1.本发明涉及一种制造用于烟草制品的过滤嘴的方法,具有如下步骤:将纸筒或硬纸筒安放在旋转分度台的保持装置中;将旋转分度台围绕自身的竖直轴线周期性地转动;在此在旋转分度台的每个停止状态中,用陶瓷筛填塞;填充;检查填充量;再次填塞至少一个纸筒或硬纸筒的上部开口;并且抛出加工成过滤嘴的纸筒或硬纸筒,所述纸筒或硬纸筒处于旋转分度台的最远前进的周期位置上。本发明此外涉及一种用于制造过滤嘴的与此对应的设备。
背景技术:
2.为了抽自卷的香烟并非不常见的是,将预制的过滤嘴作为烟嘴卷入到香烟中。过滤嘴因此用于两个目的,即一方面用于滤除不期望的烟伴生物质,用于冷却烟,并且当香烟燃烧靠近烟嘴时也用作为防止灼伤的保护。吸烟者报告,过滤嘴的使用改进香烟的味道并且整个吸烟经历如下改进,即吸烟乐趣被提高。
3.预制的过滤嘴在此设计成消耗材料。每单个香烟需要一个过滤嘴。自卷的香烟的流行程度是非常高的。对之前描述的过滤嘴的需求是对应地高的。已知的是,预制的过滤嘴在家庭手动劳动中通过填塞辅助工具制造。在此,将陶瓷筛从一侧填塞到粘接的纸筒或硬纸筒中,使得首先形成杯。在杯中随后倾倒活性炭并且此后将纸筒或硬纸筒的上部开口借助另一过滤嘴封闭。因为陶瓷筛根据制造方法具有粗糙的表面,足够的是,将陶瓷筛借助压配合填塞到筒中,使得过滤嘴具有保持吸烟过程安全、而不分解的耐久性。
4.市场上存在对具有尤其小的直径的过滤嘴的提高的需求,以便使袋形的香烟配设有烟嘴。所述非常薄的过滤嘴不再能够以高的产量手工生产。过滤嘴的填塞和填充要求极其熟练并且对于每月百万件范围的批量生产要求过高的时间。
技术实现要素:
5.因此本发明的任务是,提供一种用于制造用于烟草制品的过滤嘴的方法和一种用于执行所述方法的对应的设备。
6.根据本发明的方法任务通过具有根据权利要求1的特征的方法来实现,并且设备任务通过根据权利要求6的设备来实现。方法的其他有利的设计方案在权利要求1的从属权利要求中给出。设备的其他有利的设计方案在权利要求6的从属权利要求中给出。
7.因此根据本发明提出,在旋转分度台上制造过滤嘴。在处理具有可能轻微改变的直径并且不始终精确圆形的形状的非常窄的纸筒和硬纸筒时,旋转分度台证实为是有利的。相对于连续的方法,旋转分度台的特征在于相对于使用的材料的轻微公差的相对高的不敏感性。
8.在用于制造用于烟草制品的过滤嘴的旋转分度台上执行如下步骤:将纸筒或硬纸筒安放在旋转分度台的保持装置中。所述保持装置能够是简单的夹具、夹子或具有圆形的夹取衬垫的夹具。在此,旋转分度台围绕自身的竖直轴线周期性地转动。转动能够实现,可
以将纸筒或硬纸筒输送给多个处理站。在旋转分度台的每个停止状态中,用陶瓷筛填塞至少一个纸筒或硬纸筒的下部开口。陶瓷筛具有截锥形的尖部,陶瓷筛借助所述截锥形的尖部朝向纸筒或硬纸筒的内侧推动。随后,当半封闭的纸筒或硬纸筒在另外的处理站处于旋转分度台的另一周期位置中时,用活性炭和/或另外的过滤成分填充在下部开口处通过陶瓷筛封闭的纸筒或硬纸筒。在该处适合的是,检查迄今处理的、未完成的过滤嘴的质量。在此,如果纸筒或硬纸筒处于旋转分度台中的仍继续前进的周期位置中,可以发生:检查已经填充的纸筒或硬纸筒的填充量。随后发生:用另一陶瓷筛填塞至少一个纸筒或硬纸筒的上部开口,其中纸筒或硬纸筒处于旋转分度台中的仍继续前进的周期位置处,并且其中陶瓷筛具有截锥形的尖部并且借助截锥形的尖部朝向纸筒或硬纸筒的内侧填塞。
9.随后,将加工成过滤嘴的纸筒或硬纸筒抛出,所述纸筒或硬纸筒处于旋转分度台的最远前进的周期位置处。
10.有利地,在填塞时使用双轭,用于容纳一对陶瓷筛,其中双轭的轭开口之间的距离对应于在旋转分度台上的周期位置上的保持装置上的两个纸筒或硬纸筒之间的距离。使用双轭与将简单的轭用作为夹具相比使旋转分度台的通过量加倍。
11.有利地提出,用一对陶瓷筛装载双轭,通过回拉双轭,其中轭上部分在回拉时抵抗弹簧的作用碰撞到止挡上,并且在此远离轭下部分从而释放轭开口,并且通过各一个储库从侧部随后装载轭开口,其中各一个储库杆固持陶瓷筛,直至相应的双轭的相应的轭通过再次向前移动而闭合从而容纳陶瓷筛。
12.此外可以提出通过各一个储库杆固持陶瓷筛,所述储库杆在装载相应的双轭时通过斜坡在装载运动中从对应的陶瓷筛提升。由此确保,非常轻质的陶瓷筛在通过设备快速处理时不会不期望地从储库中抛出。
13.对于可选的质量控制,通过冲头检查已经填充的纸筒和/或硬纸筒的填充量是适合的,所述冲头移动到还敞开的纸筒和/或硬纸筒中并且在纸筒或硬纸筒的填充物、如例如活性炭上出现停顿,并且通过行程传感器记录冲头深度,将测量结果存储在控制设备的数字缓存器中,在旋转分度台的最后的周期位置中,将不可容忍地填充的纸筒或硬纸筒抛出。
14.与之前描述的方法对应的用于执行所述方法的设备如下构建:
15.设备具有旋转分度台,所述旋转分度台承载用于纸筒或硬纸筒的以圆设置的保持装置。旋转分度台通过外部的时钟发生器周期性地将容纳在容纳位置中的纸筒或硬纸筒的对从一个处理站输送至下一处理站,其中旋转分度台围绕竖直轴线在以圆设置的保持装置的圆中心中以预设的角度转动。在设备中存在第一筒填塞站,所述第一筒填塞站借助于双轭将陶瓷筛填塞到直立的纸筒或硬纸筒(2)的下部开口中,所述双轭在其方面从侧部通过带有陶瓷筛的各一个储库陶瓷筛被加载。跟随于此的是填充站,所述填充站用活性炭和/或其他过滤成分成对地填充纸筒或硬纸筒。此后跟随有第二筒填塞站,所述第二筒填塞站同样借助于双轭将陶瓷筛填塞到直立的纸筒或硬纸筒的上部开口中,所述双轭在其方面从侧部通过带有陶瓷筛的各一个储库陶瓷筛被装载。
16.对于可选的质量控制可以提出,在填充站和第二筒填塞站之间可以设置有测量站作为设备的一部分,所述测量站成对地将各一个冲头移动到仍在上部敞开的纸筒或硬纸筒中,并且经由行程传感器记录冲头的进入深度。进入深度代表过滤嘴的相反的填充高度,其中较小进入的冲头示出高的填充程度,并且反之亦然。
17.已经证实为有利的是,提出,第一筒填塞站的和第二筒填塞站的双轭可以向前和向后运动,其中各一个轭上部分在双轭回移时碰撞到止挡上,并且在此相应的双轭打开,其方式为:相应的双轭的轭上部分通过止挡保持位置固定并且相应的轭下部分继续运动。
18.在此可以提出,各一个储库作为设备的一部分侧向地移入到各双轭的打开的轭中,并且在此各一个通过储库杆固定的陶瓷筛输送到打开的轭中,其中各一个斜坡将对应的移入的储库杆从对应的陶瓷筛提升,之后相应的双轭通过对应的轭下部分的再次前移而闭合,并且在此将陶瓷筛固定在双轭中用于填塞过程。
19.在旋转分度台结束时可以提出,控制设备作为设备的一部分在最后的周期位置中控制抛出设备,使得抛出设备将加工成过滤嘴的纸筒或硬纸筒抛到输送带,或当在测量站中对填充量的之前的测量值低于下部临界值时,抛到为此设置的用于废品的收集容器中。
附图说明
20.本发明根据下面的附图详细阐述。附图示出:
21.图1示出用于烟草制品的过滤嘴的等距侧视图的分解图,
22.图2示出图1中的过滤嘴的立体图,
23.图3示出图2中的过滤嘴在即可使用的状态中的剖开视图,
24.图4示出在过滤嘴中使用的陶瓷筛的两个不同的变型形式,
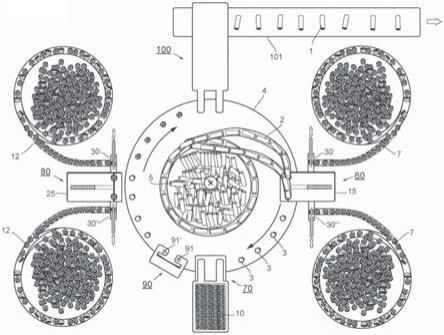
25.图5示出用于制造用于烟草制品的过滤嘴的根据本发明的设备的草图,
26.图6示出使用的双轭和储库装载双轭的运动状态的顺序,
27.图7示出储库装载使用的双轭的运动状态的顺序,
28.图8示出用于测量过滤嘴的填充高度的冲头的原理草图。
具体实施方式
29.在图1中在等距侧视图中作为分解图示出用于烟草制品的过滤嘴1。过滤嘴1由纸筒或硬纸筒2构成,所述纸筒或硬纸筒在其敞开的端部借助各一个陶瓷筛7和12封闭。在所述分解图中,具有类似于软木塞的结构的陶瓷筛7和12远离纸筒或硬纸筒2地示出。陶瓷筛7和12具有截锥形的尖部8和13,所述尖部简化将相应的陶瓷筛7和12在压配合下塞入到纸筒或硬纸筒2的敞开的端部9和14中。在纸筒或硬纸筒2中存在颗粒状的活性炭,所述活性炭将不期望的烟伴生物质从烟中通过吸附滤除。
30.在图2中示出图1中的过滤嘴的立体图,其中陶瓷筛7和12同样根据分解图的方式远离纸筒或硬纸筒示出。陶瓷筛7和12借助渐尖的侧部、即截锥形的尖部插入到所述开口,即插入所述开口的下部开口6和上部开口11的内侧9和14,由此纸筒或硬纸筒封闭并且在其中固持颗粒状的活性炭10。
31.图3随后示出图2中的过滤嘴的在即可使用的状态中的剖开视图。陶瓷筛7和12塞入到纸筒或硬纸筒2中并且在其间固定预先确定的量的活性炭和/或其他过滤材料的装载。
32.在图4中随后示出陶瓷筛的两个变型形式。上部的陶瓷筛7.1、12.1具有朝向外部的光滑的表面,其中在该实施方式中存在5个通孔。但是也可行的是,设有两个、三个或四个至9个孔。
33.在陶瓷筛7.2、12.2的下面的实施方式中,指向外的表面具有槽或切口7a、12a,借
助于其将陶瓷筛7.2、12.2在振动输送机中安置到中央弹簧上。借助于槽或切口在弹簧上排成行的陶瓷筛可以在弹簧上如沿着轨道被引导。
34.在图5中示出用于执行用于制造用于烟草制品的过滤嘴的方法的设备的草图。在设备的中间存在振动输送机,所述振动输送机由纸筒或硬纸筒2填充。在振动输送机的外边缘上聚集纸筒或硬纸筒2,并且由于振动移动到输送机凹槽中并且随后被引导到软管或管中,从那里纸筒或硬纸筒2被引导到第一筒填塞站60上,在那里纸筒或硬纸筒2首先传送到多个保持装置3中的一个保持装置上。在筒填塞站60中,从两个另外的振动输送机将陶瓷筛7传导到各一个储库30’和30
”’
中,在那里其被在下文中在本说明书中详细描述的双轭15装载。双轭执行典型的周期运动并且将陶瓷筛输送给在此未详细示出的冲头,所述冲头将陶瓷筛7从下部填塞到各一个纸筒或硬纸筒2的下部开口6中。从储库30’、30
”’
到双轭15中的装载过程下文中详细描述。
35.旋转分度台4在预设的周期中执行预定的角度的旋转运动,通过该预定的角度将纸筒或硬纸筒2分别以一个角度范围继续输送。在一些周期之后,因此首先在下部开口处填塞的筒到达随后的填充站70,在那里将各个纸筒或硬纸筒2用活性炭作为过滤物或活性炭连同其他过滤成分填充。在作为测量站90可选地存在的质量控制装置中,冲头91从上部移入到上部仍敞开的纸筒或硬纸筒2中,其中进入深度与填充程度成反比。相应的纸筒或硬纸筒2的填充程度经由在图8中绘制的行程传感器92读取并且缓存在控制单元93的数字缓存器中。所述值用于在随后安放完成的过滤嘴时作为安放在输送带上或安放到用于废品的收集容器中的标准。
36.在纸筒或硬纸筒2经过测量站90之后,所述纸筒或硬纸筒2通过旋转分度台4输送至另外的筒填塞站80。在第二筒填塞站80中,类似于第一筒填塞站60这次用陶瓷筛从上部填塞到仍敞开的纸筒或硬纸筒2中。对此陶瓷筛12来自另两个另外的振动输送机,所述陶瓷筛被引导至双轭25并且在对此设置的并且在此未示出的冲头将陶瓷筛12填塞到纸筒或硬纸筒2中之前,在所述双轭中经由各一个储库30、30”被装载。在所述筒填塞站80之后,将现在已经制成的过滤嘴1引导至抛出设备100。在抛出设备中,与测量站90中的测量结果相关地决定,制成的过滤嘴1是否引导到输送带101用于继续处理和包装或者是否将过滤嘴引导到用于废品的收集容器中。
37.在图6中根据8个周期示出,双轭15或25如何容纳陶瓷筛7或12。作为任意开始,双轭15、25在第一周期(在圆中的1.)中目前处于旋转分度台中,使得其借助轭15a、25a和15b、25b在上部遮盖纸筒或硬纸筒2(在纸筒或硬纸筒2从上部借助双轭25封闭的情况下)并且在下部遮盖纸筒或硬纸筒2(在纸筒或硬纸筒2从下部借助双轭15封闭的情况下)。在相应的周期图像中,通过箭头示出,哪个元件运动,以便因此到达下一周期图像。在周期图像(1.)中示出,双轭15、25向下运动。在此,双轭15、25由下部的轭下部分23和上部的轭上部分20构成。在周期图像(2.)中,轭上部分20在回拉双轭15、25时碰撞到在此未示出的止挡上并且保持位置不变,相反地轭下部分23继续运动,如其通过周期图像(2.)中的箭头示出的那样。现在,轭下部分23抵抗弹簧的力运动直至下部死点,所述下部死点在周期图像(3.)中示出,在那里两个半部、轭上部分20和轭下部分23示出最大打开并且两个轭15a、25a和15b、25b朝向侧部通过轭开口16、16’打开。在所述周期中在周期图像(3.)中,储库30和与其相对置的储库开始运动,其通向轭15a、25a和15b、25b的内部。对应的运动通过两个水平箭头在周期图
像(3.)中示出。在周期图像4中,储库30和与其相对置的储库一直移入到打开的轭15a、25a和15b、25b中并且将各一个陶瓷筛置入轭15a、25a和15b、25b中。在周期图像(4.)中,随后储库30开始进一步的运动并且与所述储库30相对置的储库开始又向外运动。随后的状态在周期图像(5.)中示出。两个陶瓷筛(7、12)现在处于轭15a、25a和15b、25b中。因为储库30和与其相对置的储库现在是空的,随后的陶瓷筛7、12落到相应的储库中,如通过周期图像(5.)的三重箭头草绘的那样。在所述周期中,双轭15、25的轭下部分23的运动又沿相反的方向开始,由此其再次接近轭上部分20并且在此轭15a、25a和15b、25b闭合并且将陶瓷筛7、12包围在其中。所述情形在周期图像(6.)中示出。在周期图像(6.)中,轭下部分23和轭上部分已经再次合并且整个双轭15、25继续朝向旋转分度台4的方向移动,如通过周期图像(6.)中的箭头草绘的那样。在周期图像(7.)中,双轭现在移入到旋转分度台4中,使得陶瓷筛7、12与纸筒或硬纸筒2重合,在那里筛网7、12被推出轭15a、25a和15b、25b并且被填塞到纸筒或硬纸筒2中。填塞过程的结果在周期图像(8.)中草绘,在那里两个陶瓷筛7、12从轭16、16’中移开并且仅还通过远离双轭15、25的表明的十字可见。在该处周期结束并且新的相同的循环在周期图像(1.)处开始。在此描述的周期适合于具有直至5hz的周期频率、即直至每秒5个填塞周期的周期。在还更快的周期中,输送不再跟随。
38.在图6的周期图像(1.)至(8.)中描述的储库30执行装载运动。将陶瓷筛7、12推入到打开的轭15a、25a和15b、25b中根据图7图解说明。在此也示出不同的周期图像(1.)至(5.),其中周期图像的数量在此不表示图7(8个周期图像)中的周期与5个周期图像混合。仅取出5个运动状态用于示出功能。在周期图像(1.)中,储库30从侧部示出。在前面的附图中,储库30仅分别从上部以窄的剪影示出。在周期图像(1.)中,储库杆31、如指状件位于陶瓷筛7、12上,所述陶瓷筛等待其输送到双轭15、25的打开的轭15a、25a和15b、25b中,其中打开的轭15a、25a和15b、25b在此不可见。如指状件那样固持陶瓷筛7、12的储库杆31能够围绕杆轴线35转动。储库杆31压紧到陶瓷筛7、12上通过皮重33确定。在如通过周期图像(1.)中的箭头示出的第一运动中,陶瓷筛7、12从右边通过进给滑块推动到双轭15、25中。朝向侧部运动的陶瓷筛7、12现在释放用于随后的陶瓷筛的空间,所述陶瓷筛在图2中用虚线示出,因为其由进给滑块32阻碍移入到储库30中。在移入到双轭15、25的轭15a、25a和15b、25b中时,储库杆31的位于陶瓷筛7、12上的托架朝向斜坡26运动,在那里斜坡将储库杆31从陶瓷筛7、12提升。所述运动在周期图像(2.)中在储库杆31上示出。进给滑块32连同储库杆31的运动继续向左伸展,如其通过在周期图像(2.)中在储库杆31的右边的水平箭头草绘的那样。在周期图像(3.)中示出进给滑块31的最大推入位置,并且示出,陶瓷筛7、12位于轭15a、25a和15b、25b中。在该处开始储库杆31和进给滑块32的返回移动,其中储库杆31再次在斜坡26处向下引导。在此,储库杆31对于周期图像(4.)运动到现在移入的另外的陶瓷筛7、12上,所述陶瓷筛随着通过进给滑块32释放位置移入到储库30中,周期图像(5.)。在该处开始新的循环。在储库30连同陶瓷筛7、12运动时,观察到储库30和双轭15、25的非常强的磨损。因此需要的是,双轭15、25和储库30的材料是极其硬质的,如例如根据车削加工为表面氮化的钢。
39.在图8中示出,在测量站90中向右移入的纸筒或硬纸筒2如何暂时停止并且冲头90从上部移入到纸筒或硬纸筒2中,以便经由行程传感器测量填充程度。测量结果在数字缓存器中存储并且在从整个设备抛出时所述测量结果用作为用于分拣的质量特征,其中力求明显低于1
‰
的废品率(千分之一)。
40.附图标记列表:
[0041]1ꢀꢀꢀꢀꢀ
过滤嘴
[0042]2ꢀꢀꢀꢀꢀ
纸筒或硬纸筒
[0043]3ꢀꢀꢀꢀꢀ
保持装置
[0044]4ꢀꢀꢀꢀꢀ
旋转分度台
[0045]5ꢀꢀꢀꢀꢀ
竖直轴线
[0046]6ꢀꢀꢀꢀꢀ
下部开口
[0047]7ꢀꢀꢀꢀꢀ
陶瓷筛
[0048]
7.1
ꢀꢀꢀ
陶瓷筛
[0049]
7.2
ꢀꢀꢀ
陶瓷筛
[0050]
7a
ꢀꢀꢀꢀ
切口,槽
[0051]8ꢀꢀꢀꢀꢀ
截锥形的尖部
[0052]9ꢀꢀꢀꢀꢀ
内侧
[0053]
10
ꢀꢀꢀꢀ
活性炭
[0054]
11
ꢀꢀꢀꢀ
上部开口
[0055]
12
ꢀꢀꢀꢀ
陶瓷筛
[0056]
12.1
ꢀꢀ
陶瓷筛
[0057]
12.2
ꢀꢀ
陶瓷筛
[0058]
12a
ꢀꢀꢀ
切口,槽
[0059]
13
ꢀꢀꢀꢀ
截锥形的尖部
[0060]
14
ꢀꢀꢀꢀ
内侧
[0061]
15
ꢀꢀꢀꢀ
双轭
[0062]
15a
ꢀꢀꢀ
轭
[0063]
15b
ꢀꢀꢀ
轭
[0064]
16
ꢀꢀꢀꢀ
轭开口
[0065]
16
’ꢀꢀꢀ
轭开口
[0066]
20
ꢀꢀꢀꢀ
轭上部分
[0067]
20
’ꢀꢀꢀ
轭上部分
[0068]
21
ꢀꢀꢀꢀ
弹簧
[0069]
22
ꢀꢀꢀꢀ
止挡
[0070]
23
ꢀꢀꢀꢀ
轭下部分
[0071]
23
’ꢀꢀꢀ
轭下部分
[0072]
25
ꢀꢀꢀꢀ
双轭
[0073]
25a
ꢀꢀꢀ
轭
[0074]
25b
ꢀꢀꢀ
轭
[0075]
26
ꢀꢀꢀꢀ
斜坡
[0076]
26
’ꢀꢀꢀ
斜坡
[0077]
30
ꢀꢀꢀꢀ
储库
[0078]
30
’ꢀꢀꢀ
储库
[0079]
30
”ꢀꢀꢀ
储库
[0080]
30
”’ꢀ
储库
[0081]
31
ꢀꢀꢀꢀ
储库杆
[0082]
31
’ꢀꢀꢀ
储库杆
[0083]
31
”ꢀꢀꢀ
储库杆
[0084]
31
”’ꢀ
储库杆
[0085]
32
ꢀꢀꢀꢀ
进给滑块
[0086]
33
ꢀꢀꢀꢀ
皮重
[0087]
35
ꢀꢀꢀꢀ
杆轴线
[0088]
50
ꢀꢀꢀꢀ
下沉冲头
[0089]
60
ꢀꢀꢀꢀ
筒填塞站
[0090]
70
ꢀꢀꢀꢀ
填充站
[0091]
80
ꢀꢀꢀꢀ
筒填塞站
[0092]
90
ꢀꢀꢀꢀ
测量站
[0093]
91
ꢀꢀꢀꢀ
冲头
[0094]
91
’ꢀꢀ
冲头
[0095]
92
ꢀꢀꢀꢀ
行程传感器
[0096]
93
ꢀꢀꢀꢀ
控制设备
[0097]
100
ꢀꢀꢀ
抛出设备
[0098]
101
ꢀꢀꢀ
输送带。