1.本发明涉及汽车零配件生产技术领域,特别是涉及一种格栅的取料上料装置。
背景技术:
2.汽车格栅作为汽车的重要零配件,其主要作用在于配合水箱、发动机、空调等的进气通风,防止行驶中外物对车厢内部部件的破坏以及增加装饰美观。目前汽车格栅生产线一般采用人工将格栅背板下饰条等搬运至模具中,完成取料上料安装过程。
3.但是,一方面人工安装效率低下,不符合现代生产需要,浪费时间和人工成本;另一方面不可避免的出现安装偏差,造成来料误差对上料的影响,降低了成品率和成品质量。因此如何提供一种方便快捷、准确无误的格栅取料上料安装装置是目前亟待解决的一个重要技术问题。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种基于视觉检测的格栅安装夹爪装置,包括夹爪本体100、格栅背板抓取模块200、视觉检测模块300和控制模块400;
5.所述格栅背板抓取模块200,设置在所述夹爪本体100上;
6.所述视觉检测模块300,与所述控制模块400连接,用于采集安装现场的实时图像;
7.所述控制模块400,还与所述格栅背板抓取模块200连接,用于根据所述实时图像,控制所述格栅背板抓取模块200移动至第一目标位置抓取待安装的格栅背板,再移动至第二目标位置安装所述待安装的格栅背板。
8.进一步地,所述控制模块400,包括:
9.第一图像识别单元410,与所述视觉检测模块300连接,用于接收所述实时图像,并根据所述实时图像确定第一目标位置和第二目标位置;
10.第一计算单元420,与所述第一图像识别单元410连接,用于根据所述第一目标位置和所述第二目标位置,确定所述格栅背板抓取模块200的第一位移数据和第二位移数据;
11.第一信号生成单元430,与所述第一计算单元420和所述格栅背板抓取模块200连接,用于根据所述第一位移数据和所述第二位移数据分别发出控制信号,控制所述格栅背板抓取模块200移动至所述第一目标位置抓取所述待安装的格栅背板,再移动至所述第二目标位置安装所述待安装的格栅背板。
12.进一步地,所述格栅背板抓取模块200,包括:背板驱动组件210和背板夹紧组件220;
13.所述背板驱动组件210,用于驱动所述背板夹紧组件220往复运动,以移动至所述第一目标位置和所述第二目标位置;
14.所述背板夹紧组件220,用于在所述第一目标位置夹紧所述待安装的格栅背板,在所述第二目标位置放开所述待安装的格栅背板。
15.进一步地,所述背板夹紧组件220,包括前背板夹紧件221和后背板夹紧件222。
16.进一步地,所述格栅背板抓取模块200,还包括:背板分离组件230;
17.所述背板分离组件230,包括背板分离横移件231、背板分离升降件232和挡块233。
18.进一步地,格栅安装夹爪装置,还包括格栅下饰条抓取模块500;
19.所述控制模块400,还与所述格栅下饰条抓取模块500连接,用于根据所述实时图像,控制所述格栅下饰条抓取模块500移动至第三目标位置抓取待安装的格栅下饰条,再移动至第四目标位置安装所述待安装的格栅下饰条。
20.进一步地,所述控制模块,包括:
21.第二图像识别单元440,与所述视觉检测模块300连接,用于接收所述实时图像,并根据所述实时图像确定第三目标位置和第四目标位置;
22.第二计算单元450,与所述第二图像识别单元440连接,用于根据所述第三目标位置和所述第四目标位置,确定所述格栅下饰条抓取模块500的第三位移数据和第四位移数据;
23.第二信号生成单元460,与所述第二计算单元450和所述格栅下饰条抓取模块500连接,用于根据所述第三位移数据和所述第四位移数据分别发出控制信号,控制所述格栅下饰条抓取模块500移动至所述第三目标位置抓取所述待安装的格栅下饰条,再移动至所述第四目标位置安装所述待安装的格栅下饰条。
24.进一步地,所述格栅下饰条抓取模块500,包括下饰条驱动组件510和下饰条抓取组件520;
25.所述下饰条驱动组件510,用于驱动所述下饰条抓取组件520往复运动,以移动至所述第三目标位置和所述第四目标位置;
26.所述下饰条抓取组件520,用于在所述第三目标位置抓取所述待安装的格栅下饰条,在所述第四目标位置放下所述待安装的格栅下饰条。
27.进一步地,所述下饰条抓取组件520,包括活动件521和抓取件522;
28.所述抓取件522通过所述活动件521,活动安装在所述下饰条驱动组件510上。
29.进一步地,所述抓取件522,为吸盘结构。
30.本发明提供的基于视觉检测的格栅安装夹爪装置,通过视觉检测模块300预先采集安装现场的实时图像,再通过控制模块400根据该实时图像,控制格栅背板抓取模块200定位至该第一目标位置(可选但不仅限于为背板料箱),抓取待安装的格栅背板a(背板取料过程),再定位至第二目标位置(安装位置)完成上料安装动作(背板上料过程)。相对于传统人工方式,该自动化程度更高的现代化方式,一方面效率更高,能够节约时间成本和人工成本;另一方面定位更准确,能够避免误操作风险、提高成品率和成品质量。
附图说明
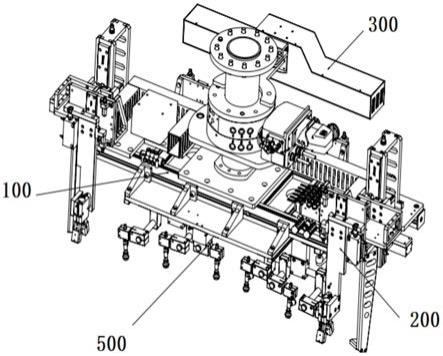
31.图1为本发明格栅安装夹爪装置的一个实施例的示意图;
32.图2为本发明格栅安装夹爪装置的一个实施例的结构框图;
33.图3为本发明格栅安装夹爪装置的视觉检测模块的一个实施例的示意图;
34.图4为本发明格栅安装夹爪装置的控制模块的一个实施例的结构框图;
35.图5-9为本发明格栅安装夹爪装置的格栅背板抓取模块的一个实施例的示意图;
36.图10为本发明格栅安装夹爪装置的控制模块的另一个实施例的结构框图;
37.图11为本发明格栅安装夹爪装置的格栅下饰条抓取模块的一个实施例的示意图。
具体实施方式
38.如图1-2所示,本发明提供了一种基于视觉检测的格栅安装夹爪装置,包括夹爪本体100、格栅背板抓取模块200、视觉检测模块300和控制模块400。其中,格栅背板抓取模块200,设置在夹爪本体100上。视觉检测模块300,与控制模块400连接,用于采集安装现场的实时图像。控制模块400,与视觉检测模块300和格栅背板抓取模块200连接,用于根据实时图像,控制格栅背板抓取模块200移动至第一目标位置抓取待安装的格栅背板a,再移动至第二目标位置安装该待安装的格栅背板a,完成格栅背板的上料安装动作。
39.在该实施例中,通过视觉检测模块300预先采集安装现场的实时图像,再通过控制模块400根据该实时图像,控制格栅背板抓取模块200定位至该第一目标位置(可选但不仅限于为背板料箱),抓取待安装的格栅背板a(背板取料过程),再定位至第二目标位置(安装位置)完成上料安装动作(背板上料过程)。相对于传统人工方式,该自动化程度更高的现代化方式,一方面效率更高,能够节约时间成本和人工成本;另一方面定位更准确,能够避免误操作风险、提高成品率和成品质量。
40.具体的,如图1、3所示,视觉检测模块300,可选但不仅限于包括图像采集单元310和连接件320,优选为采用3d相机,通过螺钉、螺栓、连接法兰、焊接等连接件设置在夹爪本体100的上方,实时采集安装现场的实时图像,尤其是待安装的格栅背板存放处和安装处的实时图像,3d视觉引导格栅安装夹爪装置完成取料、上料的安装动作。具体的该实时图像的覆盖范围可根据当前工作环境的范围而定,尤其是需要采集待安装的格栅背板周围的实时图像,通过蓝线、wifi、导线等有线或无线方式发送至控制模块400。
41.更为具体的,如图4所示,控制模块400,可选但不仅限于采用单片机、fpga等终端芯片,分步骤完成相应功能。优选的,控制模块400,可选但不仅限于包括:第一图像识别单元410、第一计算单元420和第一信号生成单元430。
42.其中,第一图像识别单元410,用于接收安装现场的实时图像,并根据该实时图像确定抓取待安装格栅背板的第一目标位置和预计安装格栅背板的第二目标位置,优选为通过图像识别技术等分析得出,更为优选的在分析实时图像之前,还可选但不仅限于对该实时图像进行降噪等预处理,以进一步提高目标位置的定位准确性。具体的:第一目标位置,为格栅背板抓取模块200需要到达的取料位置,即为待安装格栅背板a的当前位置,以格栅背板上下堆叠放置在料箱为例,可选但不仅限于将该料箱的位置定义为第一目标位置;第二目标位置,为格栅背板抓取模块200需要到达的放料位置,即为待安装格栅背板a后续要安装定位的位置,以格栅背板安装在车辆为例,可选但不仅限于将车辆的四轮位置定义为第二目标位置。更为具体的,该第一目标位置,可选但不仅限于以横纵竖三维坐标表示,定为x1,y1,z1;第二目标位置,可选但不仅限于以横纵竖三维坐标表示,定为x2,y2,z2。
43.第一计算单元420,根据第一目标位置和第二目标位置,确定格栅安装夹爪装置的第一位移数据(取料位移)和第二位移数据(上料位移)。具体的,该位移数据,同样的可选但不仅限于包括横纵竖的三维位移数据。示例的,可选但不仅限于以格栅安装夹爪装置的某点设置为基准点(某个平面的四个角、中心点等),定三维坐标为x0,y0,z0,作为格栅安装夹爪装置的初始点。视觉检测模块300采集的格栅背板的当前位置(取料位置),即第一目标位
置x1,y1,z1、格栅背板的待安装位置(上料位置),即第二目标位置x2,y2,z2与该基准点格栅安装夹爪装置的初始点x0,y0,z0对应。那么,第一计算单元420,即可计算得出,格栅安装夹爪装置的第一位移数据为(x
1-x0,y
1-y0,z
1-z0)——取料过程中xyz三维需要移动的数据,第二位移数据为(x
2-x1,y
2-y1,z
2-z1)——上料过程中xyz三维需要移动的数据。
44.第一信号生成单元430,与第一计算单元420和格栅背板抓取模块200连接,根据该第一位移数据和第二位移数据分别发出控制信号至格栅背板抓取模块200,控制移动至第一目标位置抓取待安装的格栅背板a,再移动至第二目标位置安装该待安装的格栅背板a,完成格栅背板的上料安装动作。具体的,该控制信号,可选但不仅限于为驱动该格栅背板抓取模块200动作的电流大小、液压大小等。
45.在该实施例中,给出了视觉检测模块300和控制模块400的一个具体实时方式以及二者如何配合完成格栅安装夹爪装置的定位以及格栅背板的取料上料安装过程。该方式自动化程度高,简单明了,动作迅速,能够将格栅背板准确无误的取料上料至相应位置。值得注意的,该视觉检测模块300和控制模块400的具体实施方式并不以此示例为限,各模块的划分仅为功能性划分,并不对其物理概念做任何界定。本领域技术人员可以理解的,在本发明发明宗旨下的其它实施方案也在本发明请求保护的范围内。
46.更为具体的,如图5-9所示,格栅背板抓取模块200,可选但不仅限于,包括背板驱动组件210和背板夹紧组件220。其中,背板驱动组件210,优选为气缸驱动结构,通过液压缸带动活塞杆,以驱动背板夹紧组件220到达指定位置完成相应动作;如图6-8所示,背板夹紧组件220,优选包括前背板夹紧件221和后背板夹紧件222,设置在背板驱动组件210的端部,该夹紧件端部可选但不仅限于为夹紧块,由背板驱动组件210带动往复运动,在第一目标位置夹取格栅背板,第二目标位置放下格栅背板,完成格栅背板的取料上料安装过程。更为具体的,背板夹紧组件220的数量、位置可由本领域技术人员根据格栅背板的实际大小形状重量等而任意设定,优选的包括均匀分布在夹爪本体100两侧面的两个。更为具体的,如图5所示,格栅背板抓取模块200,还可选但不仅限于,包括背板分离组件230。如图9所示,该背板分离组件230,优选包括背板分离横移件231、背板分离升降件232和挡块233,横向和纵向移动挡块233,将挡块233插入堆叠的两块格栅背板之间,以在料箱中抓取上下堆叠的格栅背板时,将粘连的背板分开,避免一次抓取两块甚至更多块的背板。
47.在该实施例中,给出了格栅背板抓取模块200的一个具体实施例,当需要安装格栅背板时,视觉检测模块300采集现场环境的实时图像,发送至控制模块400,控制模块400分析该实时图像,对待安装背板a进行视觉定位,根据视觉定位效果,调整格栅安装夹爪装置的位置,当格栅安装夹爪装置移动至背板a上料位(第一目标位置的横纵坐标到位时),位于夹爪本体100两侧的背板驱动组件210动作,带动背板夹紧组件220(前背板夹紧件221和后背板夹紧件222)下移至第一目标位置(第一目标位置的竖坐标到位)——背板夹紧组件220动作使端部夹紧背板a——背板分离组件230中的背板分离横移件231动作,使挡块233位于背板a外侧——紧接着背板分离升降件232动作,带动挡块233移动至所要抓取的背板a下侧一定位置——背板分离横移件231再次动作,使挡块233插入背板下侧,使挡块233将抓取目标背板a与下层背板分离——由背板驱动组件210动作,使背板夹紧组件220上移,下层背板则被挡块233阻挡直至两块背板完全脱离,目标背板从料箱中取出——背板分离横向件和背板分离升降件232动作,带动挡块233回到初始位置——背板驱动组件210驱动背板夹紧
组件220移位至背板需要安装的位置(第二目标位置),背板夹紧组件220动作使夹紧块松开,完成格栅背板的上料安装动作。
48.更为优选的,如图1、2、10、11所示,该格栅安装夹爪装置,还可选但不仅限于包括格栅下饰条抓取模块500。控制模块400,还用于根据实时图像,控制格栅下饰条抓取模块500移动至第三目标位置抓取待安装的格栅下饰条,再移动至第四目标位置安装该格栅下饰条,完成格栅下饰条的上料安装动作。控制模块400,包括第二图像识别单元440,与视觉检测模块300连接,用于接收所述实时图像,并根据所述实时图像确定第三目标位置和第四目标位置;第二计算单元450,与第二图像识别单元440连接,用于根据第三目标位置和第四目标位置,确定格栅下饰条抓取模块500的第三位移数据和第四位移数据;第二信号生成单元460,与第二计算单元450和格栅下饰条抓取模块500连接,用于根据第三位移数据和述第四位移数据分别发出控制信号,控制格栅下饰条抓取模块500移动至第三目标位置抓取待安装的格栅下饰条,再移动至第四目标位置安装待安装的格栅下饰条。
49.在该实施例中,本发明的格栅安装夹爪装置,增设了格栅下饰条抓取模块500,将格栅背板安装和格栅下饰条安装集成到同一装置机构,同时兼容背板和下饰条两个部件的上料安装,能进一步降低人工成本和时间成本。而且,该格栅下饰条抓取模块500与格栅背板抓取模块200类似的,通过图像识别技术,定位安装位置,其结构的具体部件、计算方式、定位方法等操作步骤与格栅背板抓取模块200一致,在此不再赘述。
50.更为具体的,如图11所示,该格栅下饰条抓取模块500,可选但不仅限于包括下饰条驱动组件510和下饰条抓取组件520。其中,下饰条驱动组件510,优选为气缸驱动结构,通过液压缸驱动下饰条抓取组件520往复运动,完成相应动作在目标位置抓取格栅下饰条b,完成格栅下饰条b的上料安装过程;下饰条抓取组件520,优选包括活动件521和抓取件522;该活动件521优选为与下饰条驱动组件510活动连接,以自由调整抓取件522的角度;该抓取件522优选为吸盘结构,以自由吸附和放下格栅下饰条,该方式方便快捷。更为具体的,该下饰条抓取组件520的数量、位置可由本领域技术人员根据格栅下饰条的实际大小、形状重量等而任意设定,优选的在下饰条驱动组件510的两侧呈对称分布。
51.在该实施例中,给出了格栅下饰条抓取模块500的一个具体实施例,当需要安装格栅下饰条b时,视觉检测模块300采集现场环境的实时图像,发送至控制模块400,控制模块400分析该实时图像,对待安装下饰条进行视觉定位,根据视觉定位效果,调整格栅下饰条抓取模块500的位置,移动至下饰条上料位(第三目标位置的横纵坐标到位时),格栅下饰条抓取模块500的下饰条驱动组件510动作,带动两侧的下饰条抓取组件520移动至下饰条表面指定位置——下饰条抓取组件520动作(可选但不仅限于吸盘抓取)——完成下饰条b的抓取动作——格栅下饰条抓取模块500移动至下饰条的待安装位置(第四目标位置)——下饰条抓取组件520动作(可选但不仅限于为吸盘松开)——下饰条b被放置到指定位置,完成下饰条b的上料安装动作。
52.在该实施例中,给出了格栅下饰条抓取模块500如何定位抓取、上料安装的全过程,操作简单方便,无需人工参与,一方面节约了时间成本和人工成本;另一方面自动化程度更高,定位更准确,能够避免误操作风险、提高成品率和成品质量。
53.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存
在矛盾,都应当认为是本说明书记载的范围。
54.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。