1.本发明涉及卷烟过滤嘴技术领域,具体涉及连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法。
背景技术:
2.卷烟在吸食的过程中由于过滤嘴的长度有限,烟气在过滤嘴中运动的行程较短,卷烟产生的烟气中带有热量在烟支燃烧到一定长度或被加热时,烟气来不及降温就被吸入口腔,导致口腔内部产生灼热感,目前有针对过滤嘴的改进产品,通过结构多为褶皱的聚乳酸薄膜或褶皱的聚乳酸薄膜与纸覆合卷成柱状的圆柱体形成的降温段,对烟气进行降温,但是这种过滤嘴的降温段结构由于是直通式的,因此烟气在过滤嘴降温段中的行程较短的,导致降温段降低烟气温度的效果不好,同时这种针对过滤嘴的改进产品,吸食口感不佳,还存在装配工序需要手动进行操作,导致生产效率低下以及装配精度不高的问题。
技术实现要素:
3.本发明实施例提供了连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法,通过将香精与材料进行混合后通过注塑得到由多个螺旋实芯组合而成的螺旋实芯杆,将螺旋实芯杆与中空滤棒或中空纸管进行装配后进行检测剔除次品后进行切割得到滤嘴棒,在装配过程中实时检测螺旋实芯杆的力度,确保每个螺旋实芯杆与中空滤棒或中空纸管的装配到位,同时在装配过程中使用涂胶装置进行涂胶固定避免出现位移,确保滤嘴棒的装配精度,在吸食烟支的过程中,烟支产生的烟气经过螺旋叶片阻挡,烟气沿螺旋叶片呈螺旋状在滤嘴的内部运动,延长烟气在滤嘴内部的行程,增长烟气与外界发生热交换的时间,最大化的降低烟气的温度,降低口腔的灼热感,在烟气沿螺旋叶片运动的过程中对过滤嘴棒进行加热,螺旋实芯材料中混合的香精挥发与烟气充分接触混合后进入口腔,解决了目前针对过滤嘴的改进产品在吸食卷烟存在的:过滤嘴不能最大化降低烟气温度和口感不佳的问题,以及在装配工序需要手动进行操作,导致生产效率低下以及装配精度不高的问题。
4.鉴于上述问题,本发明提出的技术方案是:
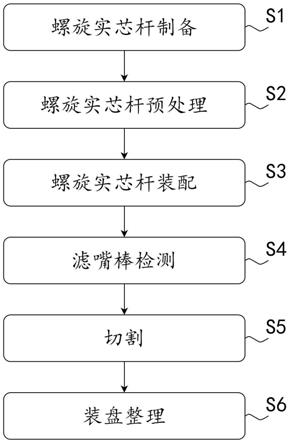
5.连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法,包括以下步骤:
6.s1,螺旋实芯杆制备,将pla、pp、hdpe、ldpe、ps和pva中任意一种,按一定比例造粒并添加一定比例的香精香料后通过注塑成形得到螺旋实芯杆,所述螺旋实芯杆由至少两个螺旋实芯组合而成,所述螺旋实芯包括固定柱、螺旋叶片、第一连接块、第二连接块、第一凸起部和第二凸起部,所述螺旋叶片设置于所述固定柱的中部表面,所述第一连接块设置于所述固定柱的前部表面,所述第一凸起部设置于所述固定柱的前部端面上,所述第二连接块设置于所述固定柱的后部表面,所述第二凸起部设置于所述固定柱的后部端面上;
7.s2,螺旋实芯杆预处理,将所述步骤s1中制备得到的螺旋实芯杆置于低温环境下存储至螺旋实芯杆本体的温度等于环境温度,使螺旋实芯杆本体固化;
8.s3,螺旋实芯杆装配,通过装配设备将所述步骤s2中经过预处理的螺旋实芯杆与
容置管进行装配,容置管为中空滤棒或中空纸管中任一种,将螺旋实芯杆涂胶后插入容置管内部,得到滤嘴棒,所述装配设备包括机架、容置管存储盒、容置管、涂胶装置、螺旋实芯杆存储盒、第一固定块、第二固定块、进料装置和控制器,所述机架靠近所述容置管存储盒的一侧开设有导向槽,所述螺旋实芯杆存储盒和所述涂胶装置自上而下设置于所述机架的内部,所述螺旋实芯杆存储盒通过第二固定块与所述机架进行连接,所述螺旋实芯杆存储盒的顶部开设有第二通孔,所述第二通孔的内部设置有摩擦层,所述螺旋实芯杆插接于所述第二通孔的内部,所述涂胶装置通过所述第一固定块与所述机架进行连接,所述容置管存储盒设置于所述机架的内部位于所述涂胶装置的正下方,所述容置管存储盒的顶部开设有第一凹槽,所述容置管设置于所述第一凹槽的内部,所述进料装置设置于所述机架的上方,所述进料装置与所述螺旋实芯杆的顶部接触,所述控制器设置于所述机架下方;
9.s4,滤嘴棒检测,对所述步骤s3中装配完成的滤嘴棒进行检测,根据透光度的不同,将其中的次品进行剔除,得到合格的滤嘴棒;
10.s5,切割,对所述步骤s3中得到的滤嘴棒进行切割,得到只带有单个所述螺旋实芯的过滤嘴;
11.s6,装盘整理,对所述步骤s5中得到的滤嘴棒进行进行装盘,将滤嘴棒整理整齐后进行存储。
12.作为本发明的一种优选技术方案,所述步骤s1中,螺旋实芯制备还可以为:将pla、pp、hdpe、ldpe、ps和pva中任意多种,按一定比例造粒并添加一定比例的香精香料后通过注塑成形得到螺旋实芯杆。
13.作为本发明的一种优选技术方案,所述第一连接块的数量为四个,四个所述第一连接块呈十字形设置于所述固定柱的前部表面,所述第二连接块的数量为四个,四个所述第二连接块呈十字形设置于所述固定柱的后部表面,所述第一连接块的尺寸和结构与所述第二连接块的尺寸和结构均完全一致,所述第一凸起部的尺寸和结构与所述第二凸起部的尺寸和结构均完全一致。
14.作为本发明的一种优选技术方案,所述步骤s2中,低温环境的温度为
‑
4℃~
‑
18℃。
15.作为本发明的一种优选技术方案,所述涂胶装置包括胶板、点胶嘴、储胶盒、推板、胶管、电动推杆和密封塞,所述胶板通过第一固定块与机架固定连接,所述胶板的顶部开设有第一通孔,所述胶板内部设置有空腔,所述空腔与所述第一通孔不连通,所述点胶嘴贯通所述第一通孔内壁的一侧与所述空腔连通,所述储胶盒设置于所述机架的一侧,所述控制器设置于所述机架的一侧位于所述储胶盒的下方,所述推板和所述电动推杆自上而下设置于所述储胶盒的内部,所述电动推杆的输出轴与所述推板的底部连接,所述储胶盒内部位于所述推板的上方存储有胶水,所述密封塞设置于所述储胶盒的顶部一侧,用于打开和封闭储胶盒,用于补充胶水,所述胶管的一端与所述储胶盒的顶部另一侧连通,所述胶管的另一端与所述胶板内部设置的空腔连通。
16.作为本发明的一种优选技术方案,所述进料装置包括驱动电机、丝杆、支撑杆、连接杆、固定座、压力传感器和压杆,所述驱动电机安装于所述机架的顶部,所述丝杆的一端与所述驱动电机的输出轴固定连接,所述丝杆的另一端自上而下贯通所述机架上开设的导向槽,延伸至所述导向槽的外部,且丝杆的另一端与所述机架转动连接,所述支撑杆设置于
所述导向槽的内部,所述丝杆与所述支撑杆螺纹连接,所述连接杆安装于所述支撑杆的底部,所述固定座安装于所述连接杆的底部,所述固定座的底部开设有第二凹槽,所述压杆安装于所述第二凹槽的内部,所述压力传感器安装于所述压杆与所述固定座之间。
17.作为本发明的一种优选技术方案,所述控制器的信号输入端与所述压力传感器的信号输出端通信连接,所述控制器的信号输出端与所述驱动电机的信号输入端和所述电动推杆的信号输入端通信连接。
18.作为本发明的一种优选技术方案,所述压杆、所述第二通孔、所述第一通孔和所述容置管的轴心位于同一直线上,所述第二凹槽、所述压杆、所述第二通孔、所述点胶嘴、所述螺旋实芯杆、所述第一通孔、所述第一凹槽和所述容置管的数量相同。
19.作为本发明的一种优选技术方案,所述螺旋实芯杆的表面与所述容置管的内壁表面接触。
20.相对于现有技术而言,本发明的有益效果是:本连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法,通过将香精与材料进行混合后通过注塑得到由多个螺旋实芯组合而成的螺旋实芯杆,将螺旋实芯杆与中空滤棒或中空纸管进行装配后进行检测剔除次品后进行切割得到滤嘴棒,在装配过程中实时检测螺旋实芯杆的力度,确保每个螺旋实芯杆与中空滤棒或中空纸管的装配到位,同时在装配过程中使用涂胶装置进行涂胶固定避免出现位移,确保滤嘴棒的装配精度,在吸食烟支的过程中,烟支产生的烟气经过螺旋叶片阻挡,烟气沿螺旋叶片呈螺旋状在滤嘴的内部运动,延长烟气在滤嘴内部的行程,增长烟气与外界发生热交换的时间,最大化的降低烟气的温度,降低口腔的灼热感,在烟气沿螺旋叶片运动的过程中对过滤嘴棒进行加热,螺旋实芯材料中混合的香精挥发与烟气充分接触混合后进入口腔,解决了目前针对过滤嘴的改进产品在吸食卷烟存在的:过滤嘴不能最大化降低烟气温度和口感不佳的问题,以及在装配工序需要手动进行操作,导致生产效率低下以及装配精度不高的问题。
21.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
22.图1为本发明实施例公开的连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法流程示意图;
23.图2为本发明实施例公开的螺旋实芯杆的结构示意图;
24.图3为本发明实施例公开的单个螺旋实芯的结构示意图;
25.图4为现有技术中公开的装配设备的立体结构示意图;
26.图5为本发明实施例公开的装配设备的俯视结构示意图;
27.图6为图5中a
‑
a方向的剖视结构示意图;
28.图7为图6中a处放大结构示意图;
29.图8为图6中b处放大结构示意图;
30.图9为图6中c处放大结构示意图;
31.图10为图6中d处放大结构示意图;
32.图11为本发明实施例公开的涂胶装置的局部剖视结构示意图;
33.图12为图11中a处放大结构示意图;
34.图13为本发明实施例公开的储胶盒的剖视结构示意图;
35.图14为本发明实施例公开的装配设备的通信框图。
36.附图标记:1、螺旋实芯;11、固定柱;12、螺旋叶片;13、第一连接块; 14、第二连接块;15、第一凸起部;16、第二凸起部;2、装配设备;21、机架;211、导向槽;22、容置管存储盒;221、第一凹槽;23、容置管;24、涂胶装置;241、胶板;2411、第一通孔;2412、空腔;242、点胶嘴;243、储胶盒;244、推板;245、胶管;246、电动推杆;247、密封塞;25、螺旋实芯杆存储盒;251、第二通孔;252、摩擦层;26、第一固定块;27、第二固定块;28、进料装置;281、驱动电机;282、丝杆;283、支撑杆;284、连接杆;285、固定座;2851、第二凹槽;286、压力传感器;287、压杆;29、控制器;3、螺旋实芯杆。
具体实施例
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
38.如图1
‑
14所示,连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法,包括以下步骤:
39.s1,螺旋实芯杆制备,将食品级的pla、pp、hdpe、ldpe、ps和pva 中任意一种,按一定比例造粒并添加一定比例的香精香料后通过注塑成形得到螺旋实芯杆3,螺旋实芯1制备还可以为:将食品级的pla、pp、hdpe、 ldpe、ps和pva中任意多种,按一定比例造粒并添加一定比例的香精香料或不添加香精香料后通过注塑成形得到螺旋实芯杆3,根据两种方式所制备得到螺旋实芯杆3的形状和大小均完全相同,螺旋实芯杆3由至少两个螺旋实芯1组合而成,首尾相连呈杆状结构,螺旋实芯1包括固定柱11、螺旋叶片 12、第一连接块13、第二连接块14、第一凸起部15和第二凸起部16,螺旋叶片12设置于固定柱11的中部表面,用于引导改变烟支燃烧产生的烟气的运动方向,第一连接块13设置于固定柱11的前部表面,第一连接与螺旋叶片12之间设置有间隙,便于烟气通过第一连接块13进入到螺旋叶片12或从螺旋叶片12中排出,第一凸起部15设置于固定柱11的前部端面上,第二连接块14设置于固定柱11的后部表面,第二连接与螺旋叶片12之间设置有间隙,便于烟气通过第二连接块14进入到螺旋叶片12或从螺旋叶片12中排出,第二凸起部16设置于固定柱11的后部端面上,第一连接块13的数量为四个,四个第一连接块13呈十字形设置于固定柱11的前部表面,第二连接块14的数量为四个,四个第二连接块14呈十字形设置于固定柱11的后部表面,第一连接块13的尺寸和结构与第二连接块14的尺寸和结构均完全一致,第一凸起部15的尺寸和结构与第二凸起部16的尺寸和结构均完全一致,通过相邻的两个螺旋实芯1中的第一凸起部15和第二凸起部16连接使单独的多个螺旋实芯1形成一个整体的螺旋实芯杆3,在切割时,从相邻的两个螺旋实芯 1中的第一凸起部15和第二凸起部16连接处切割使螺旋实芯杆3分割成单独的且大小相同的螺旋实芯1;
40.s2,螺旋实芯杆预处理,将步骤s1中制备得到的螺旋实芯杆3置于低温环境下存储至螺旋实芯杆3本体的温度等于环境温度,使螺旋实芯杆本体固化,低温环境的温度为
‑
4℃~
‑
18℃,用于使螺旋实芯杆3冷缩,便于后续与容置管23装配;
41.s3,螺旋实芯杆装配,通过装配设备2将步骤s2中经过预处理的螺旋实芯杆3与容置管23进行装配,容置管23为中空滤棒或中空纸管中任一种,将螺旋实芯杆3涂胶后插入容置管23内部,得到滤嘴棒,装配设备2包括机架21、容置管存储盒22、容置管23、涂胶装置24、螺旋实芯杆存储盒25、第一固定块26、第二固定块27、进料装置28和控制器29,机架21靠近容置管存储盒22的一侧开设有导向槽211,螺旋实芯杆存储盒25和涂胶装置24 自上而下设置于所述机架21的内部,螺旋实芯杆存储盒25通过第二固定块 27与机架21进行连接,螺旋实芯杆存储盒25的顶部开设有第二通孔251,第二通孔251的内部设置有摩擦层252,螺旋实芯杆3插接于第二通孔251的内部,摩擦层252用于固定螺旋实芯杆3的位置,涂胶装置24通过第一固定块26与机架21进行连接,容置管存储盒22设置于机架21的内部位于涂胶装置24的正下方,容置管存储盒22的顶部开设有第一凹槽221,容置管23 设置于第一凹槽221的内部,进料装置28设置于机架21的上方,进料装置 28与螺旋实芯杆3的顶部接触,控制器29设置于机架21下方;
42.具体的,进料装置28包括驱动电机281、丝杆282、支撑杆283、连接杆 284、固定座285、压力传感器286和压杆287,驱动电机281安装于机架21 的顶部,丝杆282的一端与驱动电机281的输出轴固定连接,丝杆282的另一端自上而下贯通机架21上开设的导向槽211,延伸至导向槽211的外部,且丝杆282的另一端与机架21转动连接,支撑杆283设置于导向槽211的内部,丝杆282与支撑杆283螺纹连接,连接杆284安装于支撑杆283的底部,固定座285安装于连接杆284的底部,固定座285的底部开设有第二凹槽2851,压杆287安装于第二凹槽2851的内部,压力传感器286安装于压杆287与固定座285之间,涂胶装置24包括胶板241、点胶嘴242、储胶盒243、推板 244、胶管245、电动推杆246和密封塞247,胶板241通过第一固定块26与机架21固定连接,胶板241的顶部开设有第一通孔2411,胶板241内部设置有空腔2412,空腔2412与第一通孔2411不连通,点胶嘴242贯通第一通孔 2411内壁的一侧与空腔2412连通,储胶盒243设置于机架21的一侧,控制器29设置于机架21的一侧位于储胶盒243的下方,推板244和电动推杆246 自上而下设置于储胶盒243的内部,电动推杆246的输出轴与推板244的底部连接,储胶盒243内部位于推板244的上方存储有胶水,密封塞247设置于储胶盒243的顶部一侧,用于打开和封闭储胶盒243,用于补充胶水,胶管 245的一端与储胶盒243的顶部另一侧连通,胶管245的另一端与胶板241内部设置的空腔2412连通,控制器29的信号输入端与压力传感器286的信号输出端通信连接,控制器29的信号输出端与驱动电机281的信号输入端和电动推杆246的信号输入端通信连接,压杆287、第二通孔251、第一通孔2411 和容置管23的轴心位于同一直线上,第二凹槽2851、压杆287、第二通孔251、点胶嘴242、螺旋实芯杆3、第一通孔2411、第一凹槽221和容置管23的数量相同,螺旋实芯杆3的表面与容置管23的内壁表面接触,在进行装配的过程中,控制器29控制电动推杆246和驱动电机281启动,驱动电机281通过丝杆282驱动支撑杆283向下沿导向槽211运动,支撑杆283通过连接杆284 带动固定座285向下运动,固定座285带动压杆287向下运动,压杆287向下运动进入第二通孔251内部与螺旋实芯杆3的顶部接触,推动螺旋实芯杆3 向下运动进入第一通孔2411的内部,电动推杆246推动推板244,推板244 将储胶盒243中存储的胶水通过胶管245输送到胶板241的空腔2412内部,并通过胶嘴喷出到螺旋实芯杆3上,压杆287继续向下运动推动螺旋实芯杆3 向下运动进入到容置管23内部,螺旋实芯杆3的底部与容置管存储盒22接触后,压力传感器286检测压力,在全部的压杆287上设置的压力传感器286 检测压
力检测到的数值相同时,此时,螺旋实芯杆3全部装配到位,控制器 29控制驱动电机281关闭,完成螺旋实芯杆3与容置管23的装配,通过实时检测螺旋实芯杆3的力度,确保每个螺旋实芯杆3与中空滤棒或中空纸管的装配到位,同时在装配过程中使用涂胶装置24进行涂胶固定避免出现位移,确保滤嘴棒的装配精度。
43.s4,滤嘴棒检测,对步骤s3中装配完成的滤嘴棒进行检测,容置管23 内部有螺旋实芯杆3的透光度差,容置管23内部没有螺旋实芯杆3的透光度好,将其中的次品进行剔除,根据透光度的不同,得到合格的滤嘴棒;
44.s5,切割,对步骤s3中得到的滤嘴棒进行切割,得到只带有单个螺旋实芯1的过滤嘴;
45.s6,装盘整理,对步骤s5中得到的滤嘴棒进行进行装盘,将滤嘴棒整理整齐后进行存储。
46.本连续改变卷烟烟气运动方向和状态的滤嘴棒的加工方法,通过将香精与材料进行混合后通过注塑得到由多个螺旋实芯1组合而成的螺旋实芯杆3,将螺旋实芯杆3与中空滤棒或中空纸管进行装配后进行检测剔除次品后进行切割得到滤嘴棒,在装配过程中实时检测螺旋实芯杆3的力度,确保每个螺旋实芯杆3与中空滤棒或中空纸管的装配到位,同时在装配过程中使用涂胶装置24进行涂胶固定避免出现位移,确保滤嘴棒的装配精度,在吸食烟支的过程中,烟支产生的烟气经过螺旋叶片12阻挡,烟气沿螺旋叶片12呈螺旋状在滤嘴的内部运动,延长烟气在滤嘴内部的行程,增长烟气进入口腔的时间使烟气能有更长的降温时间降低口腔的灼热感,在烟气沿螺旋叶片12运动的过程中对过滤嘴棒进行加热,螺旋实芯1材料中混合的香精挥发与烟气充分接触混合后进入口腔,解决了目前针对过滤嘴的改进产品在吸食卷烟存在的:过滤嘴不能最大化降低烟气温度和口感不佳的问题,以及在装配工序需要手动进行操作,导致生产效率低下以及装配精度不高的问题。
47.需要说明的是,电动推杆246、驱动电机281、压力传感器286和控制器 29具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
48.电动推杆246、驱动电机281、压力传感器286和控制器29的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
49.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。