复温后的低压冷剂进入冷剂缓冲罐。冷剂缓冲罐内的低压混烃冷剂重新进入压缩机,实现循环压缩、冷却、节流制冷。
20.于本发明的一实施例中,所述换热器为8股流的铝制板翅式换热器;所述冷却剂压缩机为螺杆式冷剂压缩机。
21.如上所述,本发明的油田伴生气混烃与lng联产液化系统及其工艺,具有以下有益效果:
22.1、本发明将油田伴生气中丙烷、丁烷、戊烷等重组分分离出来,生产混烃产品,将剩余的甲烷、乙烷等轻组分液化成lng产品,提高油田伴生气的附加值;制冷剂采用氮气、甲烷、乙烯、异丁烷四种组分,降低能耗,更加节能环保。
23.2、流程更加简化和紧凑,降低了处理成本,同时缩短了启动的时间,运行更加灵活。
24.3、适用性强,不受气源条件的限制,不仅能够生产稳定的常温混烃产品,而且能够生产低温lng产品。
附图说明
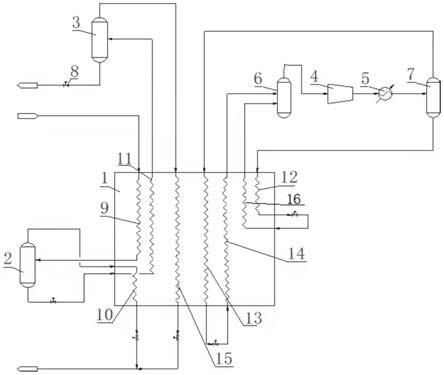
25.图1显示为本发明实施例中公开的油田伴生气混烃与lng联产液化系统的系统流程示意图。
26.元件标号说明
[0027]1‑
换热器;2
‑
低温混烃分离器;3
‑
常温混烃分离器;4
‑
压缩机;5
‑
冷却器;6
‑
冷剂缓冲罐;7
‑
冷剂分离器;8
‑
节流阀;9
‑
第一降温通道;10
‑
第二降温通道;11
‑
复温通道;12
‑
第一冷剂降温通道;13
‑
第二冷剂降温通道;14
‑
第一冷剂复温通道;15
‑
第三降温通道;16
‑
第二冷剂复温通道。
具体实施方式
[0028]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0029]
请参阅图1。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0030]
请参阅图1,本发明提供一种油田伴生气混烃与lng联产液化系统,包括进气端口,其特征在于,油田伴生气混烃与lng联产液化系统还包括换热器1、低温混烃分离器2、常温混烃分离器3、lng低温储罐和常温储罐;所述换热器1内设置有第一降温通道9、第二降温通道10、复温通道11和第三降温通道15;
[0031]
所述第一降温通道9一端连接进气端口,另一端连接所述低温混烃分离器2,低温混烃分离器2的气相出口端连接第二降温通道10,低温混烃分离器2的液相出口端连接复温通道11,所述第二降温通道10的出口连接至所述lng低温储罐,所述复温通道11的出口连接至所述常温混烃分离器3,所述常温混烃分离器3的气相出口端连接第三降温通道15,常温混烃分离器3的液相出口端连接常温储罐,所述第三降温通道连接lng低温储罐。
[0032]
进一步的,油田伴生气混烃与lng联产液化系统还包括混合冷却装置,混合冷却装置包括压缩冷却组件、冷剂分离器7、冷剂缓冲罐6和节流阀8;压缩冷却组件内放置混合冷却剂,压缩冷却组件与冷剂分离器7连接,冷剂分离器7连接至换热器1,冷剂缓冲罐6一端连接至换热器1,;另一端连接压缩冷却组件。
[0033]
进一步的,换热器1内还设置有相互独立的第一冷剂降温通道12、第二冷剂降温通道13、第一冷剂复温通道14和第二冷剂复温通道16;第一冷剂降温通道12一端连接冷剂分离器7,另一端穿过节流阀8连通至第二冷剂复温通道16;第二冷剂复温通道16出口连接冷剂缓冲罐6;第二冷剂降温通道13一端连接冷剂分离器7,另一端穿过节流阀8连通至第一冷剂复温通道14;第一冷剂复温通道14出口连接冷剂缓冲罐6。
[0034]
进一步的,压缩冷却组件包括压缩机4和冷却器5,压缩机4的出口压力为2.0~2.5mpa,所述冷却器5的冷却温度为40~50℃。
[0035]
进一步的,第一冷剂降温通道12的降温温度为
‑
20~
‑
25℃;所述第二冷剂降温通道13的降温温度为
‑
160~
‑
170℃;节流阀8的降压压强为0.3mpa或0.35mpa。
[0036]
进一步的,混合冷却剂包括氮气、甲烷、乙烯和异丁烷。
[0037]
使用时,混合的冷剂经过压缩机4压缩到2.0~2.5mpa、冷却器5冷却后40~50℃后进入冷剂分离器7,分离的液体进入第一冷剂降温通道12冷却到
‑
20~
‑
25℃,在换热器1中部引出经过节流阀8降压到0.3mpa,然后进入第一冷剂复温通道14,为油田伴生气预冷、冷剂预冷提供冷量,回收冷量后的低压冷剂进入冷剂缓冲罐6;冷剂分离器7分离的气体冷剂进入第二冷剂降温通道13被冷却到
‑
160~
‑
170℃,在换热器1底部引出经过节流阀8降压到0.35mpa,第一冷剂复温通道14为天然气液化提供冷量,复温后的低压冷剂进入冷剂缓冲罐6。冷剂缓冲罐6内的低压混烃冷剂重新进入压缩机4,实现循环压缩、冷却、节流制冷。
[0038]
进一步的,换热器1为8股流的铝制板翅式换热器1;冷却剂压缩机4为螺杆式冷剂压缩机4。
[0039]
同时,本发明还提供一种油田伴生气混烃与lng联产液化工艺,油田伴生气混烃与lng联产液化工艺包括以下步骤:
[0040]
s1:降温分离;油田伴生气先降温至
‑
60~
‑
80℃,对降温后的油田伴生气进行气液分离,得到一级混烃和一级混合气;
[0041]
s2:一级再降温;一级混合气继续降温至
‑
160~
‑
170℃,然后节流降压至0.2~
‑
0.25mpa,得到lng成品;
[0042]
s3:液体冷量回收;一级混烃复温至常温,得到气液混合物,然后对气液混合物进行气液分离处理,得到二级混烃和二级混合气;
[0043]
s4:二级再降温;二级混合气继续降温至
‑
160~
‑
170℃,然后节流降压至0.2~0.25mpa,得到lng成品;
[0044]
s5:混烃回收;对步骤s3中的二级混烃进行常温收集储存。
[0045]
进一步的,步骤s1中油田伴生气降温之前需先进行干燥处理。
[0046]
本发明中油田伴生气在换热器1中降温分离与天然气液化所需的冷量是由混合冷却装置提供。
[0047]
综上所述,本发明将油田伴生气中丙烷、丁烷、戊烷等重组分分离出来,生产混烃产品,将剩余的甲烷、乙烷等轻组分液化成lng产品,提高油田伴生气的附加值;制冷剂采用氮气、甲烷、乙烯、异丁烷四种组分,降低能耗,更加节能环保;流程更加简化和紧凑,降低了处理成本,同时缩短了启动的时间,运行更加灵活;适用性强,不受气源条件的限制,不仅能够生产稳定的常温混烃产品,而且能够生产低温lng产品。所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0048]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。