1.本发明涉及废气回收领域,具体地,涉及一种提浓轻重炼厂干气中碳二及以上组分的方法及其装置与应用。
背景技术:
2.对于大型炼油化工一体化装置,系统利用装置内的炼油及化工干气资源,回收其中的乙烯乙烷等高附加值组分,作为乙烯装置原料,有利于提高企业盈利能力、提高乙烯装置原料供应的多样性。以催化干气、焦化干气和psa解吸气等为代表的炼厂干气中,氢气、甲烷、氮气等轻组分含量较多,碳二含量在10-20%vol左右,以下统称为轻炼厂干气。以加裂干气、芳烃干气(包括px歧化燃料气、px异构化燃料气等)等为代表的炼厂干气中,具有较高的碳二及以上组分含量,如px歧化燃料气中乙烷摩尔含量较高时可达到25-70%vol,加氢裂化干气中碳二碳三组分含量之和可超过50%vol,以下统称为重炼厂干气。本发明主要针对同时回收轻炼厂干气和重炼厂干气的场合,对不同炼厂干气进行差异化处理,同时实现资源整合利用。
3.目前已实现工业化并适用于较大规模原料气处理量的从炼厂干气中回收碳二及更重组分的方法主要有深冷分离法、变压吸附法、浅冷油吸收法等,各种方法各具特点,分别适用于不同的场合和业主需求。深冷分离法工艺成熟,乙烯回收率高、纯度高,但需要丙烯制冷系统或乙烯丙烯二元复合制冷系统,并需要对原料气进行干燥脱水处理,装置投资大、能耗高;变压吸附法操作简单,能耗较低,但产品纯度低,乙烯回收率低,占地面积大。
4.浅冷油吸收法主要是利用吸收剂对气体中各组分的溶解度差异来分离提纯气体混合物,一般先利用吸收剂在高压低温(浅冷温度,5-20℃)下吸收干气中的碳二和以上更重组分,分离出甲烷、氧气、氢气、氮气等不凝气,再用精馏法分离吸收剂中的各组分。该方法具有c2c3回收率高,生产安全,运行可靠,对原料气的适应性强等特点,是目前具有竞争力的技术之一。但是常规的浅冷油吸收工艺一般不对原料干气进行区分,如果原料中既有轻炼厂干气又有重炼厂干气的话,轻、重炼厂干气会混合在一起,经压缩机升压、冷却后送入主吸收塔。重炼厂干气中的碳二及更重组分同样经历了吸收-解吸过程,最终从解吸塔顶气相或抽出吸收剂中送出界区。工艺中主吸收塔和解吸塔负荷较大,塔釜再沸器蒸汽消耗较多。
5.us10052581b1公开了一种从fcc干气中回收蒸汽裂解装置原料的方法。该方法将fcc干气先进行胺洗脱co2、h2s、cos操作,之后进行加氢脱炔烃操作,经过上述精制过程后,fcc干气进入变压吸附塔,脱除其中的甲烷、氢气等轻组分,再经过一系列分离流程最终得到以乙烷、乙烯为主的蒸汽裂解装置原料物流。该方法由于变压吸收塔在操作过程中可能会出现低于0℃的工况,为了避免结冰,需要在干气进变压吸附塔前进行冷却分相及脱水干燥处理,装置投资较大。
6.cn104419466a公开了一种炼厂干气回收系统及干气回收方法,炼厂干气经压缩、冷却、吸收、解吸、液化后得到富碳二产品。该方法产品易于储存和运输,但干气液化温度较
低,需采用0℃和-40℃级丙烯冷剂进行冷却,然后节流到常压,进行气液分相后的液相作为产品采出。为了避免结冰冻堵,该工艺还包括了干燥步骤,整个流程投资和能耗较大。
7.cn106609161a公开了一种分离炼厂饱和干气的方法,将炼厂饱和干气进行压缩、冷却和气液分离处理,气液分离处理后的压缩干气和压缩凝液分别送往碳四吸收塔进行吸收或送往汽油稳定塔进行精馏处理。流程中包括一台汽油稳定塔,用来处理汽油吸收塔釜的富汽油溶剂和上述压缩凝液。当原料干气中同时有轻炼厂干气和重炼厂干气时,两种干气(可能是多股)需在压缩机入口或段间进行混合。重炼厂干气中的c2+组分会被稀释,导致后续经压缩、冷却分相后析出的压缩凝液量减少。重炼厂干气中大部分的c2+组分仍然进入碳四吸收塔、解吸塔。两塔负荷较大,能耗较高。
8.cn104560194a公开了一种炼厂饱和干气回收系统及回收方法,该系统包括吸收塔、解吸塔、再吸收塔、压缩机和换热器,并设置有凝液气提塔。炼厂干气经压缩、冷却分液后得到的压缩凝液送往凝液气提塔处理,凝液气提塔釜出料作为产品采出。当原料干气中同时有轻炼厂干气和重炼厂干气时,重炼厂干气中的c2+组分会被稀释,导致进入凝液气提塔的压缩凝液量减少,重炼厂干气中有许多c2+组分仍将经历碳四吸收-解吸过程。吸收塔和解吸塔负荷较大,能耗较高。
9.综上所述,在回收炼厂干气中的碳二及更重组分时,当原料干气中同时有轻炼厂干气(碳二及更重组分含量较少)和重炼厂干气(碳二及更重组分含量较多)时,常规的浅冷油吸收工艺会将轻、重炼厂干气在气体压缩阶段进行混合,重炼厂干气中的c2+组分经稀释后其中大部分仍然经历后续的吸收-解吸过程,主吸收塔内蒸出甲烷的能耗和解吸塔内富吸收剂解吸的能耗较大。
技术实现要素:
10.本发明的目的是为了克服现有技术的存在的回收炼厂干气时,由于轻、重炼厂干气混合导致的能耗高的问题,提供提浓轻重炼厂干气中碳二及以上组分的方法及其装置与应用,该方法能够同时对以催化干气、焦化干气、psa解吸气等为代表的轻炼厂干气和以芳烃干气、加裂干气等为代表的重炼厂干气中的碳二及以上组分进行提浓,并且所述方法所需能耗显著降低。
11.为了实现上述目的,本发明第一方面提供一种提浓轻重炼厂干气中碳二及以上组分的方法,其特征在于,所述方法包括以下步骤:
12.(1)轻炼厂干气压缩:将轻炼厂干气的压力提高至3.2-5mpag;
13.(2)重炼厂干气压缩:将重炼厂干气的压力提高至1-1.9mpag;
14.(3)重炼厂干气冷却分相:将步骤(2)得到的重炼厂压缩干气冷却至后,进行气液分相,得到第一气相和第一液相;
15.(4)干气一级冷却:将步骤(1)得到的轻炼厂压缩干气和步骤(3)的得到的第一气相混合得到混合干气,将所述混合干气进行压缩后,与第四气相合并,进行一级冷却,得到冷却干气;
16.(5)干气二级冷却:将步骤(4)得到的冷却干气和第三液相合并,进行二级冷却后,进行气液分相,得到第二气相和第二液相;
17.(6)碳四碳五吸收:将步骤(5)得到的第二气相送入吸收塔的底部,与来自吸收塔
顶部的吸收剂逆流接触,吸收塔的塔顶得到的第三气相送出界区,吸收塔的塔釜得到的第三液相返回至步骤(5)与所述冷却干气合并;
18.(7)甲烷脱吸:将步骤(5)得到的第二液相经升压、预热至25-80℃后送入甲烷脱吸塔的顶部,脱除甲烷,甲烷脱吸塔的塔顶得到第四气相,并返回至步骤(4)与所述轻炼厂压缩干气和所述第一气相合并;甲烷脱吸塔的塔釜得到第四液相;
19.(8)解吸:将步骤(7)得到的第四液相送入解吸塔的中部,进行解吸,解吸塔的塔顶得到第五气相,所述第五气相与步骤(3)得到的第一液相合并,作为提浓气产品送出界区;解吸塔的塔釜得到贫吸收剂。
20.本发明第二方面提供一种提浓轻重炼厂干气中碳二及以上组分的装置,其特征在于,所述装置包括:第一压缩机一段、第一压缩机二段、第二压缩机、第一分液罐、压缩机段间罐、冷却器、循环水冷却器、冷冻水冷却器、第二分液罐、吸收塔、甲烷脱吸塔和解吸塔;
21.所述第一压缩机一段用于将轻炼厂干气进行压缩,并与压缩机段间罐连通;
22.所述第二压缩机、冷却器和第一分液罐依次连通,用于将重炼厂干气进行压缩、冷却和气液分相;
23.所压缩机段间罐分别与所述第一压缩机一段和所述第一分液罐的顶部连通,用于将来自第一压缩机一段的轻炼厂压缩干气和来自第一分液罐顶部的第一气相进行混合,得到混合干气;
24.所述压缩机段间罐与第一压缩机二段连通,用于将混合干气压缩;
25.所述循环水冷却器、冷冻水冷却器、第二分液罐、吸收塔、甲烷脱吸塔和解吸塔依次连通;
26.所述循环水冷却器用于将来自第一压缩机二段的混合压缩干气与来自甲烷脱吸塔的顶部的第四气相冷却;
27.所述冷冻水冷却器用于将来自循环水冷却器的冷却物流与来自吸收塔的塔釜的第三液相冷却;
28.所述第二分液罐用于将来自冷冻水冷却器的冷却物料进行气液分相;
29.所述吸收塔的底部与第二分液罐的顶部连通,用于将第二气相与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第三气相和第三液相;
30.所述甲烷脱吸塔的顶部与所述第二分液罐的底部连通,用于脱除第二液相中的甲烷脱除,所述甲烷脱吸塔的塔顶和塔釜分别排出第四气相和第四液相;
31.所述解吸塔的中部与所述甲烷脱吸塔的底部连通且所述解吸塔的塔顶与第一分液罐的底部连通,用于将所述吸收塔的底部排出的第四液相进行解吸,所述解吸塔的塔顶得到第五气相,与来自第一分液罐的第一液相合并,作为提浓气产品送出界区;所述解析塔的塔釜得到贫吸收剂。
32.本发明第三方面提供一种上述方法或装置在炼厂干气回收中的应用。
33.通过上述技术方案,本发明所提供的提浓轻重炼厂干气中碳二及以上组分得方法及其装置与应用获得以下有益的效果:
34.(1)本发明中,基于轻、重炼厂干气的组成特点,将轻、重炼厂干气分别进行压缩、冷却处理,重炼厂干气中部分碳二及以上组分进入分液罐的液相中,直接合并入产品提浓气中,不需经历吸收-甲烷脱吸-解吸过程,在保证碳二回收率的基础上,节省了富吸收剂解
吸过程的再沸器负荷,降低了装置能耗。重炼厂干气中的氢气、甲烷、氮气等轻组分大部分与轻炼厂干气一起,经压缩后送入吸收塔,经过吸收-甲烷脱吸-解吸过程与碳二组分分离,保证了最终产品提浓气中的轻组分含量要求。
35.(2)本发明中,对进入甲烷脱吸塔的液相预先进行预热处理,减少了甲烷脱吸塔再沸器蒸汽消耗,节省了装置能耗。
36.(3)本发明中,吸收塔压力较高,与低压吸收相比,循环吸收剂用量较小,解吸塔塔釜再沸器负荷较小,节省了装置能耗。
37.(4)本发明优选实施方式中,工艺流程中压缩冷却、吸收和解吸操作最低温度在5-15℃,不需上丙烯制冷压缩机,可选用溴化锂制冷机组提供冷量,不用上干燥系统,投资少、操作简单、能耗低;
38.(5)本发明中,所述方法能够显著提高提浓气产品中碳二组分的浓度,提浓气产品中的碳二组分回收率大于92%,可作为乙烯装置原料。
附图说明
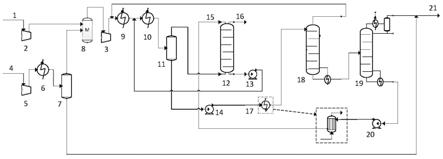
39.图1是本发明的提浓轻重炼厂干气中碳二及以上组分的方法的流程示意图。
40.附图标记说明
41.1轻炼厂干气;2第一压缩机一段;3第一压缩机二段;4重炼厂干气;5第二压缩机;6冷却器;7第一分液罐;8压缩机段间罐;9循环水冷却器;10冷冻水冷却器;11第二分液罐;12吸收塔;13吸收塔塔釜泵;14进料泵;15吸收剂;16第三气相;17预热器;18甲烷脱吸塔;19解吸塔;20吸收剂循环泵;21提浓气产品。
具体实施方式
42.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
43.本发明第一方面提供一种提浓轻重炼厂干气中碳二及以上组分的方法,其特征在于,所述方法包括以下步骤:
44.(1)轻炼厂干气压缩:将轻炼厂干气的压力提高至3.2-5mpag;
45.(2)重炼厂干气压缩:将重炼厂干气的压力提高至1-1.9mpag;
46.(3)重炼厂干气冷却分相:将步骤(2)得到的重炼厂压缩干气冷却后,进行气液分相,得到第一气相和第一液相;
47.(4)干气一级冷却:将步骤(1)得到的轻炼厂压缩干气和步骤(3)得到的第一气相混合得到混合干气,将所述混合干气进行压缩后,与第四气相合并后,进行一级冷却,得到冷却干气;
48.(5)干气二级冷却:将步骤(4)得到的冷却干气和第三液相合并,进行二级冷却后,进行气液分相,得到第二气相和第二液相;
49.(6)碳四碳五吸收:将步骤(5)得到的第二气相送入吸收塔的底部,与来自吸收塔顶部的吸收剂逆流接触,吸收塔的塔顶得到的第三气相送出界区,吸收塔的塔釜得到的第
三液相返回至步骤(5)与所述冷却干气合并;
50.(7)甲烷脱吸:将步骤(5)得到的第二液相经升压、预热至25-80℃后送入甲烷脱吸塔的顶部,脱除甲烷,甲烷脱吸塔的塔顶得到第四气相,并返回至步骤(4)与所述轻炼厂压缩干气和所述第一气相合并;甲烷脱吸塔的塔釜得到第四液相;
51.(8)解吸:将步骤(7)得到的第四液相送入解吸塔的中部,进行解吸,解吸塔的塔顶得到第五气相,所述第五气相与步骤(3)得到的第一液相合并,作为提浓气产品送出界区;解吸塔的塔釜得到贫吸收剂。
52.本发明中,将轻、重炼厂干气分别进行压缩升压,重炼厂干气经压缩后,进行冷却和气液分相处理,分液罐气相送入压缩机段间罐,与轻炼厂干气合并后,进一步经压缩、冷却后送入下游吸收塔,进行吸收-甲烷脱吸-解吸处理;在甲烷脱吸塔的进料阶段设置预热器;重炼厂干气经压缩、分液得到的液相直接并入解吸塔顶的提浓气产品中,送出界区。
53.本发明中,将轻、重炼厂干气分别进行处理,避免了重炼厂干气中的碳二及以上被稀释,减少了富吸收剂解吸过程的能耗,通过给甲烷脱吸塔进料预热,节省了甲烷脱吸过程蒸汽消耗,无需干燥器和丙烯制冷压缩机。碳二回收率大于92%。提浓气可送往乙烯装置作原料。
54.本发明中,除非另有说明,所述压力为表压。
55.根据本发明,所述轻炼厂干气包括氢气、甲烷、二氧化碳、硫化氢、氧气、氮气、碳二组分、碳三组分、碳四及更重组分。
56.优选地,基于轻炼厂干气的总体积,所述碳二组分的含量为10-20vol%、所述氢气与甲烷的总含量为30-75vol%、所述二氧化碳含量0-20vol%、所述硫化氢的含量0-20vol%、所述碳三组分的含量为0-20vol%,所述碳四及更重组分的含量为0-10vol%。
57.根据本发明,所述重炼厂干气包括氢气、甲烷、碳二组分、碳三组分、碳四及更重组分。
58.优选地,基于重炼厂干气的总体积,所述氢气与甲烷的总含量为5-40vol%,碳二组分的含量为20-80vol%,碳三、碳四及更重组分的总含量为5-80vol%。
59.本发明中,所述碳二组分是指碳原子数为二的烃类组分,包括乙烷、乙烯;所述碳三组分是指碳原子数为三的烃类组分,包括丙烷、丙烯;所述碳四组分是指碳原子数为四的烃类组分,包括丁烷、丁烯。
60.根据本发明,步骤(1)中,所述轻炼厂干气压缩为多段压缩,优选为二段压缩或三段压缩。
61.优选地,将轻炼厂干气的压力提高至3.6-4.2mpag。
62.本发明中,为了确保重炼厂干气中的碳二及以上组分更多的进入步骤(3)中的第一液相中,以减少装置总能耗;与此同时,重炼厂干气中的氢气、甲烷、氮气等轻组分更少的进入步骤(3)中的第一液相中,以避免最终回收产物提浓气中的轻组分含量降低,发明人对步骤(2)中,将重炼厂干气的提升压力进行了研究,研究表明,当将重炼厂干气的压力提高至1-1.9mpag时,能够同时满足上述要求。
63.更进一步地,将重炼厂干气的压力提高至1.5-1.8mpag时,综合效果更为优异。
64.根据本发明,步骤(2)中,所述重炼厂干气压缩为一段压缩或二段压缩。
65.本发明中,步骤(3)中,为了确保气液分相具有合适的气液比,并且甲烷在气液两
相中具有合适的部分,发明人对步骤(3)中,重炼厂压缩干气的冷却温度进行了研究,发现当冷却温度为5-30℃时,能够同时满足上述需求你。
66.更进一步地,当冷却温度优选为10-20℃时,综合效果更为优异。
67.根据本发明,所述冷却的步骤由溴化锂吸收式制冷机提供的制冷剂进行冷却。
68.本发明中,步骤(3)中,所述气液分相可以在本领域中常规的能够实现气液分离的设备中进行,例如所述气液分相在本发明所述的第一分液罐中进行。
69.本发明中,采用由溴化锂吸收式制冷机提供的制冷剂对压缩气体进行冷却,溴化锂制冷机以来源于炼厂的废热蒸汽或96-100℃的热水作为热源,与传统的丙烯制冷压缩机相比,所需能耗低,并且无需干燥系统、投资少、操作简单。
70.本发明中,所述制冷剂可以为本领域中常规的制冷剂,例如选用7-12℃的冷水作为制冷剂。
71.本发明中,所述的步骤(3)中分液罐气液比由重炼厂干气组成、操作压力和冷却温度决定,优选使得第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比大于3:10,优选为4:10-7:10。
72.本发明中,所述分液罐气液比是指分液罐顶部气相出料量与底部液相出料量之比。
73.根据本发明,步骤(4),将所述混合干气进行压缩后,与第四气相合并,进行一级冷却至35-45℃,优选为40-45℃。
74.本发明中,所述一级冷却可以采用本领域中常规的冷却器进行,优选采用循环水冷却器。
75.根据本发明,步骤(4)中,将混合干气的压力提升至3.2-5mpag,优选为3.6-4.2mpag。
76.根据本发明,步骤(5)中,将步骤(4)得到的冷却干气和第三液相合并,进行二级冷却至5-30℃,优选为10-20℃。
77.本发明中,所述二级冷却可以采用本领域中常规的冷却器进行,优选采用冷冻水冷却器。
78.根据本发明,步骤(6)中,所述吸收剂为碳四和/或碳五馏分,优选为正丁烷、异丁烷、混合丁烷、醚后碳四和炼厂碳五中的至少一种。
79.根据本发明,所述吸收塔的理论板数可以为15-30,优选为20-25。
80.根据本发明,所述吸收塔的操作压力可以为3.2-4.5mpag,优选为3.6-4.2mpag。
81.根据本发明,所述吸收塔的塔顶温度可以为10-30℃,优选为15-25℃。
82.根据本发明,所述吸收塔的塔釜温度可以为20-60℃,优选为20-35℃。
83.本发明中,所述方法还包括,将吸收塔的塔顶得到的第三气相送入吸收剂回收装置;或者,排入燃料气管网。
84.本发明的一个具体实施方式,将所述第二气相通入所述吸收塔的底部,与来自所述吸收塔顶部的吸收剂进行逆流接触,吸收第二气相中的碳二及以上馏分,吸收塔塔顶的第三气相送出界区,吸收塔塔釜的第三液相返回至步骤(5)与所述冷却干气合并。
85.本发明中,为了能够充分利用工艺流程内的低温预热,减少下游冷却料流所需的能够;与此同时,增加甲烷脱吸塔的进料温度,减少了甲烷脱吸塔塔釜内再沸器的蒸汽消
耗,本发明中,对第二液相送入甲烷脱吸塔前对其进行预热处理。
86.根据本发明,步骤(7)中,所述预热的热源选自步骤(1)中的轻炼厂压缩干气、步骤(2)中的重炼厂压缩干气和步骤(8)中的贫吸收剂中的至少一种。
87.优选地,采用步骤(8)中,解吸塔的塔釜得到的贫吸收剂经升压后作为热源用于步骤(7)中,对于第二液相的预热处理。
88.更优选地,将步骤(5)得到的第二液相经升压、预热至35-70℃。
89.本发明中,步骤(7)中,优选地将步骤(5)得到的第二液相的压力提升至3.5-5mpag。预热至40-70℃。
90.根据本发明,所述甲烷脱吸塔的理论板数可以为20-50,优选为20-35。
91.根据本发明,所述甲烷脱吸塔的操作压力可以为3.3-4.9mpag,优选为3.7-4.3mpag。
92.根据本发明,所述甲烷脱吸塔的塔顶温度可以为20-80℃,优选为40-75℃。
93.根据本发明,所述甲烷脱吸塔的塔釜温度可以为40-120℃,优选为70-120℃。
94.根据本发明,所述解吸塔的理论板数可以为10-40,优选为20-35。
95.根据本发明,所述解吸塔的操作压力可以为1-2.8mpag,优选为1.2-2.2mpag。
96.根据本发明,所述解吸塔的塔顶温度可以为15-70℃,优选为15-50℃。
97.根据本发明,所述解吸塔的塔釜温度可以为100-200℃,优选为100-130℃。
98.根据本发明,所述方法还可以包括,将所述提浓气产品通入裂解装置进行裂解反应。
99.本发明中,所述方法还可以包括,采用加热器将所述提浓气加热至常温(30℃)以上后再送出界区。
100.根据本发明,所述提浓气产品中包含氢气、甲烷、碳二组分、碳三组分和碳四以上组分。
101.优选地,基于提浓气产品的总体积,所述氢气的含量为0-1vol%,优选为0-0.1vol%;所述甲烷的含量为1-5vol%,优选为1-3vol%;所述碳二组分的含量为50-85vol%,优选为60-80vol%;所述碳三组分的含量为0-40vol%,优选为10-22vol%;所述碳四以上组分的含量为0-20vol%,优选为1-15vol%。
102.本发明第二方面提供一种提浓轻重炼厂干气中碳二及以上组分的装置,其特征在于,所述装置包括:第一压缩机一段、第一压缩机二段、第二压缩机、第一分液罐、压缩机段间罐、冷却器、循环水冷却器、冷冻水冷却器、第二分液罐、吸收塔、甲烷脱吸塔和解吸塔;
103.所述第一压缩机一段用于将轻炼厂干气进行压缩,并与压缩机段间罐连通;
104.所述第二压缩机、冷却器和第一分液罐依次连通,用于将重炼厂干气进行压缩、冷却和气液分相;
105.所压缩机段间罐分别与所述第一压缩机一段和所述第一分液罐的顶部连通,用于将来自第一压缩机一段的轻炼厂压缩干气和来自第一分液罐顶部的第一气相进行混合,得到混合干气;
106.所述压缩机段间罐与第一压缩机二段连通,用于将混合干气压缩;
107.所述循环水冷却器、冷冻水冷却器、第二分液罐、吸收塔、甲烷脱吸塔和解吸塔依次连通;
108.所述循环水冷却器用于将来自第一压缩机二段的混合压缩干气与来自甲烷脱吸塔的顶部的第四气相冷却;
109.所述冷冻水冷却器用于将来自循环水冷却器的冷却物流与来自吸收塔的塔釜的第三液相冷却;
110.所述第二分液罐用于将来自冷冻水冷却器的冷却物料进行气液分相;
111.所述吸收塔的底部与第二分液罐的顶部连通,用于将第二气相与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第三气相和第三液相;
112.所述甲烷脱吸塔的顶部与所述第二分液罐的底部连通,用于脱除第二液相中的甲烷脱除,所述甲烷脱吸塔的塔顶和塔釜分别排出第四气相和第四液相;
113.所述解吸塔的中部与所述甲烷脱吸塔的底部连通且所述解吸塔的塔顶与第一分液罐的底部连通,,用于将所述吸收塔的底部排出的第四液相进行解吸,所述解吸塔的塔顶得到第五气相,与来自第一分液罐的第一液相合并,作为提浓气产品送出界区;所述解析塔的塔釜得到贫吸收剂。
114.根据本发明,所述装置还包括进料泵和预热器。
115.本发明中,所述进料泵、所述预热器分别与第二分液罐和甲烷脱吸塔相连通,用于将来自第二分液罐底部的第二液相升压、预热后,送入甲烷脱吸塔的顶部。
116.根据本发明,装置还包括吸收剂循环泵。
117.本发明中,所述吸收剂循环泵与所述解吸塔的底部相连通,用于将解吸塔的塔釜得到的贫吸收剂进行升压后部分返回所述吸收塔的顶部。
118.根据本发明,所述甲烷脱吸塔内设置有再沸器。
119.本发明第三方面提供上述的方法或装置在炼厂干气回收中的应用。
120.结合图1,对本发明所述方法以及装置作进一步地说明。
121.将轻炼厂干气1的压力经过第一压缩机一段2升压到1-1.9mpag,压缩后的干气送入压缩机段间罐8;
122.将重炼厂干气4的压力经过第二压缩机5升压到1-1.9mpag,冷却器6中冷却至5-30℃,送入第一分液罐7中进行气液分相,第一分液罐得到的第一气相送往压缩机段间罐8,第一分液罐得到的第一液相合并入提浓气产品21中;
123.压缩机段间罐8的顶部排出的混合气相的压力经过第一压缩机二段3升压到3.2-5mpag,与甲烷脱吸塔18的塔顶得到的第四气相汇合后,在循环水冷却器9内被冷却至35-45℃,循环水冷却器9出口物流与吸收塔12的塔釜得到的第三液相(经吸收塔塔釜液泵13升压后)汇合,在冷冻水冷却器10内被冷却至5-30℃,进入第二分液罐11进行气液分相,第二分液罐11得到的第二气相送入吸收塔12的底部;第二分液罐11得到的第二液相经进料泵14升压后,送入预热器17。
124.在吸收塔12中,采用碳四碳五馏分作为吸收剂15,从吸收塔顶部喷入,吸收干气中碳二馏分及更重组分,吸收塔的塔顶未被吸收的包含甲烷和氢的第三气相16送出界区,送到吸收剂回收装置或排入燃料气管网,吸收塔12的塔釜得到的第三液相经吸收塔塔釜液泵13与循环水冷却器9出口物流汇合,进入冷冻水冷却器10;
125.第二分液罐11得到的第二液相经进料泵14升压,在预热器17中被加热到25-80℃,送入甲烷脱吸塔18的顶部。预热器17采用界区内工艺物流作为热源,优选采用解吸塔19的
塔釜得到的贫吸收剂(经吸收剂循环泵20升压后)作为热源。
126.来自预热器17的物流进入甲烷脱吸塔18的顶部,甲烷脱吸塔釜设置再沸器,将进料中的甲烷蒸出脱除。甲烷脱吸塔18的塔顶得到第四气相与第二压缩机出口的料流汇合,送入循环水冷却器9,甲烷脱吸塔18的塔釜得到的第四液相送入解吸塔19处理。
127.来自甲烷脱吸塔18的塔釜的第四液相送入解吸塔19的中部,解吸塔19塔顶得到的第五气相和第一分液罐7第二液相合并后,作为提浓气产品21,送往乙烯装置作原料;解吸塔19的塔釜得到的贫吸收剂经吸收剂循环泵20升压,对甲烷塔进料预热后,返回吸收塔12循环使用。
128.以下将通过实施例对本发明进行详细描述。以下实施例中,
129.碳二回收率的计算公式为:提浓气中的(乙烷+乙烯)/(轻炼厂干气中的(乙烷+乙烯)+重炼厂干气中的(乙烷+乙烯))
×
100%;碳三回收率的计算公式为:提浓气中的(丙烷+丙烯)/(轻炼厂干气中的(丙烷+丙烯)+重炼厂干气中的(丙烷+丙烯))
×
100%。
130.实施例以及对比例中,轻炼厂干气和重炼厂干气的组成如表1所示。气体组成的测试方法采用标准astm d1945。
131.表1炼厂干气流量组成
[0132] 轻炼厂干气重炼厂干气温度,℃40.040.0压力,mpag0.600.30质量流量,t/h50.020.0组成,mol%
ꢀꢀ
h240.346.99h2s0.060.00co0.740.00co20.570.00o20.820.00n25.560.00ch425.853.94c2h616.2460.12c2h40.420.00c3h85.0519.01c3h60.040.00c4h
10
2.946.21c4h80.020.00c5+1.283.72h2o0.070.00
[0133]
实施例1
[0134]
采用本发明的采用浅冷油吸收法提浓轻重炼厂干气中碳二及以上组分的方法对上述炼厂干气进行分离回收。
[0135]
具体的工艺过程为:
[0136]
轻炼厂干气,组成如表1所示,压力0.6mpag,进入第一压缩机一段,将压力提高至1.8mpag,送至轻炼厂干气压缩机段间罐中。
[0137]
重炼厂干气,组成如表1所示,压力0.3mpag,进入第二压缩机,将压力提高至1.8mpag。增压后的干气利用溴化锂吸收式制冷机提供的冷水冷却至20℃后,送入第一分液罐进行气液分相,分液罐顶的第一气相送入压缩机段间罐中,分液罐底的第一液相压缩凝液合并入提浓气产品中,送出界区。
[0138]
压缩机段间罐顶的混合气相经第一压缩机二段,将压力提高至4.2mpag,与甲烷脱吸塔塔顶的第四气相汇合后,在循环水冷却器中被循环水冷却至40℃,再与经吸收塔塔釜液泵升压的第三液相汇合,在冷冻水冷却器中被冷冻水冷却至15℃,送入第二分液罐进行气液分相。第二分液罐顶的第二气相送至吸收塔的底部,第二分液罐底的第二液相经进料泵升压后,送入预热器。
[0139]
其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为4.2:10
[0140]
在吸收塔中,采用炼厂混合丁烷(丙烷8vol%,正丁烷28vol%,异丁烷33vol%,戊烷31vol%)作为吸收剂(吸收剂循环量145t/h),从塔顶喷入,吸收干气中碳二馏分及以上组分。吸收塔理论板数优选为20,操作压力4.1mpag,塔顶温度为20℃,塔釜温度为23℃。塔顶未被吸收的第三气相排入燃料气管网,塔釜的第三液相经吸收塔釜液泵升压后,与循环水冷却器出口物流汇合,返回至冷冻水冷却器。
[0141]
第二分液罐得到的第二液相经进料泵升压,在预热器中被加热到70℃后,进入甲烷脱吸塔的顶部。预热器采用来自解吸塔塔釜的贫吸收剂作为热源。甲烷脱吸塔的理论板数为20,操作压力4.2mpag,塔顶温度为71℃,塔釜温度为120℃。甲烷脱吸塔采用低压蒸汽加热,塔顶的第四气相与第二压缩机出口的料流汇合,送入循环水冷却器,甲烷脱吸塔的塔釜得到的第四液相送入解吸塔处理。
[0142]
来自甲烷脱吸塔塔釜的第四液相进入解吸塔的中部。解吸塔的理论板数为20,操作压力2.2mpag,塔顶温度为27℃,塔釜温度为126℃。解吸塔采用低压蒸汽加热,塔釜再沸器负荷9472kw,解吸塔的塔釜得到的贫吸收剂经吸收剂循环泵升压,对甲烷脱吸塔进料预热后,返回吸收塔循环使用。解吸塔顶气相与重炼厂干气分液罐底液相压缩凝液合并后,加热至40℃,作为提浓气产品送出界区,送至乙烯装置裂解炉作原料。
[0143]
在本实施例中,提浓气产品的组成如表2所示,其中,碳二回收率为93.8%。
[0144]
表2
[0145] 提浓气温度,℃40.0压力,mpag1.71质量流量,t/h35.9组成,mol% h20.02h2s0.15co20.51ch42.82
c2h673.22c2h40.74c3h819.06c3h60.10c4h
10
1.82c5+1.52h2o0.04
[0146]
实施例2
[0147]
采用本发明的采用浅冷油吸收法提浓轻重炼厂干气中碳二及以上组分的方法对表1炼厂干气进行分离回收。
[0148]
具体的工艺过程为:
[0149]
轻炼厂干气,组成如表1所示,压力0.6mpag,进入第一压缩机一段,将压力提高至1.5mpag,送至轻炼厂干气压缩机段间罐中。
[0150]
重炼厂干气,组成如表1所示,压力0.3mpag,进入第二压缩机,将压力提高至1.5mpag。增压后的干气利用溴化锂吸收式制冷机提供的冷水冷却至10℃后,送入第一分液罐进行气液分相,分液罐顶的第一气相送入压缩机段间罐中,分液罐底的第一液相压缩凝液合并入提浓气产品中,送出界区。
[0151]
压缩机段间罐顶的混合气相经第一压缩机二段,将压力提高至3.7mpag,与甲烷脱吸塔塔顶的第四气相汇合后,在循环水冷却器中被循环水冷却至45℃,再与经吸收塔塔釜液泵升压的第三液相汇合,在冷冻水冷却器中被冷冻水冷却至10℃,送入第二分液罐进行气液分相。第二分液罐顶的第二气相送至吸收塔的底部,第二分液罐底的第二液相经进料泵升压后,送入预热器。
[0152]
其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为5:10
[0153]
在吸收塔中,采用炼厂混合丁烷(丙烷5vol%,正丁烷36vol%,异丁烷17vol%,戊烷42vol%)作为吸收剂(吸收剂循环量155t/h),从塔顶喷入,吸收干气中碳二馏分及以上组分。吸收塔理论板数优选为25,操作压力3.6mpag,塔顶温度为20℃,塔釜温度为20℃。塔顶未被吸收的第三气相排入燃料气管网,塔釜的第三液相经吸收塔釜液泵升压后,与循环水冷却器出口物流汇合,返回至冷冻水冷却器。
[0154]
第二分液罐得到的第二液相经进料泵升压,在预热器中被加热到40℃后,进入甲烷脱吸塔的顶部。预热器采用来自解吸塔塔釜的贫吸收剂作为热源。甲烷脱吸塔的理论板数为35,操作压力3.7mpag,塔顶温度为43℃,塔釜温度为115℃。甲烷脱吸塔采用低压蒸汽加热,塔顶的第四气相与第二压缩机出口的料流汇合,送入循环水冷却器,甲烷脱吸塔的塔釜得到的第四液相送入解吸塔处理。
[0155]
来自甲烷脱吸塔塔釜的第四液相进入解吸塔的中部。解吸塔的理论板数为35,操作压力1.2mpag,塔顶温度为38℃,塔釜温度为102℃。解吸塔采用低压蒸汽加热,塔釜再沸器负荷5724kw解吸塔的塔釜得到的贫吸收剂经吸收剂循环泵升压,对甲烷脱吸塔进料预热后,返回吸收塔循环使用。解吸塔顶气相与重炼厂干气分液罐底液相压缩凝液合并后,加热至40℃,作为提浓气产品送出界区,送至乙烯装置裂解炉作原料。
[0156]
在本实施例中,提浓气产品的组成如表3所示,其中,碳二回收率为93.9%。
[0157]
表3
[0158] 提浓气温度,℃40.0压力,mpag1.16质量流量,t/h43.3组成,mol% h20.02h2s0.13co20.55ch42.57c2h665.00c2h40.70c3h818.86c3h60.09c4h
10
10.58c5+1.46h2o0.04
[0159]
对比例1
[0160]
按照cn103087772a典型浅冷油吸收工艺流程对表1所示的干气进行回收,其中,进料条件和碳二回收率与实施例1相同,其得到的提浓气产品的组成如表4所示,其中,碳二的回收率为93.8%。工艺条件以及能耗如表5所示。
[0161]
表4
[0162][0163][0164]
对比例2
[0165]
按照深冷分离工艺对表1所示的干气进行回收,其中,进料条件与碳二回收率与实施例1相同,其工艺条件如表5所示。
[0166]
表5
[0167][0168]
对比例3
[0169]
与实施例1原料、回收率相同,装置连接方式相同,不同的是:第一压缩机二段将混合干气压缩压力提升至3mpag,吸收塔的操作压力为3mpag。
[0170]
具体步骤如下:
[0171]
轻炼厂干气,组成如表1所示,压力0.6mpag,进入第一压缩机一段,将压力提高至1.8mpag,送至轻炼厂干气压缩机段间罐中。
[0172]
重炼厂干气,组成如表1所示,压力0.3mpag,进入第二压缩机,将压力提高至1.8mpag。增压后的干气利用溴化锂吸收式制冷机提供的冷水冷却至20℃后,送入第一分液罐进行气液分相,分液罐顶的第一气相送入压缩机段间罐中,分液罐底的第一液相压缩凝液合并入提浓气产品中,送出界区。
[0173]
压缩机段间罐顶的混合气相经第一压缩机二段,将压力提高至3mpag,与甲烷脱吸塔塔顶的第四气相汇合后,在循环水冷却器中被循环水冷却至40℃,再与经吸收塔塔釜液泵升压的第三液相汇合,在冷冻水冷却器中被冷冻水冷却至15℃,送入第二分液罐进行气液分相。第二分液罐顶的第二气相送至吸收塔的底部,第二分液罐底的第二液相经进料泵升压后,送入预热器。
[0174]
其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为4.2:10
[0175]
在吸收塔中,采用炼厂混合丁烷(丙烷8vol%,正丁烷28vol%,异丁烷33vol%,戊烷31vol%)作为吸收剂(吸收剂循环量197t/h),从塔顶喷入,吸收干气中碳二馏分及以上组分。吸收塔理论板数优选为20,操作压力3mpag,塔顶温度为20℃,塔釜温度为23℃。塔顶未被吸收的第三气相排入燃料气管网,塔釜的第三液相经吸收塔釜液泵升压后,与循环水冷却器出口物流汇合,返回至冷冻水冷却器。
[0176]
第二分液罐得到的第二液相经进料泵升压,在预热器中被加热到70℃后,进入甲烷脱吸塔的顶部。预热器采用来自解吸塔塔釜的贫吸收剂作为热源。甲烷脱吸塔的理论板数为20,操作压力3.1mpag,塔顶温度为72℃,塔釜温度为102℃。甲烷脱吸塔采用低压蒸汽加热,塔顶的第四气相与第二压缩机出口的料流汇合,送入循环水冷却器,甲烷脱吸塔的塔釜得到的第四液相送入解吸塔处理。
[0177]
来自甲烷脱吸塔塔釜的第四液相进入解吸塔的中部。解吸塔的理论板数为20,操作压力2.2mpag,塔顶温度为28℃,塔釜温度为124℃。解吸塔采用低压蒸汽加热,塔釜再沸器负荷11442kw,解吸塔的塔釜得到的贫吸收剂经吸收剂循环泵升压,对甲烷脱吸塔进料预
热后,返回吸收塔循环使用。解吸塔顶气相与重炼厂干气分液罐底液相压缩凝液合并后,加热至40℃,作为提浓气产品送出界区,送至乙烯装置裂解炉作原料。
[0178]
在本对比例中,提浓气产品的组成如表6所示,其中,碳二回收率为93.8%。与实施例1相比,对比例3的循环吸收剂量和塔釜热负荷增加。
[0179]
表6
[0180] 提浓气温度,℃40.0压力,mpag1.71质量流量,t/h35.9组成,mol% h20.02h2s0.15co20.46ch43.49c2h672.95c2h40.70c3h818.46c3h60.09c4h
10
2.11c5+1.51h2o0.0
[0181]
从表2-表6可知,本工艺的工艺物流最低温度在5~15℃,不需要低温位的丙烯冷量,也不需要上丙烯制冷系统和干燥系统,设备投资少。相较于常规的浅冷油吸收工艺,本工艺通过将轻、重炼厂干气分别进行压缩、冷却处理,重炼厂干气中的碳二及以上组分大部分随压缩凝液直接并入提浓气产品中,以及增设甲烷脱吸塔预热器流程,减少了甲烷脱吸过程和富吸收剂解吸过程的再沸器负荷,降低了装置能耗,提浓气中水含量较低,降低了外送管线冻堵风险。
[0182]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。