1.本实用新型涉及加速鼓轮设备技术领域,特别是一种加速鼓轮滤嘴导轨的调整工装。
背景技术:
2.zj17卷烟机max加速鼓轮部分的滤嘴导轨是完成滤嘴传送的重要组成部件,在zj17卷烟机设备长度改造过程中,如图1所示,加速鼓轮的滤嘴导轨调整要求,滤嘴导轨2与加速鼓轮轮槽底的间距为滤嘴直径d
‑
0.2mm,与上导轨1出口端的间隔也为滤嘴直径d
‑
0.2mm。通过拧松导轨2的紧固螺钉,移动滤嘴导轨,使要求的两个间距符合时拧紧紧固螺钉,完成滤嘴导轨的调整。
3.在加速鼓轮滤嘴导轨调整过程中,由于没有专用的量具,调整人员采用就地取材,以滤嘴作为简易调整量具。根据调整要求,调整人员采用目测,凭借经验控制0.2mm的压缩量调整滤嘴导轨。由于滤嘴质地柔软且0.2mm的压缩量难以凭借经验精确控制,导致同一调整人员或不同调整人员每次的调整结果不一样,造成调整准确度较低,返工频繁的现象。粗放、经验式的调整方法,降低了调整的质效,增加了滤嘴消耗。
技术实现要素:
4.为解决现有技术中存在的问题,本实用新型的目的是提供一种加速鼓轮滤嘴导轨的调整工装,达到提高调整精度,减少调整耗时和滤嘴消耗的目的。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种加速鼓轮滤嘴导轨的调整工装,包括连接件和调整件,连接件上形成有不少于两个固定调整件的安装孔,且所述安装孔呈直线设置,通过将调整件安装于相应的安装孔内,以便对加速鼓轮滤嘴导轨进行调节固定。
7.为了更好地实现本实用新型,进一步的技术方案是:所述安装孔包括第一安装孔和第二安装孔,所述第一安装孔与第二安装孔的圆心距等于两个相邻加速鼓轮轮槽之间的中心距。
8.进一步的技术方案是:所述连接件的两端为光滑弧面。
9.进一步的技术方案是:所述调整件采用直径为7.5mm的量棒。
10.进一步的技术方案是:所述调整件设置有连接部,通过所述连接部与连接件相固定。
11.进一步的技术方案是:所述调整工装沿调整件长度方向的长度为62mm~82mm。
12.进一步的技术方案是:所述调整工装沿调整件长度方向的长度为75mm。
13.相比现有技术,本实用新型的有益效果在于:
14.本实用新型
15.本实用新型的加速鼓轮滤嘴导轨的调整工装,通过将调整件固定于连接件上相应的两个安装孔内,以便对各种加速鼓轮滤嘴导轨进行调节;本实用新型的结构简单,便于安
装,适用性广,有效的提升了对滤嘴导轨的调整精度,实现了零返工,降低了调整难度,大大降低了调整耗时,提高了生产效率。
附图说明
16.图1为本实用新型实施例滤嘴导轨的安装示意图;
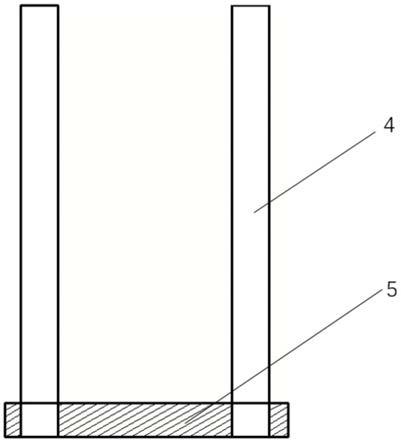
17.图2为本实用新型实施例调整工装的结构示意图;
18.图3为本实用新型实施例调整工装的调整件结构示意图;
19.图4为本实用新型实施例调整工装的连接件结构示意图;
20.图5为本实用新型实施例调整鼓轮轮槽的结构示意图。
21.图中:1
‑
上导轨;2
‑
滤嘴导轨;3
‑
左导轨;4
‑
调整件;5
‑
连接件;s
‑
相邻加速鼓轮轮槽之间的中心距。
具体实施方式
22.为了使本技术领域的人员更好地理解本实用新型方案,并使本实用新型的上述目的、特征和优点能更加明显易懂,下面结合附图和实施例对本实用新型作进一步详细的说明。
23.实施例一
24.一种加速鼓轮滤嘴导轨的调整工装,包括连接件5和调整件4,连接件上形成有若干个呈直线的安装孔,调整件插入安装孔并平行的设置于连接件上,通过将调整件插入不同的安装孔,以对不同的加速鼓轮滤嘴导轨进行配合使用,使滤嘴导轨的弧面与鼓轮轮槽底部弧面平行,从而对加速鼓轮滤嘴导轨进行调节安装。
25.实施例二
26.本实施例调整工装的连接件上设置有两个安装孔,分别为第一安装孔和第二安装孔,两个调整件分别设置于两个安装孔内。具体地,如图2
‑
4所示,由于滤嘴导轨进行调整时,滤嘴导轨与加速鼓轮轮槽底部的间隙l=滤嘴的直径d
‑
0.2mm,滤嘴的周长为24.1mm,直径d
滤
=(24.1
÷
π)≈7.7mm,因此,本实施例调整件采用直径d
调
=7.5mm的量棒,且一端内缩0.5mm,形成连接部;连接件的第一安装孔和第二安装孔的直径r=7mm,且连接件的第一安装孔和第二安装孔的圆心距为加速鼓轮两个相邻加速鼓轮轮槽之间的中心距s=35.6mm,通过将两个调整件的连接部分别插入连接件的第一安装孔和第二安装孔内,以完成调整工装的安装。进一步地,连接件包括平行中部,以及设置于平行中部两端的圆弧形安装部,第一安装孔和第二安装孔设置于圆弧形安装部内,并分别与第一安装孔和第二安装孔同心设置,例如,圆弧形安装部半径设置为6mm,平行中部的宽度设置为10mm,从而形成内凹结构,便于工作人员通过调整工装进行作业,且圆弧形安装部能够避免在对加速鼓轮滤嘴导轨进行操作时造成误伤。由测量可知,加速鼓轮的厚度h=42mm,由于调整工装需要放入加速鼓轮前后平行的两个加速鼓轮轮槽内,因此,调整工装的长度须大于h设置;另外,在工作时,需单手握住调整工装,而工作人员在单手握住调整工装且手不与加速鼓轮发生干涉的距离范围在20mm~40mm,因此,本实施例的调整工装整体长度设置为62mm~82mm,优选调整工装整体长度l=75mm。
27.经过长期试验证明,使用本实用新型的调整工装之后,平均耗时由原来的528秒降
低到70秒,平均返工次数由1.77次和降到0次,大大提高了调整精度,实现了零返工,降低了调整难度,大大降低了调整耗时,提高了生产效率。
28.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种加速鼓轮滤嘴导轨的调整工装,其特征在于,包括连接件和调整件,连接件上形成有不少于两个固定调整件的安装孔,且所述安装孔呈直线设置,通过将调整件安装于相应的安装孔内,以便对加速鼓轮滤嘴导轨进行调节固定。2.根据权利要求1所述一种加速鼓轮滤嘴导轨的调整工装,其特征在于,所述安装孔包括第一安装孔和第二安装孔,所述第一安装孔与第二安装孔的圆心距等于两个相邻加速鼓轮轮槽之间的中心距。3.据权利要求1所述一种加速鼓轮滤嘴导轨调整工装,其特征在于,所述连接件的两端为光滑弧面。4.根据权利要求1所述一种加速鼓轮滤嘴导轨的调整工装,其特征在于,所述调整件采用直径为7.5mm的量棒。5.根据权利要求4所述一种加速鼓轮滤嘴导轨的调整工装,其特征在于,所述调整件设置有连接部,通过所述连接部与连接件相固定。6.根据权利要求1所述一种加速鼓轮滤嘴导轨的调整工装,其特征在于,所述调整工装沿调整件长度方向的长度为62mm~82mm。7.据权利要求1所述一种加速鼓轮滤嘴导轨的调整工装,其特征在于,所述调整工装沿调整件长度方向的长度为75mm。
技术总结
本实用新型公开了一种加速鼓轮滤嘴导轨调整工装,包括连接件和调整件,连接件上形成有不少于两个固定调整件的安装孔,且所述安装孔呈直线设置,通过将调整件安装于相应的安装孔内,以便对加速鼓轮滤嘴导轨进行调节固定。本实用新型的加速鼓轮滤嘴导轨的调整工装,通过将调整件固定于连接件上相应的两个安装孔内,以便对各种加速鼓轮滤嘴导轨进行调节;且结构简单,便于安装,适用性广,有效的提升了滤嘴导轨的调整精度,实现了零返工,大大降低了调整耗时,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:邓明飞 周辉 何涛 李鲲鹏 陈军 吴传荣
受保护的技术使用者:四川中烟工业有限责任公司
技术研发日:2021.04.13
技术公布日:2021/12/7