1.本技术属于烟具技术领域,更具体地说,是涉及一种卷烟烟具的加热组件及卷烟烟具。
背景技术:
2.传统卷烟需通过明火点燃燃烧产生烟草烟雾,烟草在高温和裂解的过程中释放对人体有害混合物质达数千种,由存在于气体中的挥发物和存在于颗粒中的半挥发物及非挥发物组成,如一氧化碳、酚类、醛类、尼古丁(烟碱)、烟焦油等,而加热不燃烧烟具可有效降低有害物质产生,更加健康。
3.目前市场上加热不燃烧烟具的加热器部分大多采用中心加热或包围加热或中心加热和包围加热相结合,为了防止第一口烟的温度烫嘴,通常会在加热器上设置留白区域(未设置有加热丝的区域),而通常情况下通过气道进入烟支内的气体为常温气体,常温气体在进入加热器内会延缓加热器内留白区域的温度上升速度,同时,加热器在进行加热工作时热量散失大,保温效果差。
技术实现要素:
4.本技术实施例的目的在于提供一种卷烟烟具的加热组件,以解决现有技术中加热器内温度上升慢且耗能高的技术问题。
5.为实现上述目的,本技术采用的技术方案是:提供一种卷烟烟具的加热组件,包括:真空杯、加热管和发热元件,所述加热管设置在所述真空杯内,所述加热管内设有供烟支插入的插置通道,所述加热管的一端为插入端,另一端为封口端,所述加热管的内壁径向外凸有从插入端延伸至封口端的气流凹槽,所述气流凹槽与容置在所述插置通道内的烟支外侧壁之间形成进气通道,所述封口端的内底面凸设有以使所述烟支与内底面间隔设置的凸起部,所述发热元件设置在所述加热管的侧壁上段,所述加热管的侧壁下段为留白区域。
6.在一个实施例中,所述下段的长度与加热管的长度之比为1:5-2。
7.在一个实施例中,所述发热元件为加热丝或加热片,所述发热元件成s型布设在所述加热管的侧壁上。
8.在一个实施例中,所述发热元件成上密下疏设置、上细下粗设置、上密下疏和上细下粗的结合渐变设置、上细下粗和等间距的结合渐变设置或等间距等截面。
9.在一个实施例中,所述发热元件布满整个所述加热管的侧壁上段,或者,所述发热元件仅布设在所述气流凹槽及所述气流凹槽附近,并在所述气流凹槽的两侧形成空白区域。
10.在一个实施例中,所述发热元件在所述加热管的侧壁上段包括上部分环形设置和下部分弧形设置,以在侧壁上段的下部分形成空白区域。
11.在一个实施例中,所述气流凹槽设置一条,所述凸起部的横截面形状呈c型且开口对应所述气流凹槽设置。
12.在一个实施例中,所述真空杯的长度大于所述加热管的长度,所述真空杯的开口端内设有限制所述加热管的支架。
13.在一个实施例中,所述加热管的外径小于所述真空杯的内径,所述加热管的外壁和所述真空杯的内壁之间具有环槽,所述支架包括直筒部、径向内凸的抵接部和径向外凸的卡接部,所述直筒部插接于所述环槽内,以使所述抵接部抵接于所述加热管的开口端以及使所述卡接部抵接于所述真空杯的内壁。
14.本技术的另一目的在于提供一种卷烟烟具,包括如上所述的卷烟烟具的加热组件。
15.本技术提供的卷烟烟具的加热组件及卷烟烟具的有益效果在于:通过将加热管设置在真空杯内,利用真空杯的隔热保温效果,可有效减少热量的散失,从而提升加热器内温度的提升速度及降低能耗,而且还可以保证加热管内后期温度的均匀性;在加热管内设置气流凹槽,气流凹槽与插入的烟支外侧壁之间形成进气通道,这样外界空气进入进气通道内后被逐渐加热,一方面可以避免因外界空气减缓留白区域的升温速度,另一方面热空气进入到烟支内部,可以提高烟支内部烟草材料受热的均匀性。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
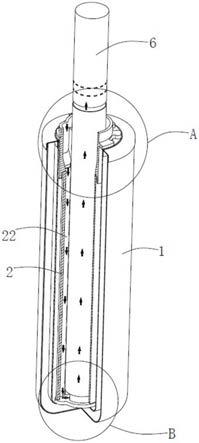
17.图1为本技术实施例提供的加热组件内插接有烟支的部分剖视立体结构示意图;
18.图2为图1中a处的放大图;
19.图3为图2中b处的方大图;
20.图4为本技术实施例提供的加热组件中加热管的立体结构示意图;
21.图5为本技术实施例提供的加热组件中发热元件布设在加热管内的第一种展开示意图;
22.图6为本技术实施例提供的加热组件中发热元件布设在加热管内的第二种展开示意图;
23.图7为本技术实施例提供的加热组件中发热元件布设在加热管内的第三种展开示意图;
24.图8为本技术实施例提供的加热组件中发热元件布设在加热管内的第四种展开示意图;
25.图9为本技术实施例提供的加热组件中发热元件布设在加热管内的第五种展开示意图;
26.图10为本技术实施例提供的加热组件中发热元件布设在加热管内的第六种展开示意图。
27.其中,图中各附图标记:
28.1、真空杯;2、加热管;21、插置通道;22、气流凹槽;23、凸起部;24、留白区域;25、空白区域;3、发热元件;31、上部分环形;32、下部分弧形;4、支架;41、直筒部;42、抵接部;43、
卡接部;5、环槽;6、烟支。
具体实施方式
29.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
30.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
31.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.如图1、图2、图3、图4和图5所示,现对本技术实施例提供的一种卷烟烟具的加热组件进行说明。该卷烟烟具的加热组件,包括真空杯1、加热管2和发热元件3。其中,加热管2设置在真空杯1内,加热管2内设有供烟支6插入的插置通道21,加热管2的一端为插入端,另一端为封口端,加热管2的内壁径向外凸有从插入端延伸至封口端的气流凹槽22,气流凹槽22与容置在插置通道21内的烟支6外侧壁之间形成进气通道,封口端的内底面凸设有以使烟支6与内底面间隔设置的凸起部23,这样烟支6与进气通道连通,以便空气进入到烟支6内,发热元件3设置在加热管2的侧壁上段,用于对加热管2进行加热,加热管2的侧壁下段为留白区域24,留白区域24的温度通过热量扩散的方式提升,从而可以使得烟支6分段受热雾化,保证烟支6前后雾化的一致性。
34.在本实施例中,通过将加热管2设置在真空杯1内,利用真空杯1的隔热保温效果,可有效减少热量的散失,从而提升加热器内温度的提升速度及降低能耗,而且还可以保证加热管2内后期温度的均匀性;在加热管2内设置气流凹槽22,气流凹槽22与插入的烟支6外侧壁之间形成进气通道,这样外界空气进入进气通道内后被逐渐加热,一方面可以避免因外界空气减缓留白区域24的升温速度,另一方面热空气进入到烟支6内部,可以提高烟支6内部烟草材料受热的均匀性。
35.在本实施例中,真空杯1为圆柱形杯状结构,加热管2同样为圆柱形管状结构。真空杯1为不锈钢真空杯。气流凹槽22与加热管2的轴线平行设置。
36.在本实施例中,加热管2下段的长度与加热管2的长度之比为1:5-2,即留白区域24的长度与加热管2的长度比为1:5-2,优选地,加热管2下段的长度与加热管2的长度之比为1:3。这样设置的目的是,可以根据实际温度上升情况,为保证烟支6雾化效果,来调整两者之间的面积之比。
37.在本实施例中,发热元件3为加热丝或加热片,优选地,发热元件3为加热片,这样
加热片的散热面积较大,可以保证加热管2内加热温度的均匀性;在本实施例中,发热元件3成s型布设在加热管2的侧壁上,这样发热元件3可采用一条发热片布设而成,当然,发热元件3可以采用多条发热片布设而成。具体地,在加热管2的内侧壁上设有走位凹槽,走位凹槽用于实现发热元件3的定位和定型,方便发热元件3的安装。
38.如图5-图10所示,发热元件3成上密下疏设置、上细下粗设置、上密下疏和上细下粗的结合渐变设置、上细下粗和等间距的结合渐变设置或等间距等截面设置。具体地,如图5、图6和图9所示,发热元件3呈等间距等截面设置;如图7所示,发热元件3呈上密下疏设置;如图10所示,发热元件3呈上细下粗设置。在此,不对发热元件3的具体实施方式一一举例说明。这样设置的目的是可以使得发热元件3上段的发热量可以小于、等于或大于发热元件3下段的发热量。在本实施例中,优选为发热元件3上段的发热量大于发热元件3下段的发热量。这样发热量较高的一段对应的烟支6最先产生气溶胶,从而有效保证烟支6在进行不燃烧加热时的第一口烟雾量。
39.如图5所示,在本实施例中,发热元件3仅布设在气流凹槽22及气流凹槽22附近,并在气流凹槽22的两侧形成空白区域25。发热元件3设置在气流凹槽22附件,使得进入烟支6内的空气从气流凹槽22的进口处就开始进行加热,达到加热管2底部时,空气的温度已经大大提升,大致为100-250℃。如此设置的发热元件3可以对进入的空气进行预热,不仅能够保证加热器内的加热温度,而且能够辅助留白区域24的升温,提升留白区域24的升温速率,解决了冷空气进入加热器内延缓加热器内温度上升速度的问题。同时,在发热元件3的两侧留有空白区域25,该空白区域25同样通过热量扩散的方式升温,从而有效地对烟支6未设置发热元件3的区域进行加热,保证整个抽吸过程中,烟支6出烟量的稳定性。具体地,空白区域25占据加热管2上段面积的一半。
40.如图6和图7所示,在本实施例中,发热元件3在加热管2的侧壁上段包括上部分环形31设置和下部分弧形32设置,以在侧壁上段的下部分形成空白区域25。上部分环形31设置指发热元件3布满加热管2上段的上段部分,下部分弧形32设置指发热元件3布设部分加热管2上段的下段部分,具体地,下部分弧形32设置占据加热管2上段的下段部分的一半。这样加热管2内设有发热元件3的部分升温速度大于空白区域25,空白区域25的升温速度大于留白区域24,从而使得烟支6在整个抽吸过程中,保证前后雾化的一致性。
41.如图8-10所示,发热元件3布满整个加热管2的侧壁上段。根据需求,发热元件3可以呈上密下疏或上细下粗设置,这样可以调节加热管2内各区域的升温速度,保证烟支6雾化量、雾化温度及雾化均匀性。
42.如图3所示,在本实施例中,气流凹槽22设置一条,凸起部23的横截面形状呈c型且开口对应气流凹槽22设置,这样保证进气通道与烟支6的顺利连通。在其他实施例中,气流凹槽22对称设置对条,相对应的凸起部23上对应设置相当的开口。
43.如图1和图2所示,真空杯1的长度大于加热管2的长度,真空杯1臂加热管2大致长10-20mm,真空杯1的开口端内设有限制加热管2的支架4。支架4的作用是将加热管2可拆式固定在真空杯1,从而方便安装和更换,降低维修清洁等成本。
44.具体地,加热管2的外径小于真空杯1的内径,加热管2的外壁和真空杯1的内壁之间具有环槽5,支架4包括直筒部41、径向内凸的抵接部42和径向外凸的卡接部43,直筒部41插接于环槽5内,以使抵接部42抵接于加热管2的开口端以及使卡接部43抵接于真空杯1的
内壁。这样利用抵接部42限制加热管2,卡接部43保证支架4和真空杯1连接的牢固性,从而将加热管2稳定的安装在真空杯1内。抵接部42的横截面形状与加热管2的横截面形状相同。卡接部43包括若干间隔设置的卡接块,这样安装时可以使卡接块变形以增加支架4和真空杯1安装的牢固性。
45.在本实施例中,支架4为橡胶支架4,橡胶支架4与真空杯1过盈装配,这样保证支架4安装的牢固性。具体地,在直筒部41内设有多个间隔凸设的导向肋,导向肋可以对烟支6的插入起导向作用并对烟支6具有固定作用。在其他实施例中,加热管2贴合式插入至真空杯1内,支架4采用螺纹连接的方式安装在真空杯1上。
46.本实施例还提供一种卷烟烟具,至少包括如上文所陈述的用于加热卷烟的卷烟烟具的加热组件。该卷烟烟具还包括壳体、电路板和电源等,加热组件设置在壳体内,电路板和电源用于控制发热元件3的工作状态。
47.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。