1.本发明涉及汽车桥壳制造领域,尤其涉及一种汽车桥壳快速精准定位夹紧工装。
背景技术:
2.近几十年来,我国汽车工业得到了飞速的发展,汽车零件加工制造作为汽车工业的一个重要支撑支柱,同样跟随着迅速发展;桥壳是汽车零件加工制造业的重要内容之一。
3.桥壳既是传动系统的组成部分也是行驶系统的组成部分,对桥壳进行加工时,往往需要使用到定位夹紧工装;目前,桥壳在工装上的定位夹紧过程中,常常出现以下问题:(1)工装非关键支撑点或夹紧点较多,桥壳在上道工序加工后常常存在尺寸偏差,尤其是非关键部位尺寸,判定合格的尺寸偏差范围较大,易出现支撑点与夹紧点干涉导致桥壳与工装基准面无法完全贴合;(2)桥壳两臂长度往往存在细微差别,易出现桥壳放反而工装检测不到问题。
4.为了解决上述问题,常常需要很高的人工参与度,按步骤通常表现为:1)桥壳是否放反检测;2)桥壳夹紧前位置定位精度检测;3)桥壳夹紧后位置定位精度检测。
5.然而,由于人为不确定因素较多,劳动强度大,常常出现产品精度差的问题;除此之外,由于桥壳型号种类较多,更换生产型号时常常需要更换工装或在原工装上进行大幅变动和调试,给连续生产带来极大不便。
技术实现要素:
6.为了解决上述问题,本发明提出了一种汽车桥壳快速精准定位夹紧工装,具体技术方案如下:一种汽车桥壳快速精准定位夹紧工装,包括:车桥工装框架,所述车桥工装框架与车桥轴向对应的两侧分别固定安装有端面夹紧机构,所述车桥工装框架下方固定安装有若干个底部支撑机构,且上方固定安装有若干个上部压紧机构;所述车桥工装框架下方滑动安装有中部对位机构,且固定安装有传感器。
7.进一步地,所述中部对位机构包括:中部驱动机构和中部支撑机构,所述中部驱动机构滑动安装在所述车桥工装框架下方,所述中部支撑机构固定安装在所述中部对位机构上。
8.进一步地,所述传感器固定安装在所述车桥工装框架上,用于检测所述对位机构安装架在所述车桥工装框架上的位移距离。
9.进一步地,所述车桥工装框架上固定连接有滑轨,所述中部驱动机构包括:对位机构安装架、顶杆,所述对位机构安装架滑动连接在所述滑轨上,所述对位机构安装架上固定连接有驱动电机,所述驱动电机的输出轴上固定连接有小锥齿轮;所述对位机构安装架上还转动连接有大锥齿轮,且与所述小锥齿轮啮合连接;所述大锥齿轮中部开设有孔,所述孔内部设有螺纹,所述顶杆上设有螺纹,所述顶杆一端通过螺纹啮合连接在所述大锥齿轮中部开设的孔内,另一端固定连接有中部支撑机构。
10.进一步地,所述中部支撑机构包括:支撑块、滑杆、连接杆和支撑件,所述支撑块内部中空、侧壁开设有避空,且上端固定连接有连接块;所述支撑块下端与所述顶杆固定连接;所述支撑件下端穿过所述连接块,与所述支撑块内部滑动连接;所述支撑件通过弹簧与所述支撑块弹性连接,并且通过所述避空与所述安装架固定连接;所述连接杆设为若干个,每一个所述连接杆一端均转动连接在所述连接块上,另一端均转动连接有移动件;所述移动件滑动连接在所述支撑件边缘处。
11.进一步地,所述支撑块内部固定连接有螺杆,且与所述支撑件滑动连接;所述支撑件内部转动连接有异形盘,所述异形盘上设有孔,所述孔内设有螺纹,通过螺纹与所述螺杆啮合连接;所述滑杆设为若干个,均滑动连接在所述支撑件内部,且均通过滑杆弹簧与支撑件弹性连接;每个所述滑杆一端均固定连接有移动件,且另一端与所述异形盘接触。
12.进一步地,所述端面夹紧机构包括:夹紧装置安装板、上下连接板,所述夹紧装置安装板固定安装在所述车桥工装框架上;所述夹紧装置安装板上方固定安装有滑轨,所述滑轨上滑动连接有卡盘安装板,所述卡盘安装板上固定连接有卡盘,所述卡盘的抓手上转动连接有圆筒;所述夹紧装置安装板下方固定安装有夹紧驱动装置,所述上下连接板一端与所述夹紧驱动装置输出端固定连接,另一端与所述卡盘安装板固定连接;所述卡盘安装板上固定连接有若干个锁死机构。
13.进一步地,所述锁死机构包括:锁死安装块,所述锁死安装块固定安装在所述卡盘安装板上,所述锁死安装块内部啮合连接有锁死螺杆,所述锁死螺杆下方转动连接有锁死块,上方啮合连接有锁死螺母,所述锁死螺母位于所述锁死安装块上方;所述夹紧装置安装板上固定连接有锁死轨,且位于所述锁死块正下方。
14.进一步地,所述上部压紧装置包括:夹紧安装架、内连接板、外连接板、压盘安装板,所述夹紧安装架固定安装在所述车桥工装框架上,所述夹紧安装架上转动连接有夹紧驱动装置;所述外连接版一端与所述夹紧驱动装置输出端转动连接,另一端与所述夹紧安装架转动连接;所述压盘安装板一端与所述夹紧安装架固定连接,另一端固定连接有压盘;所述内连接板一端与所述夹紧驱动装置的输出端转动连接,另一端与所述压盘安装板转动连接。
15.进一步地,底部支撑机构包括:支撑机构安装板、支撑桶安装板,所述支撑机构安装板固定安装在所述车桥工装框架上,所述支撑机构安装板上固定连接有两个缓冲装置,且相对于桥壳轴向对称,两个所述缓冲装置上方分别固定连接所述支撑桶安装板的两端,所述支撑桶安装板上转动连接有支撑桶。
16.进一步地,所述缓冲装置包括:缓冲装置下壳、缓冲装置上壳,所述缓冲装置下壳固定安装在所述支撑机构安装板上,所述缓冲装置上壳上端与所述支撑桶安装版固定连接,所述缓冲装置下壳与所述缓冲装置上壳之间通过缓冲弹簧弹性连接,且所述缓冲装置上壳下端滑动连接在所述缓冲装置下壳内部。
17.进一步地,所述车桥工装框架上还滑动连接有若干个滑块,所述滑块滑动方向与所述支撑桶转动轴平行。
18.由于本发明采用了上述技术方案,本发明具有以下优点:(1)本发明在安装桥壳时,使用桥壳上的加强圈和两端轴长作为定位,由于加强圈与两轴长均为关键部位,误差较小,所以使用加强圈与两轴长作为定位基准,可以提高桥壳
安装的精准度,减小后续操作的误差。
19.(2)本发明通过中部对位机构,可以以加强圈为基准进行快速的定位,并且可以判断桥壳加强圈是否贴紧工装,或者发生倾斜;在桥壳安装后可以从桥壳中部进行夹紧,并且对齐进行矫正,如果矫正不成功,中部对位机构会发出提醒,防止对后续加工造成影响。
20.(3)本发明通过端面夹紧机构和传感器的配合,在遇到桥壳两臂长度不相等时可以实现自动判断桥壳放置是否相反。
21.(4)本发明可以适应近似型号的桥壳,无需更换工装,只需更改程序以及对端面夹紧机构简单调整即可。
22.(5)本发明通过端面夹紧机构、上部压紧机构、底部支撑机构和中部对位机构之间的相互配合,可以实现将汽车桥壳快速准确的安装到工装上,并且中部对位机构和端面夹紧机构的相互配合,使桥壳中心始终处于工装中心,避免了人工安装对准的麻烦。
附图说明
23.图1为本发明安装桥壳后整体结构示意图。
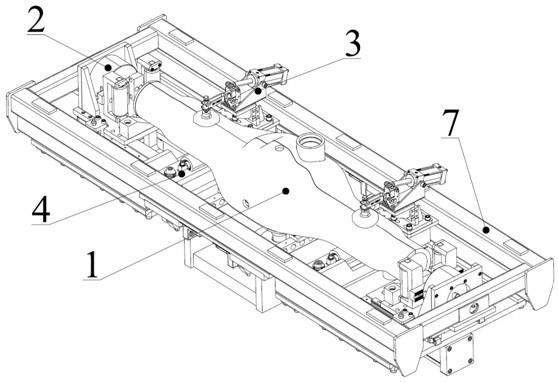
24.图2为本发明整体结构示意图。
25.图3为本发明整体结构另一角度示意图。
26.图4为本发明中部对位机构整体结构示意图。
27.图5为本发明中部对位机构部分结构示意图。
28.图6为本发明中部对位机构部分结构剖面示意图。
29.图7为本发明中部对位机构部分结构另一角度剖面示意图。
30.图8为本发明支撑块与支撑件连接关系示意图。
31.图9为本发明端面夹紧机构整体结构示意图。
32.图10为本发明端面夹紧机构整体结构下方角度示意图。
33.图11为本发明端面夹紧机构整体结构另一角度示意图。
34.图12为本发明图11中a出结构放大示意图。
35.图13为本发明上部压紧机构整体结构示意图。
36.图14为本发明上部压紧机构部分机构示意图。
37.图15为本发明底部支撑机构整体结构示意图。
38.图16为本发明底部支撑机构整体结构剖面示意图。
39.图17为本发明车桥工装框架结构示意图。
40.附图标号:2-端面夹紧机构;3-上部压紧机构;4-底部支撑机构;5-中部对位机构;6-传感器;7-车桥工装框架;201-夹紧装置安装板;202-卡盘;203-圆筒;204-锁死机构;205-卡盘安装板;206-上下连接板;207-夹紧驱动装置;208-滑轨;2041-锁死安装块;2042-锁死螺杆;2043-锁死螺母;2044-锁死块;2045-锁死轨;301-夹紧驱动装置;302-夹紧安装架;303-内连接板;304-外连接板;305-压盘安装板;306-压盘;401-缓冲装置;402-支撑机构安装板;403-支撑桶安装板;404-支撑桶;4011-缓冲装置下壳;4012-缓冲弹簧;4013-缓冲装置上壳;501-对位机构安装架;502-驱动电机;503-小锥齿轮;504-大锥齿轮;505-顶杆;506-支撑块;508-异形盘;509-移动件;510-滑杆;511-连接杆;512-弹簧;513-螺杆;514-支撑件;701-滑轨;702-滑块。
具体实施方式
41.本发明公开了一种汽车桥壳快速精准定位夹紧工装,下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;实施例,如图1-3所示,一种汽车桥壳快速精准定位夹紧工装,包括:车桥工装框架7,车桥工装框架7与车桥轴向对应的两侧分别固定安装有端面夹紧机构2,车桥工装框架7下方固定安装有两个底部支撑机构4,且上方固定安装有两个上部压紧机构3,车桥工装框架7下方滑动安装有中部对位机构5、还固定安装有四个传感器6,分别位于对位机构安装架四角,传感器6固定安装在车桥工装框架7上,用于检测对位机构安装架501在车桥工装框架7上的位移距离;中部对位机构5的中心与车桥工装框架7的中心对齐,端面夹紧机构2安装在车桥轴向两侧两侧,用于轴向方向的夹紧,上部压紧机构3从车桥上方对车桥进行压紧,底部支撑机构4用于支撑车桥,传感器6设为直线位移传感器,直线位移传感器的拉杆与对位机构安装架501固定连接,中部对位机构5在滑轨701上滑动时,直线位移传感器可以实时的显示出中部对位机构5在滑轨701上移动的距离,如果超过允许的位移距离,则会发出提醒,告知操作人员,偏差过大需要手动进行调整。
43.具体的,如图4所示,中部对位机构5包括:中部驱动机构和中部支撑机构,中部驱动机构滑动安装在车桥工装框架7下方,中部支撑机构固定安装在中部对位机构上;中部驱动装置为中部支撑机构提供动力。
44.具体的,如图4-6所示,车桥工装框架7上固定连接有滑轨701,中部驱动机构包括:对位机构安装架501、顶杆505,对位机构安装架501滑动连接在滑轨701上,对位机构安装架501上固定连接有驱动电机502,驱动电机502的输出轴上固定连接有小锥齿轮503;对位机构安装架501上还转动连接有大锥齿轮504,且与小锥齿轮503啮合连接;大锥齿轮504中部开设有孔,孔内部设有螺纹,顶杆505上设有螺纹,顶杆505一端通过螺纹啮合连接在大锥齿轮504中部开设的孔内,另一端固定连接有中部支撑机构;中部对位机构5滑动连接在车桥工装框架7下方的滑轨701上,可以沿桥壳轴线方向进行滑动;驱动电机502为整个中部对位装置5提供动力,当驱动电机502启动时,通过小锥齿轮503使得大锥齿轮504转动,由于顶杆505啮合连接在大锥齿轮504上,使得顶杆505上升;大锥齿轮504通过双列圆锥滚子轴承转动连接在对位机构安装架501上;驱动电机502设为伺服电机,设置为输出行程与输出力矩向匹配,即当输出行程一定,其输出力矩一定,如果输出力矩达到预先设定的顶紧加强圈的力时,同时伺服电机的输出轴转动圈数却未达到设定值,即表示桥壳处于倾斜或没有贴紧工装,此时会发出提醒,告知操作人员桥壳没有与工装水平,或没有贴紧工装。
45.具体的,如图6-8所示,中部支撑机构包括:支撑块506、滑杆510、连接杆511和支撑件514,支撑块506内部中空、侧壁开设有避空,且上端固定连接有连接块;支撑块506下端与顶杆505固定连接;支撑件514下端穿过连接块,与支撑块506内部滑动连接;支撑件514通过
弹簧512与支撑块506弹性连接,并且通过所述避空与所述安装架501固定连接;连接杆511设为若干个,每一个连接杆511一端均转动连接在连接块上,另一端均转动连接有移动件509;移动件509滑动连接在支撑件514边缘处;支撑块506内部固定连接有螺杆513,且与支撑件514滑动连接;支撑件514内部转动连接有异形盘508,异形盘508上设有孔,孔内设有螺纹,通过螺纹与螺杆513啮合连接;滑杆510设为两个,均滑动连接在支撑件514内部,且均通过滑杆弹簧与支撑件514弹性连接;每个滑杆510一端均固定连接有移动件509,且另一端与异形盘508接触;支撑件514上端为椭圆形壳体,且在安装桥壳后与桥壳加强圈平行,大小为椭圆四周距离加强圈3至5厘米;异形盘508为椭圆形圆盘;连接杆511设在椭圆小径上,并关于椭圆大径对称;滑杆510设在椭圆大径上;当顶杆505上升时,支撑块506被顶起,通过两个连接杆511使得与椭圆小径上的移动件509向外移动,从而顶住桥壳加强圈内径;同时由于螺杆513固定连接在支撑块506内部,螺杆513也会跟随支撑块506上升,使得异形盘508转动,使得支撑件514大径上的移动件509通过滑杆510被向外推开,从而顶住桥壳加强圈内壁,当桥壳加工完成后,由驱动电机502控制顶杆505下降,不在顶住支撑块506,通过弹簧512使得与支撑件514小径滑动连接的移动件509复位,不在顶住桥壳加强圈,同时,由于没有力的支撑,滑杆510上的滑杆弹簧回弹,使得与支撑件514大径滑动连接的移动件509复位,并使得异形盘508复位,螺杆513下降;异形盘508上下均通过轴承与支撑件514转动连接,滑杆510与异形盘508接触的一端为光滑斜面;具体的,如图9-11所示,端面夹紧机构2包括:夹紧装置安装板201、上下连接板206,夹紧装置安装板201固定安装在车桥工装框架7上;夹紧装置安装板201上方固定安装有滑轨208,滑轨208上滑动连接有卡盘安装板205,卡盘安装板205上固定连接有卡盘202,卡盘202的抓手上转动连接有圆筒203;夹紧装置安装板201下方固定安装有夹紧驱动装置207,上下连接板206一端与夹紧驱动装置207输出端固定连接,另一端与卡盘安装板205固定连接;卡盘安装板205上固定连接有若干个锁死机构204;夹紧驱动装置207设为气缸,气缸的输出端与上下连接板206固定连接,卡盘202为二爪中空动力卡盘,两个抓手为左右水平布置,抓手上竖直转动连接有圆筒203;当对桥壳进行夹紧时,气缸启动,两侧的端面夹紧机构向内运动,使得桥壳两轴头位于二抓中空动力卡盘的两抓手之间,圆筒203用于方便桥壳轴头进入二抓中空动力卡盘两抓手之间,以滚动摩擦代替滑动摩擦;随后二爪中空动力卡盘启动,向内夹紧,由圆筒203夹紧桥壳两轴;如果由于其中一个气缸损坏导致推动力矩发生改变,或者桥壳安装方向相反,桥壳则会被推动偏离工装中心,此时,传感器6即直线位移传感器,则会发出提醒,告知操作人员发生错误,防止后续加工出现问题。
46.具体的,如图12所示,锁死机构204包括:锁死安装块2041,锁死安装块2041固定安装在卡盘安装板205上,锁死安装块2041内部啮合连接有锁死螺杆2042,锁死螺杆2042下方转动连接有锁死块2044,上方啮合连接有锁死螺母2043,锁死螺母2043位于锁死安装块2041上方;夹紧装置安装板201上固定连接有锁死轨2045,且位于锁死块2044正下方;锁死轨2045上方设有齿,锁死块下方设有齿,在端面夹紧机构2夹紧桥壳后,且未发生错误后,由操作人员旋动锁死螺杆2042使锁死块2044压紧锁死轨2045,随后旋紧锁死螺母2043使得锁死螺杆2042被固定,端面夹紧机构2被固定,桥壳轴向被固定。
47.具体的,如图13-14所示,上部压紧装置3包括:夹紧安装架302、内连接板303、外连接板304、压盘安装板305,夹紧安装架302固定安装在车桥工装框架7上,夹紧安装架302上
转动连接有夹紧驱动装置301;外连接版304一端与夹紧驱动装置301输出端转动连接,另一端与夹紧安装架302转动连接;压盘安装板305一端与夹紧安装架302固定连接,另一端固定连接有压盘306;内连接板303一端与夹紧驱动装置301的输出端转动连接,另一端与压盘安装板305转动连接,夹紧驱动装置301为气缸,气缸本体与夹紧安装架302转动连接,气缸输出端与内连接板303和外连接版304转动连接,气缸伸长时,通过内连接板将压盘安装板305被下压,桥壳被压盘306压住。
48.具体的,如图15-16所示,底部支撑机构4包括:支撑机构安装板402、支撑桶安装板403,支撑机构安装板402固定安装在车桥工装框架7上,支撑机构安装板402上固定连接有两个缓冲装置401,且相对于桥壳轴向对称,两个缓冲装置401上方分别固定连接支撑桶安装板403的两端,支撑桶安装板403上转动连接有支撑桶404;缓冲装置401在桥壳放下时提供缓冲作用,支撑桶404可以使中部对位机构5在对位桥壳位置时,提供滚动摩擦,避免滑动摩擦过大,转动方向沿桥壳轴线方向,伺服电机输出力矩与输出形成不对应,使得中部对位机构5产生错位判断,发生错误提醒。
49.具体的,如图16所示,缓冲装置401包括:缓冲装置下壳4011、缓冲装置上壳4013,缓冲装置下壳4011固定安装在支撑机构安装板402上,缓冲装置上壳4013上端与支撑桶安装版403固定连接,缓冲装置下壳4011与缓冲装置上壳4013之间通过缓冲弹簧4012弹性连接,且缓冲装置上壳4013下端滑动连接在缓冲装置下壳4011内部;在桥壳放到工装上时,桥壳与支撑桶404接触,且在上部压紧装置3下压桥壳时,缓冲装置401被挤压,防止损坏桥壳或者上部压紧装置,且缓冲装置上壳4013挤压弹簧4012使得桥壳受到向上的力,因此桥壳同时收到上下两个力,上下不在可移动。
50.具体的,如图17所示,车桥工装框架7上还滑动连接有四个滑块702,位于中部对位机构5两侧,分别设有两个,滑块702滑动方向沿桥壳径向方向,在桥壳放到工装上时,桥壳底端与四个滑块702接触,如果桥壳中心放置位置偏移工装中心,中部对位机构5会对桥壳自动进行对位,通过四个滑块702使得在对位过程中,桥壳可以通过滑块进行径向的滑动,避免了桥壳底端直接与工装框架滑动,大大减小了摩擦力。
51.以上固定安装方式如无特殊说明,均使用内六角圆头螺钉固定连接。
52.工作原理:首先由操作人员将桥壳放置到工装上,启动中部对位机构5,由中部对位机构5在顶紧桥壳加强圈的同时,通过滑块702与支撑桶404使桥壳与中部对位机构同心,如果此时顶紧后处于倾斜或没有与贴紧工装,会造成伺服电机输出的行程与力矩不相匹配,此时发出提醒,告知操作人员,需要手动进行调整;如果没有发出提醒,端面夹紧机构2启动,两个端面夹紧机构2同时沿桥壳轴线向内运动;由二爪中空动力卡盘上的圆筒203提供滚动摩擦力,方便桥壳两侧轴头进入两圆筒203之间;此时如果传感器6发出提醒,则说明夹紧驱动装置207没有按照设定的力矩和行程进行推进,即桥壳可能放置反向或者端面夹紧机构2发生问题,桥壳中心被推移工装中心;此时需要对端面夹紧机构2以及桥壳是否放置反向进行检查,如果传感器6没有发出提醒,则继续进行,二爪中空动力卡盘启动,由两个圆筒203向内运动对桥壳进行夹紧;然后旋动锁死螺母2043,使得夹紧驱动装置2被锁住,不可在车桥工装框架7上轴向移动,此时启动上部压紧装置3从桥壳上端对其进行压紧,底部支撑机构4可为其提供缓冲。