1.本实用新型涉及一种航空机械加工技术领域,尤其涉及一种用于解决内置式零件拆卸的工具。
背景技术:
2.航空机械加工制造领域中存在着大量的装配组件,由于航空产品的高性能要求,因此对各零件的配合要求精度高,尤其在液压领域,部分零件间的装配间隙达到微米级别,部分间隙要求属于关重特性要素,因此将各零件严格按照装配要求组装是保证产品性能的重要步骤。在小间隙装配中,偶尔会出现零件安装位置偏置现象,一旦倾斜,则在小间隙中会出现零件卡滞现象,此时会导致产品装配出现问题,无法满足装配要求。
技术实现要素:
3.本实用新型的目的是:提出一种效率高、可扩展性强、高可靠的一种用于解决内置式零件拆卸的工具。
4.本实用新型的技术方案是:一种用于解决内置式零件拆卸的工具,包括施力件、承力件;所述承力件的中心线上设有装配孔,施力件与装配孔螺纹连接。
5.承力件为柱状体。
6.施力件可以通过调整拧入螺纹深度与对中销底面配合。
7.根据壳体内孔直径选取不同长度的施力件。
8.装配孔的轴线与承力件的轴线垂直。
9.施力件与对中销的接触面为水平面。
10.本实用新型解决了小间隙零件在装配过程中容易出现卡滞的问题,其中加工要点在于需要根据内置式零件的结构特点来制作选取相应的施力件,根据通孔类结构来选取合适的承力件,通过该工具来保证零件在组件级的装配间隙要求。本实用新型解决了铝合金大直径薄璧易变形零件壁厚尺寸加工和控制难的问题。
附图说明
11.为了更清楚地说明本实用新型实施例的技术方案,下面将对本实用新型实施例中所需要使用的附图作简单的介绍,显而易见,下面所描述的附图仅仅是本实用新型的一些实施例,对于本领域的技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
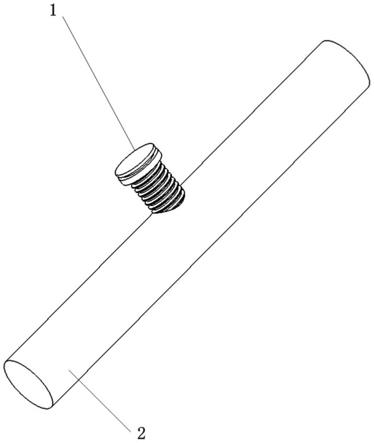
12.图1是本实用新型实施例的工具结构示意图;
13.图2是本实用新型实施例的承力结构示意图;
14.图3是本实用新型实施例的施力结构示意图;
15.图4是本实用新型实施例的一种典型装配件示意图。
16.其中:1-施力件、2-承力件、5-装配孔、6-施力头,7-装配螺纹、8-壳体、9-对中销、
具体实施方式
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
18.下面将详细描述本实用新型的各个方面的特征和示意性实施例。在下面的详细描述中,提出了许多具体细节,以便提供对本实用新型的全面理解。但是,对于本领域的技术人员来说很明显的是,本实用新型可以在不需要这些具体细节中的一些细节的情况下实施。下面对实施例的描述仅仅是为了通过示出本实用新型的示例来提供对本实用新型的更好的理解。本实用新型决不限于下面所提出的任何具体设置和方法,而是在不脱离本实用新型的精神的前提下覆盖了结构、方法、器件的任何改进、替换和修改。在附图和下面的描述中,没有示出公知的结构和技术,以避免对本实用新型造成不必要的模糊。
19.需要说明的是,在不冲突的情况下,本实用新型实施例及实施例中的特征可以互相结合。下面将参考附图并结合实施例来详细说明本实用新型。
20.参考图1-图4,图1所示为装卸工装的装配示意图,包括施力件1,承力件2,图2所示为承力件,包括装配孔5;图3所示为施力件1,结构包括施力头6,装配螺纹7;图4为典型零件装配件,8为壳体,9为对中销。
21.一种用于解决内置式零件拆卸的工具,包括施力件1、承力件2;所述承力件2的中心线上设有装配孔5,施力件1与装配孔5螺纹连接;承力件2为柱状体,具有一定的承力能力;施力件1可以通过调整拧入螺纹深度与对中销9底面配合,施力件1与对中销9的接触面为水平面;根据壳体8内孔直径选取不同长度的施力件1;装配孔5的轴线与承力件2的轴线垂直。
22.使用该工具的方法包括以下步骤:
23.s1,壳体8与对中销9在装配过程中的配合间隙可至微米级别,因此在装配过程中一旦出现轻微倾斜,则会导致对中销9出现卡滞现象,无法满足装配需求;
24.s2,在拆卸对中销9的时候,用力不能太大,否则会破坏零件的自身特征,因此在卸除过程中需要采用合适的方式;
25.s3,根据对中销9的外圆尺寸,确定合适的施力头6直径,一般施力头6直径大于对中销9的外圆直径;
26.s4,确保承力件2穿过壳体8内孔,简单测量施力件1的可操作空间;
27.s5,选取合适的施力件1,并将施力件1与承力件2通过螺纹与装配孔5连接固定,形成完整的装卸工具;
28.s6,将拆卸工具深入壳体8通孔,利用施力头6与对中销9的尺寸依赖关系,将对中销9顶出,从而进行二次安装,保证最终的装配要求。
29.本实用新型解决了小间隙配合加工过程中易出现卡滞的问题,保证了零件级向组件级装配过程中的装配要求和精度要求。
30.需要说明是,在不冲突的情况下,本领域的技术人员可以按实际需要将上述的操作步骤的顺序进行灵活调整,或者将上述步骤进行灵活组合等操作。
31.最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。
技术特征:
1.一种用于解决内置式零件拆卸的工具,其特征在于:包括施力件(1)、承力件(2);所述承力件(2)的中心线上设有装配孔(5),施力件(1)与装配孔(5)螺纹连接。2.如权利要求1所述的用于解决内置式零件拆卸的工具,其特征在于:承力件(2)为柱状体。3.如权利要求1所述的用于解决内置式零件拆卸的工具,其特征在于:施力件(1)可以通过调整拧入螺纹深度与对中销(9)底面配合。4.如权利要求1所述的用于解决内置式零件拆卸的工具,其特征在于:根据壳体(8)内孔直径选取不同长度的施力件(1)。5.如权利要求1所述的用于解决内置式零件拆卸的工具,其特征在于:装配孔(5)的轴线与承力件(2)的轴线垂直。6.如权利要求1所述的用于解决内置式零件拆卸的工具,其特征在于:施力件(1)与对中销(9)的接触面为水平面。
技术总结
本实用新型涉及一种航空机械加工技术领域,尤其涉及一种用于解决内置式零件拆卸的工具;包括施力件(1)、承力件(2);所述承力件(2)的中心线上设有装配孔(5),施力件(1)与装配孔(5)螺纹连接;本实用新型解决了小间隙零件在装配过程中容易出现卡滞的问题,其中加工要点在于需要根据内置式零件的结构特点来制作选取相应的施力件,根据通孔类结构来选取合适的承力件,通过该工具来保证零件在组件级的装配间隙要求。间隙要求。间隙要求。
技术研发人员:王召 李晶 邵凤勇
受保护的技术使用者:中国航空工业集团公司西安飞行自动控制研究所
技术研发日:2021.07.30
技术公布日:2022/2/11