1.本实用新型涉及汽车工件加工装置领域,尤其涉及的是一种汽车工件加工定位夹具装置。
背景技术:
2.在汽车工件加工过程中,经常需要将加工的工件进行各种类型的加工处理如铣削处理或者装配处理。
3.在加工过程中经常需要将工件进行定位,通过定位实现将工件固定住。
4.然而现有技术公开的定位夹具将工件定位后,无法方便的旋转工件,进而造成工件在加工处理过程中,无法灵活调节角度,导致工件无法灵活进行加工处理。
技术实现要素:
5.本实用新型所要解决的技术问题在于提供了一种汽车工件加工定位夹具装置。
6.本实用新型是通过以下技术方案解决上述技术问题的:
7.一种汽车工件加工定位夹具装置,包括顶旋转座,所述顶旋转座的顶部中心设有盘形凸出;
8.所述顶旋转座上装配连接有两个前后间隔设置的定位杆部件;
9.所述定位杆部件包括左右间隔设置的u形装配板,所述u形装配板之间铰接有定位杆体,所述u形装配板上装配连接有销轴杆,所述销轴杆定位在定位杆体的一端;
10.所述定位杆体之间装配连接有两个左右间隔设置的定位板体,所述定位板体之间固定连接有两个前后间隔设置的垂直杆体;
11.所述盘形凸出上设有若干个环形分布的工件搭载板,所述工件搭载板的顶部设有柱形定位凸出;
12.所述顶旋转座的底部转动连接有环体板;
13.所述顶旋转座的底部装配连接有驱动电机。
14.优选地,所述定位杆体的左右两端均固定连接有端座;
15.位于左侧所述端座通过转轴体转动连接在u形装配板上;
16.所述销轴杆插接在位于右侧部位所述端座上。
17.优选地,所述工件搭载板的纵向截面形状为l形。
18.优选地,所述顶旋转座的底部边缘部位限位有若干个滚珠;
19.所述滚珠能够相对顶旋转座自由滚动;
20.所述环体板的顶部开设有与滚珠配合的环形滚道,所述滚珠滚动在环形滚道上。
21.优选地,所述环体板的底部固定连接有若干个支撑柱,所述支撑柱的底部固定连接有底座。
22.优选地,所述驱动电机固定装配在底座的顶部中心,所述驱动电机的输出轴装配在顶旋转座的底部中心。
23.优选地,所述定位杆体的左右两端朝下螺纹连接有紧固螺栓,所述紧固螺栓螺纹连接在定位板体的顶部。
24.优选地,所述工件搭载板焊接在盘形凸出上。
25.本实用新型相比现有技术具有以下优点:
26.本实用新型公开一种汽车工件加工定位夹具装置,通过设计顶旋转座上装配连接有两个前后间隔设置的定位杆部件;具体采用定位杆部件包括左右间隔设置的u形装配板,所述u形装配板之间铰接有定位杆体,所述u形装配板上装配连接有销轴杆,所述销轴杆定位在定位杆体的一端;定位杆体之间装配连接有两个左右间隔设置的定位板体,所述定位板体之间固定连接有两个前后间隔设置的垂直杆体;所述顶旋转座的底部转动连接有环体板;顶旋转座的底部装配连接有驱动电机。实现高效加工定位工件。
27.采用上述装置部件设计不仅实现在汽车配件加工过程中,能够灵活的调节加工配件的角度,且上述方式设计实现稳固将工件定位夹持,有效提高了汽车配件的加工生产效率。
附图说明
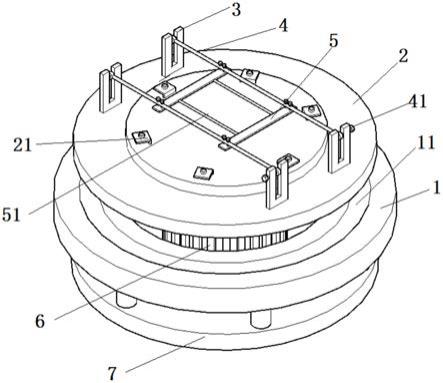
28.图1是本实用新型实施例的分散结构示意图;
29.图2是本实用新型实施例中定位杆部件的结构示意图;
30.图3是本实用新型实施例图1中另一种视角下的结构示意图;
31.图4是本实用新型实施例图1中的俯视图;
32.图5是本实用新型实施例图1中的前视图。
具体实施方式
33.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
34.如图1-5所示,一种汽车工件加工定位夹具装置,包括顶旋转座2,所述顶旋转座2的顶部中心设有盘形凸出。
35.为了实现将工件进行充分夹持定位,上述顶旋转座2上装配连接有两个前后间隔设置的定位杆部件。
36.定位杆部件的具体结构如下:
37.定位杆部件包括左右间隔设置的u形装配板3,所述u形装配板3之间铰接有定位杆体4,所述u形装配板3上装配连接有销轴杆41,所述销轴杆41定位在定位杆体4的一端。
38.具体是,定位杆体4的左右两端均固定连接有端座;位于左侧所述端座通过转轴体转动连接在u形装配板3上;销轴杆41插接在位于右侧部位所述端座上。
39.工件放置在顶旋转座2上的盘形凸出后,利用定位杆体4将工件的前后两侧挤压后,利用销轴杆41将定位杆体4的另一端销固。
40.同时,为了增加定位的稳定性,上述定位杆体4之间装配连接有两个左右间隔设置的定位板体5,所述定位板体5之间固定连接有两个前后间隔设置的垂直杆体51。定位板体5-定位杆体4-垂直杆体51实现稳固的田字形定位结构。
41.具体而言,定位杆体4的左右两端朝下螺纹连接有紧固螺栓42,所述紧固螺栓42螺纹连接在定位板体5的顶部。
42.为了实现将工件支撑,上述盘形凸出上设有若干个环形阵列分布的工件搭载板21(工件搭载板21的纵向截面形状为l形,并且工件搭载板21焊接在盘形凸出上),所述工件搭载板21的顶部设有柱形定位凸出211。
43.工件支撑在若干个环形阵列分布的工件搭载板21上,并利用柱形定位凸出211限位工件上的机械孔。
44.为了实现工件自由旋转,方便调节角度,上述顶旋转座2的底部转动连接有环体板1。具体是,上述顶旋转座2的底部边缘部位限位有若干个滚珠a;滚珠a能够相对顶旋转座2自由滚动;对应的,环体板1的顶部开设有与滚珠a配合的环形滚道11,所述滚珠a滚动在环形滚道11上。
45.同时,顶旋转座2的底部装配连接有驱动电机6。驱动电机6固定装配在底座的顶部中心,所述驱动电机6的输出轴装配在顶旋转座2的底部中心。
46.上述环体板1的底部固定连接有若干个支撑柱,所述支撑柱的底部固定连接有底座7。
47.工件定位夹持后,打开驱动电机6,此时驱动电机6驱动顶旋转座2旋转,进而顶旋转座2能够灵活携带汽车工件进行角度调节,进而便于灵活调节工件的角度便于加工如开孔处理。
48.在旋转中,滚珠a在环形滚道11上自由滚动,进而旋转的灵活性高。
49.采用上述装置部件设计不仅实现在汽车配件加工过程中,能够灵活的调节加工配件的角度,且上述方式设计实现稳固将工件定位夹持,有效提高了汽车配件的加工生产效率。
50.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种汽车工件加工定位夹具装置,其特征在于,包括顶旋转座,所述顶旋转座的顶部中心设有盘形凸出;所述顶旋转座上装配连接有两个前后间隔设置的定位杆部件;所述定位杆部件包括左右间隔设置的u形装配板,所述u形装配板之间铰接有定位杆体,所述u形装配板上装配连接有销轴杆,所述销轴杆定位在定位杆体的一端;所述定位杆体之间装配连接有两个左右间隔设置的定位板体,所述定位板体之间固定连接有两个前后间隔设置的垂直杆体;所述盘形凸出上设有若干个环形分布的工件搭载板,所述工件搭载板的顶部设有柱形定位凸出;所述顶旋转座的底部转动连接有环体板;所述顶旋转座的底部装配连接有驱动电机。2.根据权利要求1所述的汽车工件加工定位夹具装置,其特征在于,所述定位杆体的左右两端均固定连接有端座;位于左侧所述端座通过转轴体转动连接在u形装配板上;所述销轴杆插接在位于右侧部位所述端座上。3.根据权利要求2所述的汽车工件加工定位夹具装置,其特征在于,所述工件搭载板的纵向截面形状为l形。4.根据权利要求3所述的汽车工件加工定位夹具装置,其特征在于,所述顶旋转座的底部边缘部位限位有若干个滚珠;所述滚珠能够相对顶旋转座自由滚动;所述环体板的顶部开设有与滚珠配合的环形滚道,所述滚珠滚动在环形滚道上。5.根据权利要求4所述的汽车工件加工定位夹具装置,其特征在于,所述环体板的底部固定连接有若干个支撑柱,所述支撑柱的底部固定连接有底座。6.根据权利要求5所述的汽车工件加工定位夹具装置,其特征在于,所述驱动电机固定装配在底座的顶部中心,所述驱动电机的输出轴装配在顶旋转座的底部中心。7.根据权利要求6所述的汽车工件加工定位夹具装置,其特征在于,所述定位杆体的左右两端朝下螺纹连接有紧固螺栓,所述紧固螺栓螺纹连接在定位板体的顶部。8.根据权利要求7所述的汽车工件加工定位夹具装置,其特征在于,所述工件搭载板焊接在盘形凸出上。
技术总结
本实用新型公开一种汽车工件加工定位夹具装置,包括顶旋转座上装配连接有两个前后间隔设置的定位杆部件;具体采用定位杆部件包括左右间隔设置的U形装配板,所述U形装配板之间铰接有定位杆体,所述U形装配板上装配连接有销轴杆,所述销轴杆定位在定位杆体的一端;定位杆体之间装配连接有两个左右间隔设置的定位板体,所述定位板体之间固定连接有两个前后间隔设置的垂直杆体;所述顶旋转座的底部转动连接有环体板;顶旋转座的底部装配连接有驱动电机。上述装置部件设计不仅实现在汽车配件加工过程中,能够灵活的调节加工配件的角度,且上述方式设计实现稳固将工件定位夹持。上述方式设计实现稳固将工件定位夹持。上述方式设计实现稳固将工件定位夹持。
技术研发人员:张帆 杨磊 张广涛
受保护的技术使用者:安徽北工汽车部件有限公司
技术研发日:2021.07.26
技术公布日:2022/2/11