1.本发明属于烟草机械设备领域,尤其是涉及一种在线吹空烟管装置及其控制方法。
背景技术:
2.在烟草行业中,研发新产品是一个非常频繁也重要的事,对于烟丝配方的研发以及新产品的研制,需要用到大量的空烟管作为研发基础。
3.空烟管主要是有滤棒以及卷烟纸和水松纸组合而成,与平常的卷烟相比,差别是空烟管没有烟丝。研发人员需要将新配方的烟丝塞入到空烟管中形成一只完成的卷烟,并对其进行评析及改进。
4.由于空烟管无法在设备中卷制而成,因此只能靠人工对完整的卷烟将其烟丝去掉制作成空烟管,这样不仅效率低,其次还容易产生很多不合格的空烟管。
5.如公开号为cn211740656u的中国专利文献公开了一种高效的成品烟支烟丝取出装置,包括高压气源、气管、空气控制阀和吹气枪管,吹气枪管通过空气控制阀、气管与所述高压气源连通,吹气枪管的末端连接有烟支放置装置;烟支放置装置包括与所述吹气枪管连通的筒体,以及与筒体连接的圆弧形管片。该设计在使用时,通过控制空气控制阀,向烟支放置装置内的烟支吹气,使烟支内的烟丝吹出。但是,该装置的烟支需要用手指压紧,使烟支过滤嘴一部分恰好塞入筒体中,另一部分压在圆弧形管片内的凸起物上,因此该装置取出烟丝的效率较低。
6.公开号为cn207519610u的中国专利文献公开了一种烟支用新型烟丝剔除工具,它包括烟支插放装置和压缩空气接入装置,烟支插放装置包括同轴一体设置的滤嘴套筒和烟管套筒,滤嘴套筒的内径与待处理烟支的滤嘴相适配,烟管套筒的内径大于待处理烟支的烟管直径,且烟管套筒与对应的烟管之间设有烟管夹持结构,烟管夹持结构包括环绕烟管周向均匀设置的至少两个夹持部,夹持部内侧设为与烟管相适配的弧面,夹持部外侧固定设置沿径向向外伸出的导向轴,导向轴滑动穿过烟管套筒,且导向轴位于夹持部与烟管套筒之间的位置套设有压簧,压簧的两端分别与对应的夹持部和烟管套筒抵接。但是,该装置无法进行批量剔除,效率较低。
技术实现要素:
7.为解决现有技术存在的上述问题,本发明提供了一种在线吹空烟管装置及其控制方法,大大提高制作空烟管的效率,同时也保证了卷烟的卫生安全。
8.一种在线吹空烟管装置,包括固定支架以及安装在固定支架上的烟支料斗和鼓轮输送装置,所述鼓轮输送装置为横卧放置的圆筒形结构,鼓轮输送装置上端的圆弧面正对烟支料斗下端的出料口;
9.所述的鼓轮输送装置沿圆周面均匀设有多个弧形凹槽,所述弧形凹槽的内径略大于烟支的外径,用于在鼓轮输送装置转动过程装填烟支料斗出料口处的烟支;所述的鼓轮
输送装置与伺服电机的输出端连接;
10.所述鼓轮输送装置的其中一侧圆周面外部设有弧形挡板,用于防止烟支从弧形凹槽中掉出;所述的弧形挡板上设有一缺口,缺口处设有与烟支配合的压轮和吹丝装置;
11.所述的伺服电机与吹丝装置均与plc控制器电连接。
12.进一步地,所述鼓轮输送装置的下方设有输送带,用于在鼓轮输送装置旋转过程中输送从弧形凹槽中掉落的空烟管。
13.进一步地,所述烟支料斗的内部在靠近出料口壁面的位置设有拨烟辊,所述拨烟辊与鼓轮输送装置通过同步带连接,拨烟辊的转动方向与鼓轮输送装置相同,用于将烟支拨入弧形凹槽。
14.进一步地,所述拨烟辊与弧形凹槽底部的最近距离略大于烟支直径,拨烟辊与鼓轮输送装置的最近距离小于烟支直径。
15.进一步地,所述的烟支料斗为v字型结构,其内腔的厚度与烟支长度相匹配。
16.进一步地,所述鼓轮输送装置在与弧形挡板相对的一侧靠近下方位置设有铲刀,所述的铲刀与弧形凹槽相配合,用于将弧形凹槽中未掉落的烟支铲落。
17.进一步地,所述的吹丝装置包括吹气管和喷嘴,所述的吹丝装置通过喷嘴与烟支滤棒贴合并吹出空气。
18.进一步地,所述的弧形挡板安装在鼓轮输送装置的边缘,与鼓轮输送装置之间的间距为烟支直径减去弧形凹槽的深度。
19.本发明还提供了上述在线吹空烟管装置的控制方法,包括以下控制过程:
20.plc控制器控制伺服电机带动鼓轮输送装置和拨烟辊同时转动,鼓轮输送装置转动过程中,在拨烟辊的配合作用下,弧形凹槽依次装填烟支料斗出料口处的烟支;
21.当弧形凹槽中的烟支在转动到压轮位置时,烟支在压轮以及弧形凹槽的作用下被夹在中间,plc控制器控制吹丝装置的喷嘴喷出高压气体,将烟支中的烟丝吹出,形成空烟管;
22.空烟管在鼓轮输送装置以及弧形挡板的作用下继续运输,掉落到输送带上。
23.与现有技术相比,本发明具有以下有益效果:
24.本发明通过设置带弧形凹槽的鼓轮输送装置,同时配合压轮和吹丝装置,在plc控制器的作用下,可以自动化的完成卷烟的吹丝工作,将烟丝吹出形成满足要求的空烟管,最后将空烟管进行集中汇合。整个吹丝效率高,不仅劳动效率大大提高,烟管良品率也显著提升。
附图说明
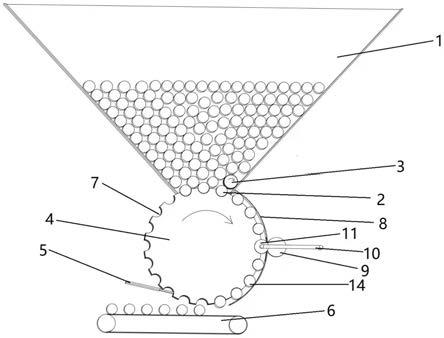
25.图1为本发明在线吹空烟管装置的整体结构示意图;
26.图2为本发明在线吹空烟管装置的俯视示意图;
27.图3为本发明实施例中在线吹空烟管装置的电路控制图。
28.图中:1-烟支料斗;2-烟支;3-拨烟辊;4-鼓轮输送装置;5-铲刀;6-输送带;7-弧形凹槽;8-弧形挡板;9-压轮;10-吹气管;11-喷嘴;12-伺服电机;13-同步带;14-空烟管。
具体实施方式
29.下面结合附图和实施例对本发明做进一步详细描述,需要指出的是,以下所述实施例旨在便于对本发明的理解,而对其不起任何限定作用。
30.如图1~2所示,一种在线吹空烟管装置,包括固定支架以及安装在固定支架上的烟支料斗1和鼓轮输送装置4。烟支料斗1为v字型结构,其内腔的厚度与烟支2的长度相匹配。鼓轮输送装置4为横卧放置的圆筒形结构,鼓轮输送装置4上端的圆弧面正对烟支料斗1下端的出料口。
31.鼓轮输送装置4沿圆周面均匀设有一系列弧形凹槽7,弧形凹槽7的内径略大于烟支的外径,形状可以为一半圆或半圆弧,主要用于在鼓轮输送装置4转动过程依次装填烟支料斗1出料口处的烟支。
32.鼓轮输送装置4与伺服电机12的输出端连接,通过伺服电机12带动鼓轮输送装置4旋转。
33.鼓轮输送装置4的其中一侧圆周面外部设有弧形挡板8,弧形凹槽7中装填的烟支被弧形挡板8限位,防止烟支从弧形凹槽7中掉出。弧形挡板8上设有一缺口,缺口处设有与烟支配合的压轮9和吹丝装置。吹丝装置包括吹气管10和喷嘴11,吹丝装置通过喷嘴11与烟支滤棒贴合并吹出空气。
34.伺服电机12与吹丝装置均与plc控制器电连接,通过plc控制器控制伺服电机12的转动以及吹丝装置的吹气。
35.鼓轮输送装置4的下方设有输送带6,输送带6用于在鼓轮输送装置4旋转过程中输送从弧形凹槽7中掉落的空烟管。
36.鼓轮输送装置4在与弧形挡板8相对的一侧靠近下方位置设有铲刀5,铲刀5与弧形凹槽7相配合,用于将弧形凹槽7中未掉落的烟支铲落。
37.为了让烟支料斗1里的烟支进入到弧形凹槽7且确保每个弧形凹槽7只能有一支烟支进入,烟支料斗1的内部在靠近出料口壁面的位置设有拨烟辊3。拨烟辊3与鼓轮输送装置4通过同步带13连接,拨烟辊3的转动方向与鼓轮输送装置4相同,用于将烟支拨入弧形凹槽7。
38.拨烟辊3与弧形凹槽7底部的最近距离略大于烟支直径,拨烟辊3与鼓轮输送装置4的最近距离小于烟支直径。该设置防止没有进入弧形凹槽7的烟支离开烟支料斗1,从而避免了弧形挡板8内烟支卡壳。
39.弧形挡板8安装在鼓轮输送装置4的边缘,与鼓轮输送装置4之间的间距为烟支直径减去弧形凹槽7的深度。
40.整个装置的工作流程如下:
41.成品的烟支2放入烟支料斗1中,鼓轮输送装置4在伺服电机12的带动下转动,鼓轮输送装置4的弧形凹槽7直径略大与烟支2,拨烟辊3与鼓轮输送装置4通过同步带13相连接,转向与鼓轮输送装置4转向一样。拨烟辊3确保烟支2进入到鼓轮输送装置4的弧形凹槽7中,进入鼓轮输送装置4弧形凹槽7的烟支随着鼓轮输送装置4以及弧形挡板8之间输送至吹丝部位,烟支在压轮9以及鼓轮输送装置4的作用下被夹在中间,吹丝装置的喷嘴11喷出高压气体,气体通过烟支的滤嘴然后到烟丝,将烟支中的烟丝吹出,形成空烟管14。空烟管14在鼓轮输送装置4以及弧形挡板8的作用下继续运输,最后由铲刀5从鼓轮输送装置4上面铲下
掉落到输送带6上面。
42.其中,吹气管10与喷嘴11相连接并且可以对其气压进行调节。压轮9与鼓轮输送装置4之间的距离也可以进行调节,以用来适用不同圆周的烟支。
43.当烟支料斗1的防护门打开后,设备将停机。当烟支料斗1内的烟支2低于最低限时,设备立即停机。
44.如图3所示,为在线吹空烟管装置的电路控制图,电气控制系统采用plc主控制器控制,安装与电气箱内,起到控制工作组件的正常运行和工作,在线吹空烟管装置具体包括以下控制过程:
45.plc控制器控制伺服电机12带动鼓轮输送装置4和拨烟辊3同时转动,鼓轮输送装置4转动过程中,在拨烟辊3的配合作用下,弧形凹槽7依次装填烟支料斗1出料口处的烟支。
46.当弧形凹槽7中的烟支转动到压轮9位置时,烟支在压轮9以及弧形凹槽7的作用下被夹在中间,plc控制器控制吹丝装置的喷嘴11喷出高压气体,将烟支中的烟丝吹出,形成空烟管;
47.空烟管在鼓轮输送装置4以及弧形挡板8的作用下继续运输,掉落到输送带6上。
48.以上所述的实施例对本发明的技术方案和有益效果进行了详细说明,应理解的是以上所述仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换,均应包含在本发明的保护范围之内。