1.本技术属于航空技术领域,尤其涉及一种数控调姿定位组件在飞机装配平台上的安装方法。
背景技术:
2.飞机装配平台是一种将组成飞机大部件的数组或数十组组件通过定位组件或定位器的定位,实现组装的大型专用工艺装备。飞机装配平台主要由固定骨架、定位组件(含定位器,定位器安装支架)、工艺接头、夹紧器、机电设备、工作梯部分等组成。定位组件通常以可拆卸的方式与骨架进行连接。装配平台上定位组件,尤其是大型定位组件(重量超过1000kg)安装通常是先将定位组件中的定位器安装架按照设计要求连接在骨架上,再通过定位器上的激光靶球点坐标值将定位器连接在安装支架上,这种方法技术成熟,能够满足飞机装配需求。
3.目前,飞机装配平台是近年来飞机制造企业在飞机大部件装配过程中开始使用的大型工艺装备。该飞机装配平台由数控调姿态设备(数控调姿态设备为高精密设备)、定位组件、工艺接头、机电设备及工作梯等组成。平台中定位组件与调姿设备通过活动接头进行连接,如果将定位组件尤其是大型定位组件中的定位器安装架与调姿设备连接好后,再安装定位器,不但增加了操作工人的安装难度(安装时需要在空间搭建临时工作梯),同时,定位器安装时产生的巨大的机械振动直接影响到调姿设备的精度和使用寿命。
技术实现要素:
4.为了解决大型组件在非固定骨架上安装的技术难题,本技术提供一种在数控调姿设备上安装大型定位组件的工艺方法。所述技术方案如下:
5.提供一种数控调姿定位组件在飞机装配平台上的安装方法,所述方法包括:
6.调整飞机装配平台中的数控调姿设备的位置,使数控调姿设备与大型定位组件中的定位器安装支架通过活动接头连接;
7.根据定位器安装支架上的n个定位点的坐标值和飞机装配平台的坐标系,将所述定位器安装支架安装在所述飞机装配平台上,所述为n大于或等于3的整数;
8.在所述定位器安装支架上钻制出m个孔,所述m为大于或等于7的整数;
9.在飞机装配平台的坐标系下,对m个孔进行赋值,使得m个孔的每个孔的坐标值为飞机装配平台的坐标系中的坐标值;
10.打开连接所述定位器安装支架与所述数控调姿设备的活动接头,将所述定位器安装支架吊离飞机装配平台,并放置在位于所述飞机装配平台之外的放置架上,并将所述定位器安装支架与所述放置架通过活动接头固定连接;
11.根据所述定位器安装支架上n个定位点的赋值建立与所述飞机装配平台的坐标系相同的目标坐标系;
12.根据多个定位器中每个定位器的坐标点将所述多个定位器安装在所述定位器安
装支架上;
13.打开用于连接所述定位器安装支架与所述放置架的活动接头,将安装有多个定位器的定位器安装支架从所述放置架上移开,移动至所述数控调姿设备上,并通过接头进行连接。
14.可选地,所述根据定位器安装支架上的多个定位点的坐标值和飞机装配平台的坐标系,将所述定位器安装支架安装在所述飞机装配平台上,包括:
15.通过飞机装配平台上的激光跟踪仪监测所述定位器安装支架上的n个定位点的坐标值,判断坐标值是否在所述飞机装配平台的坐标系中;
16.当坐标值在所述飞机装配平台的坐标系中时,将所述定位器安装支架安装在所述飞机装配平台上。
17.可选地,,所述m个孔中每个孔用于安装衬套,衬套用于放置与激光跟踪仪配套使用的激光靶球。
18.可选地,按照定位器安装支架所赋的值,将定位组件通过激光跟踪仪器检测按位器安装支架安装方式将定位组件调整到位;
19.将定位组件上定位器调整到位后按飞机零件上的孔与定位组件上的定位器进行连接,实现对飞机零件的定位安装;
20.飞机零件在飞机装配平台上连接完成后,打开定位器与飞机零件上的连接件,通过对飞机装配平台上的数控调姿设备将定位组件与组合完成后的飞机组合件脱离,将定位组件吊离飞机装配平台,放置在放置架上。
21.可选地,定位组件上定位器通过数控调姿装置调整到位后分别将带有定位孔的飞机零件与定位组件上对应的定位器上的孔通过定位器上自带的连接螺栓进行连接。
22.可选地,激光跟踪仪的测量数值在测量环境无振动条件下读取。
23.可选地,n个定位点在定位器安装支架上的位置不共线,投影面积覆盖定位器安装支架。
24.可选地,m是定位器安装支架与飞机装配平台上数控调姿装置完成连接后制取在定位器安装支架上的孔的数量。
25.本技术提供一种在数控调姿设备上安装大型定位组件的工艺方法,避免了大型定位组件在数控定位设备上安装时巨大机械振动对数控调姿设备产生的危害,既保证了定位组件安装的精度,又确保了调姿设的使用精度和寿命。
附图说明
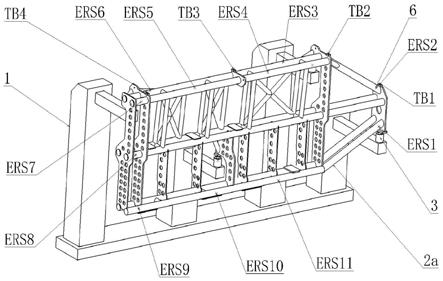
26.图1为本技术提供的一种定位器安装架在数控装配平台上安装示意图;
27.图2为本技术提供的一种定位组件在放置架上的安装示意图图;
28.图3为本技术提供的一种定位组件在数控装配平台上安装示意图;
具体实施方式
29.下面通过具体的实施方式连接附图对本技术作进一步详细说明。
30.本技术提供一种数控调姿定位组件在飞机装配平台上的安装方法,所述方法包括:
31.调整飞机装配平台中的数控调姿设备的位置,使数控调姿设备与大型定位组件中的定位器安装支架通过活动接头连接;
32.根据定位器安装支架上的n个定位点的坐标值和飞机装配平台的坐标系,将所述定位器安装支架安装在所述飞机装配平台上,所述为n大于或等于3的整数;
33.在所述定位器安装支架上钻制出m个孔,所述m为大于或等于7的整数;
34.在飞机装配平台的坐标系下,对m个孔进行赋值,使得m个孔的每个孔的坐标值为飞机装配平台的坐标系中的坐标值;
35.打开连接所述定位器安装支架与所述数控调姿设备的活动接头,将所述定位器安装支架吊离飞机装配平台,并放置在位于所述飞机装配平台之外的放置架上,并将所述定位器安装支架与所述放置架通过活动接头固定连接;
36.根据所述定位器安装支架上n个定位点的赋值建立与所述飞机装配平台的坐标系相同的目标坐标系;
37.根据多个定位器中每个定位器的坐标点将所述多个定位器安装在所述定位器安装支架上;
38.打开用于连接所述定位器安装支架与所述放置架的活动接头,将安装有多个定位器的定位器安装支架从所述放置架上移开,移动至所述数控调姿设备上,并通过接头进行连接。
39.可选地,所述根据定位器安装支架上的多个定位点的坐标值和飞机装配平台的坐标系,将所述定位器安装支架安装在所述飞机装配平台上,包括:
40.通过飞机装配平台上的激光跟踪仪监测所述定位器安装支架上的n个定位点的坐标值,判断坐标值是否在所述飞机装配平台的坐标系中;
41.当坐标值在所述飞机装配平台的坐标系中时,将所述定位器安装支架安装在所述飞机装配平台上。
42.可选地,所述m个孔中每个孔用于安装衬套,衬套用于放置与激光跟踪仪配套使用的激光靶球。
43.可选地,定位器安装支架所赋的值,将定位组件按照步通过激光跟踪仪器检测按位器安装支架安装方法将定位组件调整到位。
44.将定位组件上定位器调整到位后按飞机零件上的孔与定位组件上的定位器进行连接,实现对飞机零件的定位安装;
45.飞机零件在飞机装配平台上连接完成后,打开定位器与飞机零件上的连接件,通过对飞机装配平台上的数控调姿设备将定位组件与组合完成后的飞机组合件脱离,将定位组件吊离飞机装配平台,放置在放置架上。
46.可选地,所述按飞机零件上的孔与定位组件上的定位器进行连接,包括:
47.定位组件上定位器通过数控调姿装置调整到位后分别将带有定位孔的飞机零件与定位组件上对应的定位器上的孔通过定位器上自带的连接螺栓进行连接。
48.可选地,激光跟踪仪是定位器安装支架分别与飞机装配平台上数控调姿装置和放置在放置架连接时的测量仪器,环境温度满足预设要求,测量数值需在测量环境无振动条件下读取。
49.可选地,n个定位点在定位器安装支架上的位置不可共线,投影面积覆盖定位器安
装支架,是定位器安装支架分别与飞机装配平台上数控调姿装置和放置在放置架连接的测量基准。
50.可选地,m是定位器安装支架与飞机装配平台上数控调姿装置完成连接后制取在定位器安装支架上的孔的数量,是定位器安装支架从数控调姿装置移动至放置在放置架上固定后安装定位组件上定位器的测量安装基准。
51.本技术提供一种在数控调姿设备上安装大型定位组件的工艺方法,避免了大型定位组件在数控定位设备上安装时巨大机械振动对数控调姿设备产生的危害,既保证了定位组件安装的精度,又确保了调姿设的使用精度和寿命。如图1、2、3所示,包括:数控调姿设备1,定位组件,定位器安装支架2a,定位器2b 1,定位器2c,定位器2d,定位器2e,定位器2f,定位器2g,活动接头3,放置架4,活动接头5,衬套6。
52.结合附图对本数控调姿设备上安装大型定位组件的工艺方法作详细说明:
53.步骤一:调整飞机装配平台中的数控调姿设备1,使其与定位组中的定位器安装支架2a,通过活动接头3连接牢靠,见图1;
54.步骤二:在飞机装配平台预先设置的飞机坐标系下,通过安装在飞机装配平台上激光跟踪仪的监测,按定位器安装支架2a上设计给出不少于3个,且不共线的点的定位点的坐标值(飞机装配平台上坐标系下的坐标值),并按tb1、tb2、tb3
……
依次编号。定位点的范围尽量覆盖整个定位器安装支架2a,通过对数控调姿设备1的调整使其接近或达到设计给出的理论值(每个点单方向偏差控制在10mm以内),确保定位器安装支架2a在数控装配平台中的安装位置在可控范围内;
55.步骤三:在定位器安装支架2a上钻制出不少于7个孔,尽量覆盖整个定位器安装支架2a,钻制的孔用来安装激光测量点(ers)用衬套6,测量点(ers)编号依次为:ers1、ers2、ers3
……
;
56.步骤四:在飞机装配平台设置的飞机坐标系下,分别对ers1、ers2、ers3
……
,进行坐标赋值(ers);
57.步骤五:打开定位器安装支架2a与数控调姿设备1的连接接头3,将定位器安装支架2a吊离数控装配平台,放置在位于数控装配平台之外的放置架4上,并通过活动接头接头5与其连接固定;
58.步骤六:依据定位器安装支架2a上ers1、ers2、ers3
……
的赋值建立坐标系;
59.步骤七:依据定位器2b、定位器2c、定位器2d
……
上设计给出的定位器安装坐标值(otp值)在激光跟踪仪的检测下,将其连接固定在定位器安装支架2a上。即:定位组件2,见图2;
60.步骤七:打开活动接头接头5,将定位组件2吊离放置架4;
61.步骤八:按照步骤四中定位器安装支架2a所赋的值,将定位组件2按照步骤一、二中定位器安装支架2a安装方法将定位组2调整到位,见图3;
62.步骤九:先将定位组件2上的定位器2b、2c、2d
……
调整到位,再通过器定位器上设置的连接螺栓实现飞机零件与定位器的定位连接,形成飞机组合件;
63.步骤十:打开定位器与飞机组合件的连接螺栓,通过数控调姿设备1将定位组件与飞机组合件脱离;
64.步骤十一:将定位组件02吊离数控安装平台1,放置在放置架04上见图2。
65.本技术提供一种在数控调姿设备上安装大型定位组件的工艺方法,避免了大型定位组件在数控定位设备上安装时巨大机械振动对数控调姿设备产生的危害,既保证了定位组件安装的精度,又确保了调姿设的使用精度和寿命。
66.以上仅表达了本技术的实施方式,其描述较为具体和详细,但且不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。