1.本发明涉及加热不燃烧卷烟技术领域,具体涉及一种具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品。
背景技术:
2.随着消费者对于健康问题的重视及对卷烟产品个性化体验的需求提升,烟草行业不断响应消费者的需求升级,开发出各种具有降焦减害的吸烟制品。其中,加热卷烟由于其卷烟加热方式不同于传统卷烟制品,使其能够在满足消费者对于卷烟产品的感官需求的同时提供更加健康的抽吸体验。
3.颗粒型加热卷烟的发烟材料为散装的发烟颗粒,现有技术中由于散装的发烟颗粒无法固定,必须用灌装的方式装入外管中,且发烟颗粒段两侧需要通过封口纸和封堵件的方式固定颗粒,生产效率低、次品率高。
4.首先,在此基础上本发明将散装的发烟颗粒通过粘结剂粘合到一起形成圆柱状形式的气溶胶发生基质棒,然后在气溶胶发生基质棒包裹上防渗/导热卷烟纸后,单独作为固体气溶胶发生基质棒,然后通过灌装、卷接或复合的工艺将其和其他元件组合制作为气溶胶产生制品。由于这种发烟段已经是一个整体的圆柱状气溶胶发生基质棒,不会出现发烟颗粒掉落散落的问题,所以也就无需再设置位于发烟段两侧的封口膜或者封堵件。另外,也就不限定灌装的形式将其和其他元件组合制作气溶胶产生制品。
5.目前,将散落的发烟颗粒通过粘结剂粘合制备圆柱状气溶胶发生基质棒的方法是,直接将散落的烟草颗粒放到搅拌器中,再向搅拌器中加入大量的粘结剂,然后搅拌混合均匀后挤出,冷却。这种方法制备出的气溶胶发生基质棒存在的问题是:1、由于搅拌过程中加入了大量的粘结剂,在冷却后,气溶胶发生基质棒中相邻烟草颗粒之间的间隙中也存在冷却后的粘结剂,这导致气溶胶发生基质棒孔隙率低,轴向的透气量小;2、如果为了避免第一个问题,直接在搅拌混合的过程中加入较少的粘结剂,又会导致粘结剂分散不均匀,表面均没有施胶的烟草颗粒相邻,导致无法粘合,出现发烟颗粒散落的问题;3、还有一个更关键的问题是,加入了大量的粘结剂还会导致每个烟草颗粒表面的施加了大量的粘结剂,从而严重影响烟草颗粒受热后气溶胶的释放,其实本质上,施胶的目的仅仅是为了让散落的烟草颗粒粘合,但是并不希望烟草颗粒不粘合的地方也被施胶,而影响气溶胶释放。
6.因此,如何保证烟草颗粒相互粘合的表面有粘结剂,而不粘合的表面没有粘结剂,是保证气溶胶发生基质棒孔隙率和烟雾量的关键。
7.为了解决以上问题,提出本发明。
技术实现要素:
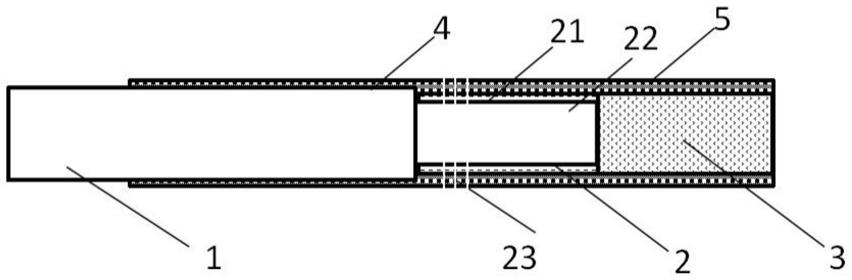
8.本发明提供一种具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品,其特征在于,其包括发烟芯材段1、透气中空段2和过滤段3;
9.所述发烟芯材段1包括气溶胶发生基质棒和包裹所述气溶胶发生基质棒的防渗/导热卷烟纸,所述气溶胶发生基质棒由散落的烟草颗粒经粘结剂粘结形成,且所述气溶胶发生基质棒中只有部分烟草颗粒的部分表面具有粘结剂;所述发烟芯材段1内部孔隙率为40-80%;
10.所述透气中空段2和过滤段3通过成形纸5包裹形成嘴棒,所述发烟芯材段1和所述嘴棒通过接装纸4接装。
11.更优选地,所述发烟芯材段的孔隙率为80%。
12.优选地,烟草颗粒施胶的面积占烟草颗粒表面积的20-40%。
13.优选地,未施胶烟草颗粒和施胶烟草颗粒的质量比为1:2-5:1。
14.优选地,所述发烟芯材段的轴向抽吸吸阻为5-40pa/mm。更优选地,所述发烟芯材段的轴向抽吸阻力为10pa/mm。
15.优选地,防渗/导热纸的克重为30-70g/m2;烟草颗粒的粒径为8-60目。更优选地,防渗/导热纸的克重为60g/m2。烟草颗粒的粒径为20-30目。
16.优选地,粘结剂选自壳聚糖、羟乙基化复合改性的乙基纤维素、瓜尔胶、羧甲基纤维素、淀粉类、改性淀粉类、植物纤维素类、微晶纤维素、羟乙基纤维素、羟乙基甲基纤维素。
17.优选地,所述透气中空段2由纸、硅胶、醋纤、聚乳酸、无纺布制成。
18.优选地,所述透气中空段2为沟槽瓦楞状或者齿轮状,其具有周向分布的贯穿所述透气中空段2的小孔气流通道21,也具有轴向中心处的贯穿所述透气中空段2的大孔气流通道22;其中沟槽瓦楞状的透气中空段结构可以参考本技术人申请的,申请号为2021111148695,名称为:一种烟芯段加香的气溶胶产生制品的专利,同时将该申请涉及到的关于沟槽瓦楞状的透气中空段的表述并入此申请中。其中齿轮状的透气中空段结构可以参考本技术人申请的,申请号为2021111166585,名称为:一种刺破式烟芯段加香的气溶胶产生制品的专利,同时将该申请涉及到的关于齿轮状的透气中空段的表述并入此申请中。
19.优选地,所述透气中空段2管壁上有通气孔23,其面积是滤嘴横截面积的1/2-7/8。
20.优选地,所述成形纸5和所述接装纸4是自然透气的。
21.优选地,所述气溶胶发生制品还包括功能段,其位于所述发烟芯材段1和透气中空段2之间,或者透气中空段2和过滤段3之间,所述功能段具有降温和汇聚烟气的作用;
22.当所述功能段6位于所述透气中空段2和过滤段3之间时,所述功能段6可以为中空管,且所述中空管管壁为透气的,可以是自身具有透气功能,也可以是通过管壁打孔的方式透气。其中管壁自然透气的中空管结构和制备方法可以参考本技术人申请的,申请号为2021105997045,名称为:一种具有自然透气功能的加热卷烟滤棒及包含其的加热卷烟的专利,同时将该申请涉及到的关于管壁自然透气的中空管的表述并入此申请中。
23.优选地,所述过滤段3可以选用常规的实心醋酸纤维丝束。
24.本发明具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品,具有高孔隙率的原因得益于特殊的制备方法,具体的制备方法有两种。
25.第一种,采用喷淋施胶的方法,粘结剂直接从烟草颗粒顶部的喷淋头均匀地向烟草颗粒顶部喷洒,这样可以保证烟草颗粒只有顶部施胶,而底面和侧面不施胶,在实现粘合的基础上保证烟草颗粒受热后气溶胶的释放,保证烟雾量以及气溶胶发生基质棒轴向的通气量和孔隙率。
26.具体方法包括以下步骤:
27.(1)取烟草颗粒,并将其平铺在施胶板上,使施胶板上至少部分区域含有至少两层烟草颗粒;
28.(2)通过施胶板上方的喷淋头均匀地向烟草颗粒顶部喷洒粘结剂,使得表层烟草颗粒顶部施胶,而底层烟草颗粒未施胶;
29.(3)最后将施胶烟草颗粒和未施胶烟草颗粒搅拌均匀后挤出,冷却后包裹上防渗/导热纸,得到发烟芯材段,所述发烟芯材段中烟草颗粒之间的间隙形成轴向贯穿所述发烟芯材段的气流通道。
30.优选地,烟草颗粒与粘结剂的质量比为2:1-10:1,更优选地,烟草颗粒与粘结剂的质量比为3:1。
31.优选地,步骤(1)中使施胶板上至少70-100%区域含有至少两层烟草颗粒,更优选地,使施胶板上至少90%区域含有至少两层烟草颗粒。
32.优选地,步骤(2)中烟草颗粒顶部施胶的面积占烟草颗粒表面积的20-40%也就是说,施胶烟草颗粒仅是顶部施胶,侧面和底面未施胶。
33.优选地,步骤(3)中未施胶烟草颗粒和施胶烟草颗粒的质量比为1:1-5:1,更优选地,未施胶烟草颗粒和施胶烟草颗粒的质量比为3:1。
34.第二种,采用分批搅拌施胶的方法,先取一部分烟草颗粒放置到搅拌器内搅拌施胶,再将未施胶的第二部分烟草颗粒加入,这样可以保证只有一部分烟草颗粒表面有胶,第二部分烟草颗粒表面不施胶,两者搅拌混合后挤出,在实现粘合的基础上保证烟草颗粒受热后气溶胶的释放,保证烟雾量以及气溶胶发生基质棒轴向的通气量和孔隙率。
35.具体方法包括以下步骤:
36.(1)将第一部分烟草颗粒放置到搅拌器内搅拌,边搅拌边喷洒粘结剂,搅拌5-20分钟时间;
37.(2)向搅拌器内添加第二部分烟草颗粒,继续搅拌5-10分钟时间;
38.(3)最后将混合后的第一部分烟草颗粒和第二部分烟草颗粒挤出,冷却后包裹上防渗/导热纸,得到发烟芯材段,所述发烟芯材段中烟草颗粒之间的间隙形成轴向贯穿所述发烟芯材段的气流通道。
39.其中第一部分烟草颗粒搅拌时间和加入第二部分烟草颗粒后的搅拌时间并不限于以上时长,搅拌时间需要根据颗粒的添加量和粘结剂的添加量来定,第一步搅拌目的和程度保证第一部分烟草颗粒和喷洒的粘结剂搅拌均匀,第一部分烟草颗粒表面至少部分含有粘结剂,而第二步搅拌目的和程度保证第一部分烟草颗粒和第二部分烟草颗粒搅拌均匀。
40.优选地,第一部分烟草颗粒和第二部分烟草颗粒的质量比为1:5-2:1,更优选地,第一部分烟草颗粒和第二部分烟草颗粒的质量比为1:3。
41.优选地,第一部分烟草颗粒与粘结剂的质量比为2:1-10:1,更优选地,烟草颗粒与粘结剂的质量比为1:5。
42.本发明中防渗/导热纸具有防渗或者导热功能的防渗/导热层,所述防渗/导热层包括防水层和/或防油层和/或导热层;
43.防水层采用烷基烯酮二聚体akd、阳离子松香胶或者无铁硫酸铝混用、石蜡材料;
防油层采用碳氟有机物、改性淀粉、akd和石蜡混合物,akd和改性淀粉混合物材料。导热层选自但不限于铝箔层,其通过粘贴的方式添加到卷烟纸管内壁;所述铝箔层可以起到防水和/或防油的作用,同时所述铝箔层还具有导热保温的作用,以使卷烟内壁的发烟材料均匀受热。
44.优选地,所述防水层和/或防油层通过喷涂的方式涂覆在所述卷烟纸管的内壁。
45.在气溶胶发生制品存放过程中发烟材料内的水分,渗到所述卷烟纸管外侧,产生黄斑,所以需要对装填发烟材料的卷烟纸管内壁添加防水层。防水层采用烷基烯酮二聚体akd、阳离子松香胶或者无铁硫酸铝混用、石蜡材料,可以防止发烟材料内的水分,渗到所述卷烟纸管外侧。
46.同样的,发烟材料中会添加发烟剂、香精香料等,长时间放置过程中,发烟材料中的发烟剂会携带香精香料渗透到纸管外侧,产生黄斑,影响纸管外观,而由于发烟剂是油性的,所以需要对填发烟材料的卷烟纸管的内壁添加防油层。防油层采用碳氟有机物、改性淀粉、akd和石蜡混合物,akd和改性淀粉混合物材料,可以防止发烟材料中发烟剂携带香精香料向纸管外壁渗透,防止黄斑的产生。
47.相对于现有技术,本发明具有以下有益效果:
48.1、本发明的气溶胶发生制品包括具有高孔隙率的颗粒型气溶胶发生基质棒,其中所述发烟芯材段1内部孔隙率为40-80%,如此高的孔隙率要取决于所述发烟芯材段1的结构,所述发烟芯材段1包括气溶胶发生基质棒和包裹所述气溶胶发生基质棒的防渗/导热卷烟纸,所述气溶胶发生基质棒由散落的烟草颗粒经粘结剂粘结形成,且所述气溶胶发生基质棒中只有部分烟草颗粒的部分表面有粘结剂;也就是说,粘结前并不是所有的烟草颗粒表面都有粘结剂,且粘结剂也并非覆盖烟草颗粒的全部表面,这就保证烟草颗粒粘合后,两者之间形成的缝隙中不会存在粘结剂冷却后堵塞孔隙的问题,从而保证气溶胶发生基质棒轴向的通气量和孔隙率。具有高孔隙率烟芯不仅能增加发烟量,还能简化气溶胶发生制品结构。
49.2、本发明具有高孔隙率的发烟芯材段1有两种制备方法,分别为喷淋式和分批搅拌式。
50.喷淋式制备具有高孔隙率固体气溶胶发生基质棒的方法的优势在于:
51.(1)采用喷淋施胶的方法,粘结剂直接从烟草颗粒顶部的喷淋头均匀地向烟草颗粒顶部喷洒,这样可以保证烟草颗粒只有顶部施胶,而底面和侧面不施胶,烟草颗粒顶部施胶的面积占烟草颗粒表面积的20-40%,搅拌均匀后相邻的两个烟草颗粒中至少一个烟草颗粒的部分表面区域有胶,可以实现粘合。同样的,由于烟草颗粒底面和侧面不施胶,可以很好的保证烟草颗粒受热后气溶胶的释放,保证烟雾量。
52.(2)本发明烟草颗粒是直接平铺在施胶板上,且并不是在施胶板上薄薄的平铺一层,而是使施胶板上至少部分区域含有至少两层烟草颗粒。这样进一步保证,只有部分烟草颗粒的部分表面施胶,本质上在粘合过程中,两个烟草颗粒接触,只要其中一表面有胶就可以实现两者的粘合,无需两个颗粒上面都有胶,这样可以避免两个颗粒粘合后,两者之间形成的缝隙中的粘结剂冷却后堵塞孔隙,保证气溶胶发生基质棒轴向的通气量和孔隙率。
53.分批搅拌式制备具有高孔隙率固体气溶胶发生基质棒的方法的优势在于:
54.(1)采用分批搅拌施胶的方法,先取一部分烟草颗粒放置到搅拌器内搅拌,边搅拌
边喷洒粘结剂,待这部分烟草颗粒表面部分有胶后,再将第二部分烟草颗粒加入搅拌器中进行搅拌,这样可以保证只有一部分烟草颗粒表面有胶,第二部分烟草颗粒在第二批加入,其表面不施胶。这样表面施胶的第一部分烟草颗粒和表面没有施胶的第二部分颗粒搅拌混合后挤出,本质上在粘合过程中,两个烟草颗粒接触,只要其中一表面有胶就可以实现两者的粘合,无需两个颗粒上面都有胶,这样可以避免两个颗粒粘合后,两者之间形成的缝隙中的粘结剂冷却后堵塞孔隙,本发明在实现粘合的基础上保证气溶胶发生基质棒轴向的通气量和孔隙率。
55.(2)进一步的,本发明通过控制添加的粘结剂量,还可以保证第一部分烟草颗粒只有部分表面施胶,由于烟草颗粒部分表面不施胶,可以很好的保证烟草颗粒受热后气溶胶的释放,保证烟雾量。
附图说明
56.图1实施例1和实施例2中具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品的结构示意图;
57.附图标记在附图说明中的名称:1-发烟芯材段、2-透气中空段、3-过滤段、4-接装纸、5-成形纸、21-小孔气流通道、22-大孔气流通道、23-通气孔。
58.图2为实施例1喷淋式制备具有高孔隙率发烟芯材段过程中喷淋施胶工艺示意图;
59.图3为实施例1高孔隙率发烟芯材段结构示意图。
60.附图标记在附图说明中的名称:p1-施胶板,p2-喷淋装置,p3-喷洒的热熔胶,p4-烟草颗粒,p5-发烟芯材段,p6-气流通道,p41-施胶烟草颗粒,p42-未施胶烟草颗粒。
61.图4为实施例2分批搅拌式制备具有高孔隙率发烟芯材段过程中搅拌施胶工艺示意图;
62.图5为实施例2高孔隙率发烟芯材段结构示意图。
63.附图标记在附图说明中的名称:j1-搅拌筒,j2-喷淋装置,j3-喷洒的粘结剂,j4-烟草颗粒,j5-发烟芯材段,j6-气流通道,j41-施胶烟草颗粒,j42-未施胶烟草颗粒。
64.图6为实施例3中具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品的结构示意图。
具体实施方式
65.下面结合实施例对本发明作进一步的详细描述。
66.本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
67.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”到另一元件时,它可以直接连接到其他元件,或者也可以存在中间元件。此外,
这里使用的“连接”可以包括无线连接。
68.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“内”、“上”、“下”等指示的方位或状态关系为基于附图所示的方位或状态关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
69.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“设有”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,根据具体情况理解上述术语在本发明中的具体含义。
70.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语包括技术术语和科学术语具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
71.实施例1
72.本实施例为具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品,其包括发烟芯材段1、透气中空段2和过滤段3;
73.所述发烟芯材段1包括气溶胶发生基质棒和包裹所述气溶胶发生基质棒的防渗/导热卷烟纸,所述气溶胶发生基质棒由散落的烟草颗粒经粘结剂粘结形成,且所述气溶胶发生基质棒中只有部分烟草颗粒的部分表面具有粘结剂;所述发烟芯材段1内部孔隙率为80%;
74.所述透气中空段2和过滤段3通过成形纸5包裹形成嘴棒,所述发烟芯材段1和所述嘴棒通过接装纸4接装。
75.所述透气中空段2由纸制成,其为沟槽瓦楞状。所述透气中空段2管壁上有通气孔23,其面积是滤嘴横截面积的1/4。
76.本实施例具有高孔隙率的颗粒型气溶胶发生基质棒的制备方法为:喷淋施胶的方法。如图2-3所示,具体包括以下步骤:
77.(1)取烟草颗粒,并将其平铺在施胶板p1上,使施胶板上至少部分区域含有至少两层烟草颗粒p4;
78.(2)通过施胶板上方的喷淋头(喷淋装置)p2均匀地向烟草颗粒顶部喷洒粘结剂p3,使得表层烟草颗粒顶部施胶,而底层烟草颗粒未施胶;
79.(3)最后将施胶烟草颗粒p41和未施胶烟草颗粒p42搅拌均匀后挤出,冷却后包裹上防渗/导热纸,得到发烟芯材段p5。
80.烟草颗粒与粘结剂的质量比为3:1。步骤(1)中使施胶板上至少90%区域含有至少两层烟草颗粒。步骤(2)中烟草颗粒顶部施胶的面积占烟草颗粒表面积的30%。也就是说,施胶烟草颗粒仅是顶部施胶,侧面和底面未施胶。步骤(3)中未施胶烟草颗粒和施胶烟草颗粒的质量比为3:1。防渗/导热纸的克重为60g/m2。烟草颗粒的粒径为20-30目。粘结剂选自羧甲基纤维素。
81.经测量,最后得到的发烟芯材段中的轴向抽吸阻力为10pa/mm。所述发烟芯材段p5的包括轴向贯穿所述发烟芯材段p5的气流通道,发烟芯材段p5孔隙率为80%。
82.实施例2
83.本实施例气溶胶发生制品与实施例1的结构相同,区别仅在于高孔隙率的颗粒型气溶胶发生基质棒的制备方法不同。
84.本实施例具有高孔隙率的颗粒型气溶胶发生基质棒的制备方法为:分批搅拌的方法。如图4-5所示,具体包括以下步骤:
85.(1)将第一部分烟草颗粒放置到搅拌器内搅拌,边搅拌边喷洒粘结剂,搅拌10分钟时间;
86.(2)向搅拌器内添加第二部分烟草颗粒,继续搅拌5分钟时间;
87.(3)最后将混合后的第一部分烟草颗粒和第二部分烟草颗粒挤出,冷却后包裹上防渗/导热纸,得到发烟芯材段,所述发烟芯材段中烟草颗粒之间的间隙形成轴向贯穿所述发烟芯材段的气流通道j6。
88.第一部分烟草颗粒和第二部分烟草颗粒的质量比为1:3。烟草颗粒与粘结剂的质量比为1:5。防渗/导热纸的克重为60g/m2。烟草颗粒的粒径为20-30目。粘结剂选自壳聚糖。
89.经测量,最后得到的发烟芯材段中的轴向抽吸阻力为10pa/mm。所述发烟芯材段j5的包括轴向贯穿所述发烟芯材段j5的气流通道,发烟芯材段j5孔隙率为80%。
90.实施例3
91.如图6,本实施例为具有高孔隙率的颗粒型气溶胶发生基质棒的气溶胶发生制品,其气溶胶发生基质棒的制备方法与实施例1一样,区别仅在于烟支结构上,本实施例气溶胶发生制品在实施例1的基础上加了功能段6,功能段6位于所述透气中空段2和过滤段3之间时,所述功能段6可以为中空管,且所述中空管管壁为透气的。
92.对比例1
93.气溶胶发生制品结构同实施例1。
94.直接将散落的烟草颗粒放到搅拌器中,再向搅拌器中加入大量的粘结剂,然后搅拌混合均匀后挤出,冷却。
95.最后得到的发烟芯材段中的发烟颗粒表面几乎是100%施胶,测量后孔隙率小于30%,轴向抽吸吸阻高达100pa/mm。