1.本发明涉及部段装配技术领域,尤其涉及一种产品部段辅助装配平台及其装配方法。
背景技术:
2.航天产品一般由多个部段装配组成,但目前实际生产中,航天产品的部段装配作业仍然是手工作业模式,需要多人相互配合按照一定顺序将各个部段进行装配。
3.目前的手工作业装配模式仍存在以下缺点:
4.(1)部段装配数量巨大,对产品装配效率要求较高。新时期,航天产品的数量显著增长,为按时完成生产任务,目前只能采用加班倒班的方式,劳动强度大,对操作人员的身心健康产生不利影响;
5.(2)部段一致性较差,对产品装配精度要求较高。航天产品的生产制造过程复杂,造成同一批次不同产品之间的一致性较差,对产品部段的装配精度提出较高要求,对采用自动化设备代替人工操作也带来较大困难。
6.目前,航天产品装配存在操作流程长、操作过程复杂、工作效率低等问题。
技术实现要素:
7.鉴于上述的分析,本发明旨在提供一种产品部段辅助装配平台及其装配方法,用以解决现有航天产品装配存在操作流程长、操作过程复杂、工作效率低等问题。
8.本发明的目的主要是通过以下技术方案实现的:
9.一种产品部段辅助装配平台,包括:支撑压紧单元、基础平台和导轨;所述基础平台上设置导轨,支撑压紧单元滑动安装在导轨上;支撑压紧单元包括:滑动组件、支撑组件和压紧组件;滑动组件与导轨滑动配合;支撑组件用于支撑待装配的产品部段;压紧组件设置在支撑组件的上方,能够将产品部段压紧于支撑组件上。
10.进一步地,滑动组件包括:滑块和支架安装板;滑块与导轨滑动配合;支架安装板与滑块固定连接。
11.进一步地,支撑组件包括:摇臂支撑座、摇臂和滚轮。
12.具体地,摇臂一端转动安装在摇臂支撑座上,另一端安装可自由旋转的滚轮;
13.摇臂包括第一摇臂和第二摇臂;第一摇臂和第二摇臂呈十字形交叉设置;第一摇臂从第二摇臂的中部穿过,且第一摇臂和第二摇臂能够相对转动。
14.进一步地,支撑组件还包括:转动安装在摇臂支撑座上的凸轮;凸轮设置在摇臂的下方;且凸轮与摇臂表面接触,用于支撑摇臂。
15.进一步地,摇臂支撑座上还设有用于驱动凸轮转动的高度调节手柄;高度调节手柄凸轮与固定连接。
16.进一步地,压紧组件包括:夹钳安装座、压紧夹钳和压紧器;压紧夹钳固定安装在夹钳安装座上;压紧器通过上下两个螺母夹紧在压紧夹钳上;
17.压紧器的一端为螺柱,另一端为u形的压紧支架;螺柱与螺母通过螺纹配合;压紧支架的两个端部均安装可旋转的按压快;压紧夹钳包括两块相互平行的夹钳板;螺柱设置在两块夹钳板之间,且能够相对滑移。
18.进一步地,压紧夹钳垂直于夹钳安装座设置,压紧器的螺柱垂直于压紧夹钳设置。
19.进一步地,支架安装板上安装总装支架。
20.具体地,夹钳安装座与总装支架通过旋转柱塞连接;旋转柱塞包括:第一旋转柱塞和第二旋转柱塞;夹钳安装座与总装支架通过第一旋转柱塞铰接连接;第二旋转柱塞旋紧时,能够限制夹钳安装座与总装支架之间的相对转动。
21.进一步地,支架安装板上还设有夹紧装置;夹紧装置能够限制滑块与导轨之间的相对滑移。
22.一种产品部段辅助装配平台的装配方法,包括以下步骤:
23.步骤s1:使滑块在导轨上滑移;调节支撑压紧单元在导轨上的安装位置;
24.步骤s2:旋转凸轮,调节摇臂的高度以及两个滚轮之间的间距;将待装配的产品部段放置于摇臂上,并通过滚轮进行支撑;
25.步骤s3:调节压紧器的压紧位置,将产品部段压紧在摇臂和压紧器之间;
26.步骤s4:重复步骤s2-s3,完成多个产品部段的压紧固定;使支撑压紧单元在导轨5上滑移,完成多个产品部段之间的对接装配。
27.本发明技术方案至少能够实现以下效果之一:
28.1.本发明的产品部段辅助装配平台,实现了对航天产品部段在装配安装过程中的稳定压紧支撑和辅助高效装配,显著提高产品部段装配的工作效率,降低操作人员劳动强度。
29.2.本发明的产品部段辅助装配平台,设有滑移组件可以调节支撑压紧单元的位置,能够对根据需要对多个不同的产品部段进行支撑压紧定位,满足灵活定位、辅助装配的需要。
30.3.本发明的产品部段辅助装配平台,设有可调节的支撑组件和压紧组件,能够对不同尺寸、不同型号的产品部段进行支撑压紧定位,具有良好的适用性,不需要更换结构即可实现对不同的产品部段的支撑压紧。
31.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
32.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
33.图1为本发明实施例1中的产品部段辅助装配平台的原理示意图;
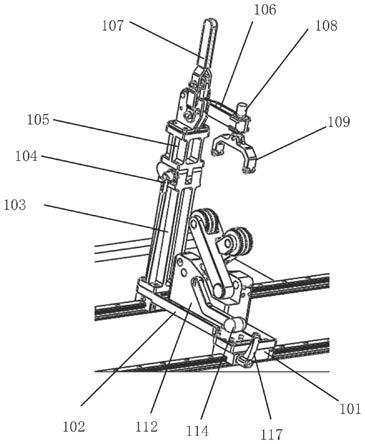
34.图2为本发明实施例1中的支撑压紧单元的结构示意图;
35.图3为本发明实施例1中的支撑机构的结构示意图一;
36.图4为本发明实施例1中的支撑机构的示意图二;
37.图5为本发明实施例1中的总装支架与夹钳安装座的连接示意图;
38.图6为本发明实施例1中的压紧机构的结构示意图。
39.附图标记:
40.1-第一支撑压紧单元;2-第二支撑压紧单元;3-第三支撑压紧单元;4-基础平台;5-导轨;6-抽屉组件;
41.101-滑块;102-支架安装板;103-总装支架;104-旋转柱塞;105-夹钳安装座;106-压紧夹钳;107-夹钳手柄;108-压紧器;109-按压块;110-螺母;111-按压垫;112-摇臂支撑座;113-凸轮;114-高度调节手柄;115-摇臂;116-滚轮;117-夹紧装置;118-转轴。
具体实施方式
42.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
43.实施例1
44.本发明的一个具体实施例,公开了一种产品部段辅助装配平台,包括:支撑压紧单元、基础平台4和导轨5;所述基础平台4上设置导轨5,所述支撑压紧单元滑动安装在所述导轨5上;所述支撑压紧单元包括:滑动组件、支撑组件和压紧组件;所述滑动组件与导轨5滑动配合;所述支撑组件用于支撑待装配的产品部段;所述压紧组件设置在所述支撑组件的上方,能够将所述产品部段压紧于所述支撑组件上。
45.进一步地,导轨5固定安装在基础平台4上,并沿着基础平台4长度方向对称布置,基础平台4作为整个装配作业过程中的的支撑平台。
46.本发明的一种具体实施方式中,如图1所示,所述支撑压紧单元设有多个。
47.示例性地,支撑压紧单元有三个,分别为第一支撑压紧单元1、第二支撑压紧单元2和第三支撑压紧单元3。第一支撑压紧单元1、第二支撑压紧单元2和第三支撑压紧单元3的组成和结构完全相同,用于对多个产品部段进行可靠支撑和压紧,实现作业过程的辅助装配,提高装配作业效率,降低劳动强度。
48.下面分组件介绍本发明的支撑压紧单元的结构组成:
49.1)滑动组件:
50.如图2所示,本发明的一种具体实施方式中,所述滑动组件包括:滑块101和支架安装板102;所述滑块101与所述导轨5滑动配合;所述支架安装板102与所述滑块101固定连接。
51.进一步地,所述支架安装板102上还设有夹紧装置117;所述夹紧装置117能够限制所述滑块101与所述导轨5之间的相对滑移。
52.具体地,支架安装板102通过螺钉与两个滑块101固定连接;支架安装板102通过螺钉与夹紧装置117固定连接。对应地,导轨5有两条,滑块101与导轨5配合,使支撑压紧单元能够沿导轨5滑移。
53.具体地,滑块101、夹紧装置117并列放置并分别与导轨5组成滑动副,滑块101、夹紧装置117可以在导轨5上滑动;当需要限制滑块101与导轨5的滑移时,夹紧装置117夹紧导轨5。示例性地,夹紧装置117上设置垂直于导轨5的螺栓,通过旋紧螺栓使螺栓抵在导轨5上,进而使夹紧装置117与导轨5相对固定,限制滑块101与导轨5的相对滑移。
54.使用时,通过滑动组件的滑块101沿导轨5滑移,带动支架安装板102及支架安装板102上的支撑组件和压紧组件同步位移,调节支撑压紧单元在导轨5上的位置,进而实现对多个不同的产品部段的支撑压紧。
55.2)支撑组件:
56.本发明的一种具体实施方式中,所述支撑组件包括:摇臂支撑座112、摇臂115和滚轮116。
57.具体地,如图3、图4所示,所述摇臂115一端转动安装在所述摇臂支撑座112上,另一端安装可自由旋转的滚轮116。所述摇臂支撑座112上安装有2个摇臂115,2个摇臂115安装位置关于基础平台4长度方向对称,实现对产品部段的同时支撑。
58.具体地,如图4所示,所述摇臂115包括第一摇臂和第二摇臂;所述第一摇臂和第二摇臂呈十字形交叉设置;所述第一摇臂从第二摇臂的中部穿过,且第一摇臂和第二摇臂能够相对转动。
59.具体地,摇臂115与滚轮116通过转动轴转动连接,滚轮116可以相对于摇臂115自动转动,实现对产品部段的自由支撑。
60.进一步地,所述支撑组件还包括:转动安装在所述摇臂支撑座112上的凸轮113。
61.本发明的一种具体实施方式中,所述凸轮113设置在所述摇臂115的下方;且所述凸轮113与所述摇臂115表面接触,用于支撑所述摇臂115。进一步地,所述摇臂支撑座112上还设有用于驱动所述凸轮113转动的高度调节手柄114;所述高度调节手柄114所述凸轮113与固定连接。
62.具体地,如图3、图4所示,摇臂支撑座112通过螺钉固定安装在支架安装板102上,在摇臂支撑座112内部提供安装空间;凸轮113通过销轴与摇臂支撑座112转动连接,安装在摇臂支撑座112的内部;高度调节手柄114也通过销轴与摇臂支撑座112转动连接,高度调节手柄114与凸轮113共用销轴且同步旋转。优选地,销轴为螺纹柱,销轴通过螺纹与摇臂支撑座112转动连接,使凸轮113能够相对于摇臂支撑座112旋转,且旋转后能够保持稳定。
63.具体地,摇臂115通过转动轴与摇臂支撑座112转动连接,摇臂115可以沿着转动轴轴向自动转动;凸轮113与摇臂115接触连接,通过转动高度调节手柄114,带动凸轮113转动,进一步的带动摇臂115转动,实现产品部段支撑高度的调整。
64.使用时,高度调节手柄114带动凸轮113转动,并通过调节凸轮113的大端或小端与摇臂115接触,实现通过凸轮113推动摇臂115相对于摇臂支撑座112旋转,且第一摇臂和第二摇臂相对转动,调节摇臂115和滚轮116的高度以及两个滚轮116的间距大小。也就是说,两个个滚轮116的支撑高度和间距可以通过转动凸轮113同时进行调整,进而实现对产品部段高度位置的调整以及适应不同尺寸大小的产品部段的装配。
65.3)压紧组件:
66.本发明的一种具体实施方式中,所述压紧组件包括:夹钳安装座105、压紧夹钳106和压紧器108。
67.进一步地,所述支架安装板102上固定安装总装支架103;所述夹钳安装座105与所述总装支架103通过旋转柱塞104连接。
68.具体地,总装支架103通过螺钉与支架安装板102固定连接,作为上部压紧装置的支撑部位。
69.具体地,总装支架103与夹钳安装座105通过2个旋转柱塞104连接,2个旋转柱塞104分布在总装支架103两侧,在抽出其中一个旋转柱塞104一定厚度后,夹钳安装座105可以沿着另外一个旋转柱塞104沿着轴向旋转,这样夹钳安装座105可以相对总装支架103进行摆动,避开装配操作空间,为部段装配操作提供更大空间。
70.具体地,所述旋转柱塞104包括:第一旋转柱塞和第二旋转柱塞;所述夹钳安装座105与所述总装支架103通过第一旋转柱塞铰接连接;所述第二旋转柱塞旋紧时,能够限制所述夹钳安装座105与所述总装支架103之间的相对转动。
71.使用时,旋松旋转柱塞104,使夹钳安装座105与总装支架103能够相对转动。旋转夹钳安装座105调整压紧夹钳106的方向和压紧器8的压紧位置,避开产品部段的装配部位,调整合适的位置进行压紧。
72.进一步地,如图5、图6所示,所述压紧夹钳106固定安装在所述夹钳安装座105上。
73.进一步地,所述压紧器108通过上下两个螺母110夹紧在所述压紧夹钳106上;所述压紧器108的一端为螺柱,另一端为u形的压紧支架;所述螺柱与螺母110通过螺纹配合;所述压紧支架的两个端部均安装可旋转的按压快109。
74.具体地,所述压紧夹钳106包括两块相互平行的夹钳板;所述螺柱设置在两块夹钳板之间,且能够相对滑移。压紧器108与压紧夹钳106通过上下两个螺母110连接;压紧器108与按压块109通过转轴118形成转动连接,按压块109可以绕着转轴118轴向自动转动。压紧器108与上下两个螺母110通过螺纹旋接,通过旋转螺母110,可以调整按压块109的高度,实现对不同直径产品部段的可靠压紧。
75.具体地,夹钳安装座105与压紧夹钳106通过螺钉固定连接;压紧夹钳106与夹钳手柄107通过螺钉固定连接,通过操作夹钳手柄107可以带动压紧夹钳106位移,实现对产品部段的压紧与松开。
76.进一步地,所述压紧夹钳106垂直于所述夹钳安装座105设置,所述压紧器108的螺柱垂直于所述压紧夹钳106设置。
77.进一步地,按压块109上设置按压垫111。优选地,按压垫111为橡胶材质。按压垫111与按压块109固定连接,实现对产品部段表面的柔性压紧,避免对产品部段表面产生损害。
78.进一步的,基础平台4上配置抽屉组件6,实现作业工具的就近放置,提高装配作业效率,抽屉组件6的位置和数量可以自由调整。
79.本发明的一种具体实施方式中,基础平台4底部可以配置移动轮(图中未画出),实现装配平台的自由移动。
80.实施时:
81.支撑压紧单元的数量可以根据产品部段长度和装配后的产品整体长度进行调整,在完成对第一支撑压紧单元1的位置调整后,通过调整夹紧装置117的锁紧或松开,实现对第一支撑压紧单元1的位置固定或滑动调整,实现对产品的不同位置的安全支撑。
82.通过旋转凸轮113调节摇臂115和滚轮116的高度和间距,实现对不同尺寸的产品部段的支撑;通过松开螺母110调节压紧器108在压紧夹钳106上的安装位置,实现对产品部段的压紧位置的调整,避开装配区域。
83.实施例2
84.本发明的另一个具体实施例,提供了一种产品部段辅助装配平台的装配方法,包括以下步骤:
85.步骤s1:使滑块101在导轨5上滑移;调节支撑压紧单元在导轨5上的安装位置;
86.步骤s2:旋转凸轮113,调节摇臂115的高度以及两个滚轮116之间的间距;将待装配的产品部段放置于摇臂115上,并通过滚轮116进行支撑;
87.步骤s3:调节压紧器108的压紧位置,将所述产品部段压紧在所述摇臂115和压紧器108之间;
88.步骤s4:重复步骤s2-s3,完成多个产品部段的压紧固定;使支撑压紧单元在导轨5上滑移,完成多个产品部段之间的对接装配。
89.所述步骤s1中:松开夹紧装置117,使滑块101能够在导轨5上滑移,进而调整多个支撑压紧单元在导轨5上的位置;支撑压紧单元位置调整完毕后,锁紧夹紧装置117,使支撑压紧单元在导轨5上位置固定。
90.所述步骤s2中,对产品部段的支撑过程包括:
91.步骤s21:拧松第二旋转柱塞,使夹钳安装座105与总装支架103能够相对转动;操作夹钳手柄107使夹钳安装座105旋转,进而使按压块109与滚轮116之间的间距增大,能够允许产品部段放入;此时,两个按压块109均处于松开状态;
92.步骤s22:通过高度调节手柄114带动凸轮113旋转,进而通过凸轮113推动摇臂115相对于摇臂支撑座112转动,调整滚轮116的高度和两个滚轮116的间距;
93.步骤s23:将产品部段放置于摇臂115上,并通过两个滚轮116进行支撑。
94.所述步骤s3中,通过夹钳手柄107带动压紧夹钳106旋转,调节压紧器8的压紧位置;进一步地,通过旋松两个螺母110使压紧器8相对于压紧夹钳106位移,当压紧器8压紧于产品部段表面时,旋紧螺母110使压紧器8将产品部段压紧。
95.所述步骤s4中,多个产品部段的对接装配过程为:
96.步骤s41:将第一个需要装配的产品部段放置在第一支撑压紧单元1上,重复步骤s2和步骤s3,使按压块119处于压紧状态,此时第一个需要装配的产品部段得到支撑和压紧固定;
97.步骤s42:将第二个需要装配的产品部段放置在第二支撑压紧单元2上,重复步骤s2和步骤s3,使按压块119处于压紧状态,此时第二个需要装配的产品部段得到支撑和压紧固定;
98.步骤s43:松开第二支撑压紧单元2上的夹紧装置117,滑块101沿着导轨5移动,带动第二支撑压紧单元2及第二个产品部段移动,完成第一产品部段和第二产品部段的装配对接。
99.步骤s44:将完成装配对接的产品部段作为一个整体,将第三个需要装配的产品部段放置在第三支撑压紧单元3上,重复步骤s2和步骤s3,使按压块119压紧第三个产品部段,此时,第三个需要装配的产品部段得到支撑和压紧固定;
100.松开第三支撑压紧单元3上的夹紧装置117,沿着导轨5移动第三支撑压紧单元3,完成第二产品部段和第三产品部段的装配对接。
101.步骤s45:重复步骤s44,直至完成所有产品部段的装配。
102.与现有技术相比,本实施例提供的技术方案至少具有如下有益效果之一:
103.1.本发明通过使用支撑压紧单元对装配部件进行压紧,可以实现多个产品部段的辅助装配,将操作人员由多人减少至一人即可完成全部装配作业,显著提高了工作效率,降低了劳动强度,能广泛用于类似产品部件的辅助装配作业中。
104.2.在本发明中,第一支撑压紧单元1、第二支撑压紧单元2、第三支撑压紧单元3的组成和结构完全相同,用于实现对产品部段的可靠支撑和压紧,进而实现作业过程的辅助装配,提高装配作业效率,降低劳动强度。第一支撑压紧单元1通过滑块与导轨5形成滑动连接,可以在导轨5上进行滑动,实现对作业位置和多个支撑压紧单元之间间距的自由调整,以及多个产品部段的装配。
105.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。