一种装烟密度可变的分区密集烤房
1.技术领域:本发明涉及烟叶烘烤技术领域,具体涉及一种装烟密度可变的分区密集烤房。
2.
背景技术:
烟叶烘烤是烟草生产的关键环节,烟叶的烘烤质量直接关系香烟的风味和品级,烟叶密集烤房是烟叶烘烤技术的载体,对保证烟叶烘烤质量至关重要,我国的烟叶密集烤房有气流上升和气流下降两种形式,烟叶密集烤房包括装烟室和加热室两部分,其间由隔热墙隔开,在隔热墙上分别开有进风口和回风口使装烟室与加热室连通,利用风机对烤房进行强制热风循环,将环境中的干冷空气吸入加热室,经加热后送入装烟室,并将烟叶蒸发出的水蒸气带到外界环境中,挂置在挂烟架上的鲜烟叶在循环的热风环境中失水变黄,以此循环完成对烟叶的烘烤,但是在现有密集烤房的结构下,装烟室内对烟叶烘烤的温度在竖直方向上从进风口到回风口及在水平方向上距隔热墙由远及近会呈现梯度递减的现象,由于温度场的不均匀,烘烤时便会导致整体烟叶变黄程度不同步,失水状态不一致,烘烤过程中高温区的烟叶先行凋萎塌架,导致凋萎塌架烟叶间的风速大于低温区未凋萎塌架烟叶间的风速,在温度不同和风速不同的双重作用下,使烟叶变黄失水不一致的程度加剧,造成高温区的烟叶烘烤过度,而低温区的烟叶烘烤不完全,降低了整体烟叶的烘烤质量,同时现有的烤房对烟叶进行烘烤时,为了使整体烟叶全部变黄,需要已经被烘烤变黄的烟叶等待青烟叶变黄,进一步的延长了烟叶烘烤的总时长,增加了烤烟能耗,使用不便。
3.
技术实现要素:
针对上述中存在的缺陷和问题,本发明提供一种装烟密度可变的分区密集烤房,结构独特,使用方便,对装烟室内按温度梯度划分不同的区域,通过编烟杆调节单元能够对挂置烟叶的编烟杆进行调节,利用轴杆上多段螺旋片之间的螺距差,能够使多个编烟杆在轴杆上变为紧密或稀疏状态,作业人员根据各区域的烘烤能力能够对编烟杆的密度进行灵活调节,高温区提高烟叶挂置密度以降低叶间空气流速和温度,低温区降低烟叶挂置密度以提高叶间空气流速和温度,实现了装烟室内各区域的温度相对均匀,使装烟室内整体烟叶的脱水速度和变黄程度保持相对一致,提高了烟叶烘烤的质量,降低了烟叶烘烤的总时长,节省了烤烟的能耗。
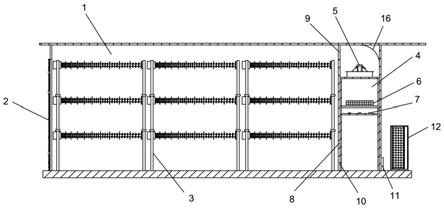
4.本发明解决其技术问题所采用的方案是:一种装烟密度可变的分区密集烤房,包括烤房,烤房内设置有装烟室和加热室,装烟室和加热室之间设置有分隔板,分隔板的顶部和底部分别开设有进风口和回风口,且加热室的底部开设有排湿窗,还包括加热组件、辅加热件、风机和编烟杆调节单元,风机设置在加热室内,所述加热组件包括设置在风机下方的冷凝器,冷凝器与加热室外侧的空气源热泵连接,辅加热件设置在冷凝器下方;所述编烟杆调节单元为多个且均匀设置在装烟室内,编烟杆调节单元包括挂烟架,挂烟架的顶部设置有固定座,挂烟架内侧对称设置有第一轴座和第二轴座,第一轴座和第二轴座之间转动套装有轴杆,轴杆的一端延伸至第一轴座,挂烟架的侧边设置有驱动电机,驱动电机的输出端与延伸出第一轴座的轴杆连接,所述轴杆上横向依次设有多段螺旋片,螺旋片的螺环相同,相邻的螺旋片之间设有隔离板,隔离板固定在所述轴杆上,每一段螺旋片的螺距与前段相
邻螺旋片的螺距差值为
∆
a。
5.进一步的,所述装烟室内被多个挂烟架均匀三等分,且挂烟架上下通过固定座连接将装烟室分为三层。
6.进一步的,所述辅加热件为电热丝或加热管。
7.进一步的,风机上方设有弧形导流板,弧形导流板与加热室的内顶部固定连接。
8.进一步的,所述风机下方设置有风机架,风机设置在风机架上,风机架与加热室内侧壁固定连接。
9.进一步的,所述风机为轴流风机。
10.进一步的,加热室外侧设置有新风阀。
11.进一步的,还包括固定套管,螺旋片设置在固定套管上,多个固定套管依次套装在所述轴杆上,相邻的固定套管之间设有隔离板,隔离板套装在轴杆上,且每一段固定套管上螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
a。
12.本发明的有益效果:通过加热室与装烟室之间分隔板顶部和底部开设的进风口和回风口,空气源热泵时使冷凝器在产生热风的过程中,余热能够通过回风口回到加热室再次利用,并能够通过排湿窗进行排湿,并利用新风阀对烘房进行补风,使加热室与装烟室之间实现气流的良性循环;作业人员对装烟室内按温度从高到低梯度划分为5个温度区域,并利用多个挂烟架将装烟室均匀三等分,且挂烟架通过固定座上下连接将装烟室分为三层,作业人员将多个挂置烟叶的编烟杆分别放置在轴杆上的多段螺旋片内的一侧端,轴杆转动时便能够对编烟杆进行旋推,由于每一段螺旋片的螺距相比于前段相邻的螺旋片的螺距多了一个
∆
a的长度,所以利用轴杆上多段螺旋片之间的螺距差,能够使多个编烟杆在轴杆上变为紧密或稀疏状态,进而改变烟叶的挂置密度,作业人员根据各区域的烘烤能力能够对编烟杆的密度进行灵活调节,高温区提高烟叶挂置密度以降低叶间空气流速和温度,低温区降低烟叶挂置密度以提高叶间空气流速和温度,实现了装烟室内各区域的温度相对均匀,使装烟室内整体烟叶的脱水速度和变黄程度保持相对一致,根据各温度区域的烘烤温度对装烟密度的调节,提高了烟叶烘烤的质量,减少了烟叶褐化和青烟等烤坏烟的现象,缩短了变黄的烟叶等待青烟叶变黄的时间,降低了烟叶烘烤的总时长,节省了烤烟的能耗。
附图说明
13.图1为本发明结构示意图之一。
14.图2为编烟杆调节单元结构示意图之一。
15.图3为编烟杆调节单元结构示意图之二。
16.图4为编烟杆调节单元结构示意图之三。
17.图5为编烟杆调节单元的一种结构示意图。
18.图6为编烟杆调节单元的另一种结构示意图之一。
19.图7为密集烤房气流方向示意图。
20.图8为密集烤房温度梯度示意图。
21.图9为装烟室温度梯度区域划分示意图。
22.图10为编烟杆调节单元的另一种结构示意图之二。
23.图11为固定套管结构示意图之一。
大于第一段螺旋片的长度d1,第二段螺旋片的螺距相比于第一段螺旋片的螺距增加
∆
2cm,每段螺旋片307的计算公式为d1=d1,d2=d1+
∆
2,d3=d1+2
∆
2,d4=d1+3
∆
2....d
n
=d1+(n
‑
1)
∆
2, 每一段螺旋片的螺距比前段相邻螺旋片的螺距增加
∆
2cm,使轴杆306上的螺旋片307呈由紧到松的状态,轴杆306上的多段螺旋片和隔离板308均为预制完成的;如图8
‑
9所示,根据装烟室内的温度从高到低划分为5个温度区域,分别为a区、b区、c区、d区和e区,每个区域的装烟密度依次降低,其中a区的温度最高,e区的温度最低,b区的温度低于a区的温度,c区的温度低于b区的温度,d区的温度低于c区的温度,即a区的装烟密度为最紧密状态,e区的装烟密度为最疏松状态,各挂烟架301与各温度区域相对应。
31.对烟叶进行烘烤时,房门2打开,作业人员将烟叶挂置在编烟杆15上,并依次将编烟杆15放置在轴杆306上的每段螺旋片307内,编烟杆15挂置完成后,作业人员控制装烟室1各温度区域内的驱动电机303启动,使驱动电机303反转带动轴杆306转动,轴杆306转动带动螺旋片307,螺旋片307对编烟杆15进行向左旋推,螺旋片307内的编烟杆15被旋推到最大行程时便会被隔离板308所限位,不再移动,由于每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,所以当前一段螺旋片内的编烟杆被旋推到最大行程后,前一段螺旋片内的编烟杆被隔离板限位并原位转动,此时相邻后一段螺旋片内的编烟杆仍处于被旋推状态,直至被旋推至最大行程,当所有的编烟杆全部被旋推至最大行程后,挂烟架上的挂烟密度便处于最紧密状态。
32.根据a区、b区、c区、d区和e区的烘烤温度对装烟密度进行调节,使a区的装烟密度最紧密,b区的装烟密度小于a区,c区的装烟密度小于b区,d区的装烟密度小于d区,e区的装烟密度小于d区,使a区到e区的装烟密度依次降低。
33.a区的装烟密度已经被调节为最紧密状态,对b区内的装烟密度进行调节时,作业人员控制b区的驱动电机正转,轴杆带动螺旋片,使螺旋片对编烟杆进行向右旋推,由于每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,所以相邻螺旋片内编烟杆之间的距离便会逐渐增加,作业人员将编烟杆调节至b区的最佳烘烤装烟密度,使b区的装烟密度小于a区的装烟密度;对c区的装烟密度进行调节时,作业人员控制c区的驱动电机正转,使螺旋片对编烟杆进行向右旋推,相邻螺旋片内编烟杆之间的距离便会逐渐增加,作业人员将编烟杆调节至c区的最佳烘烤装烟密度,使c区的装烟密度小于b区的装烟密度;对d区的装烟密度进行调节时,作业人员控制d区的驱动电机正转,使螺旋片对编烟杆进行向右旋推,相邻螺旋片内编烟杆之间的距离便会逐渐增加,作业人员将编烟杆调节至d区的最佳烘烤装烟密度,使d区的装烟密度小于c区的装烟密度。
34.对e区的装烟密度进行调节时,作业人员控制e区的驱动电机正转,使螺旋片对编烟杆进行向右旋推,相邻螺旋片内编烟杆之间的距离逐渐增加,直至螺旋片内的编烟杆被旋推到最大行程,螺旋片内的编烟杆被旋推到最大行程时便会被隔离板所限位,不再移动,由于每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,所以当前一段螺旋片内的编烟杆被旋推到最大行程后,前一段螺旋片内的编烟杆被隔离板限位并原位转动,此时相邻后一段螺旋片内的编烟杆仍处于被旋推状态,直至被旋推至最大行程,当所有的编烟杆全部被旋推至最大行程后,挂烟架上的挂烟密度便调节为最疏松状态,使e区的装烟密度处于最疏松的状态;作业人员根据各区域的烘烤温度对编烟杆的密度进行灵活调节,高温区提高烟叶挂置密度以降低烟叶间的空气流速和温度,低温区降低烟叶挂置密度以提高烟
叶间的空气流速和温度,实现了装烟室内各区域的温度相对均匀,使装烟室内整体烟叶的脱水速度和变黄程度保持相对一致,提高了烟叶烘烤的质量,缩短了变黄的烟叶等待青烟叶变黄的时间,降低了烟叶烘烤的总时长。
35.实施例2,本实施中的一种装烟密度可变的分区密集烤房以与实施例1中的不同点为中心进行说明。
36.本实施例中,如图5所示,轴杆306上的多段螺旋片307为对称设置,且螺旋片307的螺旋方向相反,对称设置的螺旋片307以轴杆306的中心为分界线,多段螺旋片307以轴杆306中心依次向外,每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2,多段螺旋片307呈由紧到松的状态,作业人员将多个编烟杆15放置在各螺旋片内,驱动电机启动反转时,轴杆带动螺旋片,螺旋片对编烟杆向轴杆中心进行旋推,使编烟杆由外向内运动,螺旋片307内的编烟杆15被旋推到最大行程时被隔离板308所限位,不再移动,由于每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,所以当前一段螺旋片内的编烟杆被旋推到最大行程后,前一段螺旋片内的编烟杆被隔离板限位并原位转动,此时相邻后一段螺旋片内的编烟杆仍处于被旋推状态,直至被旋推至最大行程,当所有的编烟杆全部被旋推至最大行程后,挂烟架上的挂烟密度便处于最紧密状态。
37.驱动电机启动正转时,螺旋片对编烟杆向轴杆两端进行旋推,使编烟杆由内向外运动,相邻螺旋片内编烟杆之间的距离逐渐增加,直至螺旋片内的编烟杆被旋推到最大行程,螺旋片内的编烟杆被旋推到最大行程时便会被隔离板所限位,不再移动,由于每一段螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,所以当前一段螺旋片内的编烟杆被旋推到最大行程后,前一段螺旋片内的编烟杆被隔离板限位并原位转动,此时相邻后一段螺旋片内的编烟杆仍处于被旋推状态,直至被旋推至最大行程,当所有的编烟杆全部被旋推至最大行程后,挂烟架上的挂烟密度便调节为最疏松状态;作业人员能够根据不同的装烟密度对编烟杆进行灵活调节,将编烟杆调节至合适的位置,使多个编烟杆在挂烟架上的密度灵活可调。
38.实施例3,本实施中的一种装烟密度可变的分区密集烤房以与实施例1中的不同点为中心进行说明。
39.本实施例中,如图6所示,在轴杆306上设置有温度传感组件,温度传感组件包括挂钩13,挂钩13挂置在轴杆306中心的隔离板上,挂钩13底部设置有温度传感器14,对烟叶进行烘烤时,通过温度传感器14能够对各温度区域内的温度进行实时监测,当某一区域内的温度增高时,温度传感器14向外界控制器发送信号,外界控制器将该区域内的驱动电机启动,驱动电机反转带动轴杆,螺旋片307对编烟杆15进行向左旋推,缩短相邻螺旋片内编烟杆15之间的距离,提高烟叶挂置密度,降低叶间空气流速和温度;当某一区域内的温度降低时,温度传感器14向外界控制器发送信号,外界控制器将该区域内的驱动电机启动,驱动电机正转带动轴杆,螺旋片307对编烟杆15进行向右旋推,增加相邻螺旋片内编烟杆15之间的距离,降低烟叶挂置密度,提高叶间空气流速和温度,从而能够保证装烟室1内整体烟叶烘烤过程中烟叶变黄失水同步和烘烤质量均匀,并且自动对烟叶挂置密度进行调节,省时省力,提高了烟叶的烘烤效率。
40.实施例4,本实施中的一种装烟密度可变的分区密集烤房以与实施例1中的不同点为中心进行说明。
41.本实施例中,在加热室内风机5的上方设有弧形导流板16,弧形导流板16与加热室4的内顶部固定连接,弧形导流板16能够对风机5吹出的气流进行导流,使气流更好的通过进风口9进入到装烟室1内,提高了风机5的使用效率。
42.实施例5,本实施中的一种装烟密度可变的分区密集烤房以与实施例1中的不同点为中心进行说明。
43.本实施例中,如图10
‑
11所示,螺旋片307设置在固定套管17上,固定套管17与轴杆306套装连接,螺旋片307的螺环相同,相邻的固定套管17之间设有隔离板308,隔离板308与轴杆306套装连接,每一段固定套管17上螺旋片的螺距与前段相邻螺旋片的螺距差值为
∆
2cm,作业人员根据每段螺旋片的螺距依次将固定套管17固定套装在轴杆306上,使相邻的螺旋片的螺距依次呈递增或递减关系; 需要使轴杆306上螺旋片307的螺距从左到右呈由紧到松的状态时,先将最大螺距的螺旋片通过固定套管17固定套装在轴杆306上,再将相邻螺旋片的螺距呈递减关系依次通过固定套管17固定连接在轴杆306上,相邻固定套管17之间的隔离板308固定在轴杆上;需要使轴杆306上螺旋片307的螺距从左到右呈由松到紧的状态时,先将最小螺距的螺旋片通过固定套管固定套装在轴杆306上,再将相邻螺旋片的螺距呈递增关系依次通过固定套管固定连接在轴杆306上,相邻固定套管之间的隔离板308固定在轴杆上,并且作业人员也能够根据需要对螺旋片307进行灵活组合,将螺旋片307通过固定套管17固定在轴杆306上,使用灵活。
44.实施例6,本实施中的一种装烟密度可变的分区密集烤房以与实施例1中的不同点为中心进行说明。
45.本实施例中,如图12
‑
13所示,轴杆上依次设有多个旋推单元, 旋推单元包括两段对称设置的螺旋片307,螺旋片307的螺旋方向相反,且相邻螺旋片307内的螺距相同,在相邻螺旋片307之间设有隔离板308,隔离板308与轴杆307固定套装,螺旋片307通过固定套管17与轴杆307固定连接,旋推单元a1=旋推单元a2,相邻的旋推单元结构相同;作业人员将编烟杆分别挂置在对称设置的螺旋片307内,控制驱动电机303启动正转,并带动轴杆306正转,在螺旋片307螺旋方向相反的作用下,螺旋片307内的编烟杆15被由外向内旋推,直至螺旋片内的编烟杆被旋推到最大行程,螺旋片内的编烟杆被旋推到最大行程时便会被隔离板所限位,不再移动,此时旋推单元内相邻编烟杆之间的距离为最紧密状态,驱动电机303再进行反转,驱动轴杆306反转,在螺旋片307螺旋方向相反的作用下,螺旋片307内的编烟杆15被由内向外旋推,直至螺旋片内的编烟杆被旋推到最大行程,螺旋片内的编烟杆被旋推到最大行程时便会被隔离板所限位,此时旋推单元内相邻编烟杆之间的距离为最疏松状态,通过驱动电机303的正反转,能够使旋推单元内的编烟杆进行相互靠近和相互远离的往复运动,使编烟杆一直处于持续运动状态,持续改变烟叶挂置密度,使相邻的烟叶挂置密度处于紧密变为疏松,疏松再变为紧密的状态,使用灵活,驱动电机303预先设置好正转圈数和反转圈数后,不再需要人工对驱动电机进行控制,省时省力,使装烟室内整体烟叶的脱水速度和变黄程度保持相对一致,提高了烟叶烘烤的质量,减少了烟叶褐化和青烟等烤坏烟的现象,降低了烟叶烘烤的总时长,提高了烟叶烘烤效率。
46.以上所述仅为本发明的较佳实施例,并不限制本发明,凡在本发明的精神和原则范围内所做的任何修改、等同替换和改进,均应包含在本发明的保护范围之内。