烟草烟雾过滤器
1.本技术是名为“烟草烟雾过滤器”、申请号为201380046645.2的中国专利申请的分案申请,专利申请201380046645.2是根据专利合作条约于2013年7月31日提交的国际申请(pct/ep2013/066064)进入中国国家阶段的国家申请,该申请的优先权日为2012年8月1日。
技术领域
2.本发明涉及烟草烟雾过滤器和过滤器元件,例如用于吸烟制品,例如香烟。
背景技术:
3.所谓的“actron”型烟草烟雾过滤器是公知的(例如见us 4256122)。这些包括热成型纤维素乙酸酯材料的芯,其包括局部长度的外槽,和贴合这些槽的廓形的无孔芯包装物。该过滤器包括通风的外包装物,其允许通风空气进入外槽,沿外槽与通过纤维素乙酸酯材料芯吸进的烟雾一道流入吸烟者的嘴中。无孔芯包装物阻止通风空气进入纤维素乙酸酯芯,因此过滤器中没有空气和烟雾的混合。这些过滤器易于将通风的外包装物压进槽中(例如在香烟制造期间和/或在使用中由吸烟者的嘴)。此外,因在过滤器中缺少空气和烟雾的混合而引起的所谓“空气和烟雾”效应可导致较差的口感。
4.其它有带槽包装或廓形的过滤器在加工和处理期间也会受压。
5.需要没有这些缺点的烟草烟雾过滤器。
技术实现要素:
6.根据本发明提供了一种烟草烟雾过滤器(或过滤器元件),其包含围绕烟草烟雾过滤材料的下游(纵向延伸)的热成型芯接合的硬质外包装物,和与所述硬质外包装物纵向对齐的(例如烟草烟雾过滤材料的)另外的(纵向延伸,例如大致呈圆柱形)芯;下游热成型芯具有异形的(例如带槽的,例如波形的)外表面,其与硬质外包装物(的内表面)一起限定至少一个(例如包覆的)纵向延伸的通道,所述通道(例如连续地)沿下游芯的(全)长度延伸。烟草烟雾过滤材料的另外的芯与烟草烟雾过滤材料的下游热成型芯纵向对齐。烟草烟雾过滤材料的另外的芯在烟草烟雾过滤材料的下游热成型芯的上游。优选地,烟草烟雾过滤材料的另外的芯(的下游端)与烟草烟雾过滤材料的下游热成型芯(的上游端)纵向对齐并邻接。
7.在本文中,术语“下游”意味着朝向过滤器/过滤器元件/过滤器香烟的最靠近过滤器香烟(例如,当过滤器/过滤器元件附接至过滤器香烟中的烟草外壳时)的吸烟者的口部的一端。术语“上游”意味着朝向过滤器/过滤器元件的最靠近过滤器香烟(例如,当过滤器/过滤器元件附接至过滤器香烟中的烟草外壳时)的烟草外壳的一端。
8.本文中,术语“热成型芯”意为利用对烟草烟雾过滤材料(和任选的其它成分例如增塑剂)的热作用定型或模制为内聚的自支撑芯的芯。
9.优选地,硬质外包装物包括硬纸,例如硬质成型纸。硬质外包装物可以是基重约80至120gsm的纸(例如成型纸)。硬质外包装物可以是重量较轻,例如基重30至80gsm的纸(例
如成型纸),向其应用添加剂以使它变硬,或对其加工或调配以产生比常规成型纸更硬的结构,如本领域所公知的。硬纸,例如硬质成型纸是本领域中公知的。
10.优选地,下游热成型芯不包括贴合(例如粘附于)其异形外表面廓形的其它包装物(例如不透空气的包装物)。换言之,优选地在下游芯的异形外表面和硬质外包装物的内表面之间没有其它包装物。优选地,下游热成型芯是包含内聚的、粘合的、(可透烟雾的)材料的芯。本文中术语内聚意为自支撑的;内聚粘合热成型芯材料保持它的形状和成型表面,不需要成型包装物(以保持其形状)。
11.另外的芯可以包括围绕(例如纵向延伸,大致呈圆柱形)另外的芯接合的芯包装物。包装物可以是纸,例如成型纸。
12.过滤器或过滤器元件可以任选地包括(例如烟草烟雾过滤材料的)一个或更多个附加的(例如纵向延伸,大致呈圆柱形)芯,其与下游热成型芯和另外的芯纵向对齐。该(或每个)附加芯可以包括围绕(例如纵向延伸,大致呈圆柱形)该附加芯接合的芯包装物。包装物可以是纸,例如成型纸。
13.下游(热成型)芯的成型(例如波形)外表面可以与硬质外包装物(的内表面)一起限定(例如包覆的)纵向延伸的通道(例如一至十六个纵向延伸的通道,优选4至10个通道,例如5至10个通道),所述通道沿下游热成型芯(沿该芯的全长)连续延伸。应当理解上述举例的通道数目对于圆周长约24.5mm的过滤器是优选的。
14.申请人发现,异形的(例如波形的或带槽的)热成型下游芯与硬质外包装物(例如硬质成型纸)的组合给出了比之前的类似产品更好的端界,因为在过滤器或过滤器香烟的后续加工和使用期间槽(通道)不被挤压或扭曲。热成型芯不需要贴合其异形外表面廓形的另外包装物(例如不透空气的包装物),这可导致改善的吸烟质量(例如通过减轻或消除“空气和烟雾”效应),因为通风空气可以进入下游芯并与烟雾混合。
15.硬质外包装物的下游端可以延伸超过其围绕接合的(下游热成型)芯的下游端,以在过滤器或过滤器元件的下游端限定(例如大致为管状的)腔。延伸超过其围绕接合的芯的下游端的硬质外包装物的径向内面可以(例如与下游热成型芯的下游端一起)在过滤器或过滤器元件的下游端限定腔或凹口,例如大致为管状的腔/凹口。因此,过滤器或过滤器元件可以是凹口过滤器/过滤器元件。
16.下游热成型芯、另外的芯、另外的芯包装物(如果存在)、硬质外包装物、所述或每个附加芯(如果存在)和所述或每个附加芯包装物(如果存在)中的一者或更多者可以任选地着色或染色(例如用合适的染料或颜料,优选监管部门批准用于食品接触应用的那些)。针对下游热成型芯的颜色,另外的芯可以为对比色或具有呈对比色的包装物。染料或颜料可以优选任何与(例如白色的)烟草烟雾过滤材料的下游热成型芯形成对比的颜色,例如绿色、蓝色、红色、橙色等。下游热成型芯、另外的芯和附加芯(如果存在)中的每一个可以是与其它芯相同的颜色或不同的颜色。另外的芯和/或附加芯可以包括着色的或染色的包装物(例如用合适的染料或颜料着色,优选监管部门批准用于食品接触应用的那些)。
17.在一个实例中,另外的芯包含着色或染色为红色的烟草烟雾过滤材料(例如用合适的染料或颜料,优选监管部门批准用于食品接触应用的那些),下游热成型芯包含白色烟草烟雾过滤材料(例如纤维素乙酸酯)。应当理解在此实施例中,当沿着过滤器/元件的纵向轴“一端向前”地观看下游芯的下游端时,另外的芯的红色将与下游热成型芯中通道的上游
端形成对比,因此是可见的。此对比为产品过滤器、元件或滤棒提供了独特的外观,这对于防伪目的是有用的。
18.因此,由下游热成型芯和硬质外包装物的下游端提供的独特端部外观(任选地与着色的硬质外包装物、着色的另外的芯、有凹口的下游热成型芯等组合)是坚固的(由于包装物和成型表面的强度),且在后续的制造和吸烟例如过滤器香烟的期间保留了有用的原创标志和防伪措施。
19.热成型烟草烟雾过滤材料的下游芯可以由任何热成型的烟草烟雾过滤材料制成。过滤材料可以是,例如,天然或合成丝状丝束,例如棉或塑料如聚乙烯或聚丙烯的丝状丝束,纤维素乙酸酯丝状丝束,和挤出材料(例如淀粉、合成泡沫、挤出泡沫)。优选地,烟草烟雾过滤材料的下游热成型芯包含纤维素乙酸酯,例如挤出的丝状纤维素乙酸酯。烟草烟雾过滤材料的下游热成型芯可以包含纤维素乙酸酯丝束,任选地包括增塑剂(例如三乙酸甘油酯)。下游热成型芯可以通过以下方法形成:连续推进(例如连续拉动和/或聚集)烟草烟雾过滤材料(例如纤维素乙酸酯丝束,任选地包括或带有增塑剂)流,通过有合适的非圆形截面的成型模具,其形成有异形外表面的芯,(任选地)在其形成时和/或之后很快地热处理推进的芯(任选地有后续冷却步骤)——例如通过与wo2011/148130所公开的相似的方法。热处理(和任选的冷却)可以活化增塑剂以使过滤材料形成为具有异形的(例如带槽的,例如波形的)外表面的内聚的、粘合的、可透烟雾的下游热成型芯。
20.另外的芯和附加芯(如果存在)可包含烟草烟雾过滤材料。用于芯的烟草烟雾过滤材料可以是相同或不同的。烟草烟雾过滤材料可以是例如任何常规用于烟草烟雾过滤器制造的那些材料(通常是丝状的、纤维状的、网状物或挤出的)。过滤材料可以是天然或合成丝状丝束,例如棉或塑料如聚乙烯或聚丙烯的丝状丝束,或纤维素乙酸酯丝状丝束。它可以是,例如,天然或合成的短纤维、棉绒、网状材料例如纸(通常有绉纹)和(例如合成的)无纺物,和挤出材料(例如淀粉、合成泡沫、挤出泡沫)。另外的芯和/或附加芯的过滤材料可以是纤维素乙酸酯。
21.如上所述,另外的(例如纵向延伸,例如大致呈圆柱形)芯可以包含烟草烟雾过滤材料。优选地烟草烟雾过滤材料是纤维素乙酸酯。另外的(例如纵向延伸,例如大致呈圆柱形)芯可以包括围绕芯接合的另外的芯包装物例如成型纸,例如不可渗透的成型纸。另外的芯可以是非卷绕的、大致呈圆柱形的纤维素乙酸酯芯,例如如非卷绕乙酸酯(nwa)过滤器段,如本领域所公知的。
22.另外的芯和附加芯(如果存在)可以包括添加剂,例如粒状添加剂,例如活性炭。
23.烟草烟雾过滤器或过滤器元件可以包括(带有)增香剂。下游热成型芯、另外的芯、另外的芯包装物(如果存在)、硬质外包装物、所述或每个附加芯(如果存在)和所述或每个附加芯包装物(如果存在)中的一者或更多者可以包括(带有)增香剂。增香剂可以是任何已知用于烟草烟雾过滤器或过滤器元件的增香剂。例如,增香剂可以是薄荷醇、留兰香、薄荷、肉豆蔻、肉桂、丁香、柠檬、巧克力、桃、草莓、香草等。该试剂可包含烟碱或其盐或衍生物。优选地增香剂是薄荷醇。如果多于一个的芯/包装物中包括增香剂,则增香剂可以是相同的或不同的。
24.烟草烟雾过滤器或过滤器元件的长度可以是12至40mm,例如17至35mm,例如20至30mm。
25.烟草烟雾过滤器(或过滤器元件)的圆周长可以是14至28mm,例如16至26mm,例如16至17mm或24至25mm。
26.在根据本发明的过滤器香烟中,本发明的过滤器(或包括本发明的过滤器元件的过滤器)以过滤器朝向烟草的一端(上游端)连接至卷绕的烟棒。过滤器可通过环状接装(ring tipping)(其仅围绕(卷绕的)过滤器和棒的相邻端进行接合,使大部分过滤器包装物暴露)连接至卷绕的烟棒。过滤器可通过全接装外包装(full tipping overwrap)(其围绕全过滤器长度和烟棒的相邻端进行接合)而连接。
27.优选地硬质外包装物包括通风部,例如通风区域。硬质外包装物可以包括通风区域,其包含至少一个环形(ring)或环状(annulus)的通风孔,围绕过滤器/过滤器元件的圆周。这些通风孔可以对齐于任何可以存在于过滤器的区段。硬质外包装物可以包括一个或更多个通风区域,其对齐于限定在热成型芯的成型(例如带槽的,例如波形的)外表面和硬质外包装物(的内表面)之间的所述(或每个)通道。包括通风部可以产生进一步改善的吸烟质量(例如通过进一步减轻或消除“空气和烟雾”效应,因为通风空气可以更容易地进入下游芯)。
28.根据本发明的过滤器、过滤器元件或过滤器香烟可以通过本领域公知的方法通风,例如通过使用预穿孔的或可透气的硬质外包装物,和/或对硬质外包装物和接装外包装(如果存在)激光穿孔。类似地,通风的全接装外包装可以是固有地可透空气的,或提供有通风孔,并且在硬质外包装物和接装外包装两者都存在的通风的产品中,通过外包装的通风区域通常(且优选地)对齐于通过成型纸的通风区域。通过硬质外包装物、或通过接装外包装、或同时通过两者的通风孔可以在过滤器或过滤器香烟生产期间由激光穿孔制成,如本领域所公知的。
29.下游热成型芯可以限定一个或更多个纵向延伸通过下游热成型芯的其它通道或孔。所述其它通道或孔可以例如从下游端经过下游热成型芯延伸。其它通道或孔可以例如从下游端通过下游热成型芯向上游端延伸。所述(或每个)其它通道或孔可以具有任何形状的截面,例如圆形、椭圆形、星形、心形、三叶形、五边形、轮齿形或标志形的截面。优选地所述(或每个)其它通道或孔具有对称(形状对称)的截面。
30.下游热成型芯可限定通过下游热成型芯纵向延伸的单个通道或孔。下游热成型芯可限定多于一个(例如窄的)通道或孔,而非单个(更宽的)通道或孔。下游热成型芯可限定优选通过下游热成型芯的中心延伸(即沿着芯的中心轴)的通道或孔。优选地,在一个或更多个其它通道或孔(的外围)和异形外表面距其它通道或孔(的外围)最近的部分之间至少有1.2mm的热成型材料。
31.根据本发明,在另一个方面,提供了烟草烟雾过滤器元件,其包含烟草烟雾过滤材料的(纵向延伸的)热成型芯,所述热成型芯具有包括至少一个纵向延伸槽的异形外表面,所述槽(例如连续地)沿热成型芯的(全)长度延伸。(热成型)芯的异形(例如波形的)外表面可以包括一至十六个纵向延伸的槽(优选4至10个槽,例如5至10个槽),所述槽沿热成型芯(沿该芯的全长)延伸(例如连续地)。
32.过滤器元件可以进一步包含围绕烟草烟雾过滤材料的(纵向延伸的)热成型芯接合的硬质外包装物。因此该异形(例如带槽的,例如波形的)外表面可以与硬质外包装物(的内表面)一起限定至少一个(例如包覆的)纵向延伸的通道,所述通道(例如连续地)沿芯的
(全)长度(通过包覆芯的外表面中的槽的硬质外包装物而形成)延伸。
33.优选地,硬质外包装物包含硬纸,例如硬质成型纸。硬质外包装物可以是基重约80至120gsm的纸(例如成型纸)。硬质外包装物可以是重量较轻,例如基重30至80gsm的纸(例如成型纸),向其应用添加剂以使它变硬,如本领域所公知的。硬纸,例如硬质成型纸是本领域公知的。
34.优选地,热成型芯不包括贴合(例如粘附于)其异形外表面廓形的其它包装物(例如不透空气的包装物)。换言之优选地在芯的异形外表面和硬质外包装物(如果存在)的内表面之间没有其它包装物。优选地,热成型芯是包含内聚的、粘合的、(可透烟雾的)材料(例如纤维素乙酸酯)的芯。本文中术语内聚意为自支撑的;内聚粘合热成型芯材料保持它的形状和成型表面,而不需要定型包装物(以保持其形状)。合适的用于热成型芯的材料如上文关于下游热成型芯所述。
35.纵向延伸的通道/槽的总横截面积可以共计为过滤器的(下游)热成型芯总体横截面积的3%至22%之间,优选至少5%,更优选6%至18%之间。仔细控制通道的数目和/或深度(例如由制造下游芯的热成型工艺决定)可以给出改进的过滤性能和/或感官特征。这可以通过以下方法实现:增加波纹的深度,优选一并增加波纹的表面积,任选地一并增加波间距——即,使波纹变宽,并减少它们的数目。例如,根据本发明过滤器可以具有五个通道,其深约0.75mm,波间距约2.0mm。
36.根据本发明,在另一个方面,提供了包含多个(例如2、4、6等)如上所述的和/或在本文中以镜像关系端对端连接为整体的过滤器(或过滤器元件)的多节棒。
附图说明
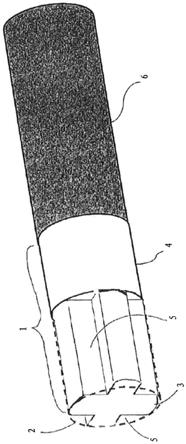
37.现在将参照以下实施例和附图对本发明进行说明,其中图1示意性地说明了根据本发明第一实施方案的过滤器,图2示出了根据本发明另一个实施方案的过滤器的下游端视图。
具体实施方式
38.图1示出了长度为30mm且圆周长为约25mm的烟草烟雾过滤器1,其包括由基重为100gsm的硬质成型纸制成的硬质外包装物2(以虚线示出)。该硬质外包装物围绕长度为15mm的烟草烟雾过滤材料的下游纵向延伸的热成型芯3接合;和烟草烟雾过滤材料的纵向延伸的大致呈圆柱形的另外的芯4,长度也为15mm。另外的芯4与热成型芯3纵向对齐,且另外的芯4的下游端与烟草烟雾过滤材料的下游热成型芯的上游端邻接。硬质外包装物包括通风部(未示出)。
39.下游热成型芯3由应用了三乙酸甘油酯塑化剂的纤维素乙酸酯丝束形成。芯3通过以下方法形成多种长度的芯:连续拉动和/或聚集由带有增塑剂的纤维素乙酸酯丝束制成的烟草烟雾流,通过定型模具以形成推进的具有异形外表面的多种长度的芯,且在其形成时和/或之后很快地通过与wo2011/148130所公开的相似的方法热处理推进的多种长度的芯(有后续冷却步骤)。热处理和冷却活化了增塑剂以使纤维素乙酸酯材料形成为多种长度的内聚的、粘合的、可透烟雾的下游热成型芯,其具有异形的(例如带槽的,例如波形的)外表面。然后在过滤器或香烟形成期间通过本领域公知的方法将多种长度的芯切至单个芯3。
40.下游热成型芯3具有异形的外表面,其包括四个纵向延伸的槽5。每个槽5与硬质外包装物的内表面一起限定了纵向延伸的通道(其被包装物2包覆),所述通道连续地沿下游芯3的全长延伸。
41.另外的芯4是非卷绕的大致呈圆柱形的纤维素乙酸酯芯,例如如非卷绕乙酸酯(nwa)过滤器段,如本领域所公知的。
42.应当理解如图1所示的过滤器可以通过本领域公知的方法制成,例如通过纵向推进组成的多滤棒(例如双滤棒)的连续流(排列适当,例如形成下游芯3的双组成棒位于形成另外的芯4的双组成棒之间)至包装配件,在此处连续推进的硬质外包装物围绕纵向推进的组成的多重滤棒包覆,且利用搭接和粘合接缝固定(如所公知的)。然后将包覆的纵向推进的组成的多滤棒流通过本领域公知的方法适当地切割,用于进一步的用途。
43.过滤器1用朝向烟草的上游芯4与包覆的烟棒6连接。过滤器1通过本领域公知的方法由环形接装与包覆的烟棒6连接[其仅围绕(包覆的)过滤器和棒的邻近端接合以使硬质包装物2的大部分露出]。
[0044]
申请人发现异形的热成型下游芯与硬质外包装物的组合给出了比之前的类似产品更好的端界,因为在过滤器或过滤器香烟的后续加工和使用期间,包覆的通道不被挤压或扭曲;这对于防伪目的是有用的。热成型芯是内聚的和自支撑的,因此不需要贴合其异形外表面廓形的其它包装物(例如不透空气的包装物),这可以产生改进的吸烟质量(例如通过减轻或消除“空气和烟雾”效应),因为通风空气可以通过通风部和/或纵向延伸的通道进入下游芯。
[0045]
在另一个实施例(未示出)中,与图1所示相似的烟草烟雾过滤器包括另一个nwa芯,其着色或染色为红色(例如用合适的染料或颜料,监管部门批准用于食品接触应用的那些),下游热成型芯包含白色的纤维素乙酸酯(如图1)。应当理解在此实施例中,当沿过滤器/元件的纵向轴“一端向前”地观看下游芯的下游端时,另外的芯的红色将与下游热成型芯中纵向延伸的通道的上游端形成对比,因此是可见的。此对比为产品过滤器、元件或滤棒提供了加强的独特外观,对于防伪目的是有用的。
[0046]
图2示出了本发明另一个实施方案的下游端视图。在此实施方案中,长度为30mm且圆周长约25mm左右的烟草烟雾过滤器10包括由基重为100gsm的硬质成型纸制成的硬质外包装物12(以粗线示出)。该硬质外包装物围绕长度为15mm的烟草烟雾过滤材料的下游纵向延伸的热成型芯13接合;和烟草烟雾过滤材料的纵向延伸的大致呈圆柱形的另外的芯,长度也为15mm(未示出)。另外的芯与热成型芯13纵向对齐,且另外的芯的下游端与烟草烟雾过滤材料的下游热成型芯13的上游端邻接。硬质外包装物包括通风部(未示出)。
[0047]
下游热成型芯13具有异形的外表面,其包括四个纵向延伸的槽15。每个槽15与硬质外包装物的内表面一起限定纵向延伸的通道(其被包装物12包覆),所述通道连续地延伸下游芯13的全长。
[0048]
下游热成型芯13限定了通过下游热成型芯纵向延伸的圆形截面的另一个通道或孔17。孔17通过下游热成型芯从下游端至上游端延伸。如图2所示,孔17通过下游热成型芯的中心(即沿芯的中心轴)延伸。如图2所示(虽然非等比例),在孔13的外围和芯13的异形外表面的最近部分之间至少有1.2mm的热成型材料。
[0049]
下游热成型芯13由应用了三乙酸甘油酯增塑剂的纤维素乙酸酯丝束形成,以和用
于形成图1实施例的热成型芯3相似的方式。
[0050]
另外的芯(未示出)是非卷绕的大致呈圆柱形的纤维素乙酸酯芯,例如如非卷绕乙酸酯(nwa)过滤器段,如本领域所公知的。
[0051]
过滤器10可以用朝向烟草的上游芯与包覆的烟棒连接。过滤器通过本领域公知的方法由环形接装与包覆的烟棒6连接[其仅围绕(包覆的)过滤器和棒的邻近端接合以使硬质包装物2的大部分露出]。
[0052]
图2的实施例具有截面为圆形的孔17。应当理解在本发明的其它实施例(未示出)中,该孔可以具有任何形状的截面,例如圆形、椭圆形、星形、心形、三叶形、五边形、轮齿形或标志形的截面。在其它实施例(未示出)中,下游热成型芯可以限定多于一个(例如窄的)孔,而非单个孔。
[0053]
以下内容对应于母案申请的原始权利要求书:
[0054]
1.一种烟草烟雾过滤器或过滤器元件,其包含围绕烟草烟雾过滤材料的下游热成型芯接合的硬质外包装物,和与其纵向对齐的另外的芯;所述下游热成型芯具有异形的外表面,其与所述硬质外包装物一起限定至少一个纵向延伸的通道,所述通道沿所述下游芯的长度延伸。
[0055]
2.根据项1所述的烟草烟雾过滤器或过滤器元件,其中所述硬质外包装物包含硬纸,例如硬质成型纸。
[0056]
3.根据项1或项2所述的烟草烟雾过滤器或过滤器元件,其中所述成型纸是基重约80至120gsm的纸,或基重30至80gsm的纸,向其施加添加剂以使其变硬,或对其加工或调配以产生比常规成型纸更硬的结构。
[0057]
4.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述另外的芯包含围绕所述另外的芯接合的芯包装物。
[0058]
5.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其包含与所述下游热成型芯和另外的芯纵向对齐的一个或更多个附加芯。
[0059]
6.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述下游芯的所述异形外表面与所述硬质外包装物一起限定1至16个纵向延伸的通道,所述通道沿所述芯的长度延伸。
[0060]
7.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述下游芯的所述异形外表面与所述硬质外包装物一起限定4至10个纵向延伸的通道,所述通道沿所述芯的长度延伸。
[0061]
8.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述硬质外包装物的下游端延伸超过其围绕接合的所述下游热成型芯的下游端,以在所述过滤器或过滤器元件的下游端限定腔。
[0062]
9.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述下游热成型芯、所述另外的芯、所述另外的芯包装物(如果存在)、所述硬质外包装物、所述或每个附加芯(如果存在)和所述或每个附加芯包装物(如果存在)中的一者或更多者经过着色或染色。
[0063]
10.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述另外的芯、所述另外的芯包装物(如果存在)、所述硬质外包装物、所述或每个附加芯(如果存在)和
所述或每个附加芯包装物(如果存在)中的一者或更多者是针对所述下游热成型芯的颜色的对比色。
[0064]
11.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述热成型烟草烟雾过滤材料的下游芯包含天然或合成丝状丝束,例如棉或塑料如聚乙烯或聚丙烯的丝状丝束,纤维素乙酸酯丝状丝束,或挤出材料(例如淀粉、合成泡沫、挤出泡沫)。
[0065]
12.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述热成型烟草烟雾过滤材料的下游芯包含由以下方法形成的纤维素乙酸酯芯:将纤维素乙酸酯流连续推进通过有合适截面的定型模具以形成具有异形外表面的所述芯。
[0066]
13.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述另外的芯和附加芯(如果存在)分别选自天然或合成丝状丝束,例如棉或塑料如聚乙烯或聚丙烯的丝状丝束,或纤维素乙酸酯丝状丝束,天然或合成的短纤维、棉绒、网状材料例如纸(通常有绉纹)和(例如合成的)无纺物,和挤出材料(例如淀粉、合成泡沫、挤出泡沫)。
[0067]
14。根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述另外的芯和附加芯(如果存在)包括添加剂,例如粒状添加剂,例如活性炭。
[0068]
15.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其包括增香剂。
[0069]
16.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其包括通风部。
[0070]
17.根据前述项中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述下游热成型芯限定了一个或更多个其它通道或孔,所述通道或孔纵向延伸通过所述下游热成型芯。
[0071]
18.根据项17所述的烟草烟雾过滤器或过滤器元件,其中在所述一个或更多个其它通道或孔和所述异形外表面的最近部分之间至少有1.2mm的热成型材料。
[0072]
19.一种烟草烟雾过滤器元件,其包含具有异形外表面的烟草烟雾过滤材料的热成型芯,所述异形外表面包括至少一个纵向延伸槽,所述槽沿所述热成型芯的长度延伸。
[0073]
20.根据项19所述的烟草烟雾过滤器,其中所述热成型芯不包括贴合所述异形外表面廓形的其它包装物。
[0074]
21.根据项19或项20所述的烟草烟雾过滤器元件,其中所述热成型芯不包括贴合所述异形外表面廓形的其它不透空气的包装物。
[0075]
22.根据项19至21中任一项所述的烟草烟雾过滤器元件,其中所述芯的所述异形外表面包括一至十六个纵向延伸的槽,所述槽沿所述芯的长度延伸。
[0076]
23.根据项19至22中任一项所述的烟草烟雾过滤器元件,其进一步包含围绕所述烟草烟雾过滤材料的热成型芯接合的硬质外包装物。
[0077]
24.根据项19至23中任一项所述的烟草烟雾过滤器或过滤器元件,其中所述热成型芯限定一个或更多个纵向延伸通过所述热成型芯的其它通道或孔。
[0078]
25.根据项24所述的烟草烟雾过滤器或过滤器元件,其中在所述异形外表面的最近部分和所述其它通道或孔之间至少有1.2mm的热成型材料。
[0079]
26.一种基本上如上文参照附图1或附图2描述的烟草烟雾过滤器或过滤器元件。
[0080]
27.一种过滤器香烟,包括根据前述项中的任一项所述的过滤器或者包括根据前述项中的任一项所述的过滤器元件的过滤器,所述过滤器连接至卷绕的烟棒。
[0081]
28.一种多节棒,包括根据项1至26所述的多个过滤器或过滤器元件,所述多个过
滤器或过滤器元件以镜像关系端对端地连接成一体。