1.本实用新型涉及治具技术领域,具体涉及一种装载注塑件的定位裁切治具。
背景技术:
2.现代汽车工业技术水平不断提升,多种多样复杂的汽配件也被设计并生产出来,为了保证驾乘舒适体验,对于汽配件的设计和生产充分考虑到了人性化要求,同时为了降低整车重量,不需承受高强度的零配件普遍采用了塑料件生产。现有一种汽配件采用注塑工艺生产,用于汽车门板锁栓位置的曲轴零配件,其在注塑成型后需要将内侧端部的浇道裁切掉,并且保证裁切精度,保证其端面平整度,为此,需要特别设计一种能够将该零配件浇道一次裁切掉的定位装夹治具,节省人力物力,提高汽配件的生产制备效率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种装载注塑件的定位裁切治具,能够将该汽配件曲轴定位装夹,并且配合特制的定位座针对不同型号的该零件实施定位装夹,标准化程度高,普适性强,在定位块上还设置有裁切刀座,配合定位座一侧的裁切刀架实施裁切,裁切准确高效,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种装载注塑件的定位裁切治具,包括固定在底座上的用于定位待裁切汽配件曲轴注塑浇道的定位座、轴向手动夹、径向手动夹和裁切刀架。
6.所述定位座中部开设有放置汽配件曲轴的避让槽,所述避让槽左、中、右侧分别插接有可拆卸的定位块,分别为第一定位块、第二定位块和第三定位块,所述第一定位块、第二定位块和第三定位块两侧均设有矩形滑槽,并与定位座开设的矩形滑轨配合后上下滑动插接,并在上端面通过锁紧块和螺钉锁定,
7.所述第一定位块中部设置有与汽配件曲轴左轴肩定位贴合的u型定位槽,所述第二定位块中部设置有与汽配件曲轴中部轴肩定位贴合的u型定位槽,两个u型定位槽之间的间距略大于汽配件曲轴的左轴肩与中部轴肩的间距,所述第三定位块中部亦设置有与汽配件曲轴定位贴合的u型定位槽,且第三定位块左侧还设置有与汽配件右偏心轴贴合定位的垫块,用于定位汽配件曲轴,防止旋转移动,所述垫块前端还设置有与汽配件曲轴右轴头贴合的裁切刀座,所述裁切刀座竖直方向设置有弧形孔,与裁切刀架上的固连的弧形裁切刀配合裁断汽配件曲轴的注塑浇道。
8.进一步地,所述裁切刀架一端与底座上的铰接架活动连接,另一端固连有弧形裁切刀,所述弧形裁切刀一侧还固连有按压把手。
9.进一步地,所述轴向手动夹顶推汽配件曲轴的左轴头,使得汽配件曲轴被轴向顶推定位。
10.进一步地,所述径向手动夹按压汽配件曲轴的中间轴杆部,使得汽配件曲轴被径向定位夹紧。
11.本实用新型的有益效果是:
12.该装载注塑件的定位裁切治具能够将该汽配件曲轴定位装夹,并且配合特制的定位座针对不同型号的该零件实施定位装夹,标准化程度高,普适性强,在定位块上还设置有裁切刀座,配合定位座一侧的裁切刀架实施裁切,裁切准确高效,实用方便。
附图说明
13.图1为本实施例所述汽配件曲轴的结构示意图;
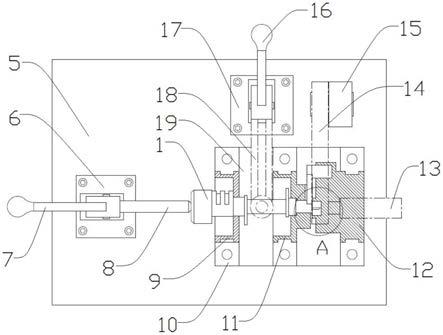
14.图2为本实施例装载注塑件的定位裁切治具的俯视图;
15.图3为本实施例装载注塑件的定位裁切治具的侧视图;
16.图4为图2中a处的局部放大图;
17.图5为本实施例所述第一定位块与定位座配合的结构示意图;
18.其中,1-左轴头,2-中间轴杆部,3-连杆部,4-右偏心轴,5-底座,6-轴向手动夹,7-轴向手动夹的压杆,8-推杆,9-第一定位块,10-锁紧块,11-第二定位块,12-第三定位块,13-按压把手,14-裁切刀架,15-铰接架,16-径向手动夹的压杆,17-径向手动夹,18-按压臂,19-定位座,20-裁切刀,21-注塑浇道,22-裁切刀座,23-螺钉,24-矩形滑轨。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
20.请参阅图1-5,本实施例提出一种装载注塑件的定位裁切治具,包括固定在底座5上的用于定位待裁切汽配件曲轴注塑浇道21的定位座19、轴向手动夹6、径向手动夹17和裁切刀架14。
21.具体地说,所述定位座19中部开设有放置汽配件曲轴的避让槽,所述避让槽左、中、右侧分别插接有可拆卸的定位块,分别为第一定位块9、第二定位块11和第三定位块12,所述第一定位块9、第二定位块11和第三定位块12两侧均设有矩形滑槽,并与定位座19开设的矩形滑轨24配合后上下滑动插接,并在上端面通过锁紧块10和螺钉23锁定,所述第一定位块9中部设置有与汽配件曲轴左轴肩定位贴合的u型定位槽,所述第二定位块11中部设置有与汽配件曲轴中部轴肩定位贴合的u型定位槽,两个u型定位槽之间的间距略大于汽配件曲轴的左轴肩与中部轴肩的间距,所述第三定位块12中部亦设置有与汽配件曲轴定位贴合的u型定位槽,且第三定位块12左侧还设置有与汽配件右偏心轴4贴合定位的垫块,用于定位汽配件曲轴,防止旋转移动,所述垫块前端还设置有与汽配件曲轴右轴头贴合的裁切刀座22,所述裁切刀座22竖直方向设置有弧形孔,与裁切刀架14上固连的弧形裁切刀20配合裁断汽配件曲轴的注塑浇道21。
22.进一步的实施方案是,根据待裁切汽配件曲轴的规格尺寸不同,选用不同的定位块装拆使用。
23.进一步的实施方案是,所述裁切刀架14一端与底座5上的铰接架15活动连接,另一端固连有弧形裁切刀,所述弧形裁切刀一侧还固连有按压把手13。
24.进一步的实施方案是,所述轴向手动夹6顶推汽配件曲轴的左轴头1,使得汽配件曲轴被轴向顶推定位。
25.进一步的实施方案是,所述径向手动夹17按压汽配件曲轴的中间轴杆部2,使得汽配件曲轴被径向定位夹紧。
26.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种装载注塑件的定位裁切治具,包括固定在底座上的用于定位待裁切汽配件曲轴注塑浇道的定位座、轴向手动夹、径向手动夹和裁切刀架,其特征在于:所述定位座中部开设有放置汽配件曲轴的避让槽,所述避让槽左、中、右侧分别插接有可拆卸的定位块,分别为第一定位块、第二定位块和第三定位块,所述第一定位块、第二定位块和第三定位块两侧均设有矩形滑槽,并与定位座开设的矩形滑轨配合后上下滑动插接,并在上端面通过锁紧块和螺钉锁定,所述第一定位块中部设置有与汽配件曲轴左轴肩定位贴合的u型定位槽,所述第二定位块中部设置有与汽配件曲轴中部轴肩定位贴合的u型定位槽,两个u型定位槽之间的间距略大于汽配件曲轴的左轴肩与中部轴肩的间距,所述第三定位块中部设置有与汽配件曲轴定位贴合的u型定位槽,且第三定位块左侧还设置有与汽配件右偏心轴贴合定位的垫块,所述垫块前端还设置有与汽配件曲轴右轴头贴合的裁切刀座,所述裁切刀座竖直方向设置有弧形孔,与裁切刀架上的固连的弧形裁切刀配合裁断汽配件曲轴的注塑浇道。2.根据权利要求1所述的装载注塑件的定位裁切治具,其特征在于:所述裁切刀架一端与底座上的铰接架活动连接,另一端固连有弧形裁切刀,所述弧形裁切刀一侧还固连有按压把手。3.根据权利要求1所述的装载注塑件的定位裁切治具,其特征在于:所述轴向手动夹顶推汽配件曲轴的左轴头,使得汽配件曲轴被轴向顶推定位。4.根据权利要求1所述的装载注塑件的定位裁切治具,其特征在于:所述径向手动夹按压汽配件曲轴的中间轴杆部,使得汽配件曲轴被径向定位夹紧。
技术总结
本实用新型公开了一种装载注塑件的定位裁切治具,包括定位座、轴向手动夹、径向手动夹和裁切刀架,定位座中部开设有放置汽配件曲轴的避让槽,避让槽左、中、右侧分别插接有定位块,分别为第一定位块、第二定位块和第三定位块,第三定位块中部亦设置有与汽配件曲轴定位贴合的U型定位槽,且第三定位块左侧还设置有与汽配件右偏心轴贴合定位的垫块,垫块前端还设置有裁切刀座,裁切刀座设置有弧形孔,与裁切刀架上的弧形裁切刀配合裁断汽配件曲轴的注塑浇道,该治具能够将该汽配件曲轴定位装夹,并且配合特制的定位座针对不同型号的该零件实施定位装夹,标准化程度高,定位块上设置有裁切刀座,配合定位座一侧的裁切刀架实施裁切,裁切准确高效。裁切准确高效。裁切准确高效。
技术研发人员:申绪瑜
受保护的技术使用者:昆山市硕科精密模具有限公司
技术研发日:2021.09.08
技术公布日:2022/2/8