1.本发明涉及一种用于通过使骨水泥膏团固化来制作间隔件的设备。该间隔件在医疗应用中被提供为临时占位件,用于临时置换关节或关节的包括关节头铰接表面的部分。该间隔件优选地适用于并且提供用于临时置换髋关节或肩关节,并且特别优选用于临时置换髋关节。因此,该设备优选用于制作髋关节间隔件或肩关节间隔件。本发明还涉及一种用于利用这种设备制作这种间隔件的套件和方法。
2.因此,本发明特别提供了一种用于制作整体式髋部间隔件和肩部间隔件的两件式铸模形式的设备,其中,所述铸模具有头部模具和杆部模具,金属芯用于构造所述间隔件。髋部和肩部间隔件旨在作为临时占位件(间隔件),用于在感染的髋和肩全关节内用假体的两阶段修正的情况下的中期。本发明适于利用低粘度和高粘度聚甲基丙烯酸甲酯骨水泥膏团来制作髋部和肩部间隔件。
背景技术:
3.关节内假体例如髋关节内假体和肩关节内假体在世界范围内被广泛植入。不幸的是,在少数情况下,关节内假体被微生物、特别是革兰氏阳性细菌以及革兰氏阴性细菌及非常小程度的酵母和真菌定殖。这些微生物,主要是典型的皮肤微生物、例如金黄色葡萄球菌和表皮葡萄球菌,在外科手术(op)过程中可能进入患者体内。微生物也可能进入造血的关节内假体。当微生物在关节内假体定殖时,周围的骨和软组织也被微生物感染和损伤。
4.现有技术主要包括两种治疗感染的关节内假体的方法,即一期化脓修复和二期化脓修复。在一期修复的情况下,首先移除受感染的关节内假体,进行下一次彻底清创,然后利用一个op将修复的关节内假体植入。
5.在两期化脓修复中,在第一op中,首先除去感染的关节内假体,然后进行清创,然后植入间隔件。一种髋关节间隔件由柄部、颈圈部、颈部和球头组成,并且在形状和尺寸上复制髋关节内假体。类似地,肩关节间隔件在形状和尺寸上复制肩关节内假体。间隔件利用骨水泥锚固到相应的骨头,即,例如在髋关节间隔件的情况下锚固到近端股骨或股管中。间隔件在患者体内保持长达数周,直到炎症消退并且临床炎症标记物消退。然后在第二op中移除间隔件,并且在新鲜清创术之后植入修复关节内假体。
6.在髋和肩全关节内假体的两期化脓置换手术的情况下,作为中间阶段的临时占位件,间隔件具有重要的意义。在手术中制作这些间隔件期间,医务人员根据引起感染的微生物的可用抗菌谱,向聚甲基丙烯酸甲酯骨水泥中添加一种或多种特别适合微生物的抗生素。
7.在间隔件的情况下,在实际的间隔件制作之前将抗生素加入到水泥粉末中。使用这种经抗生素改性的骨水泥粉末,然后通过混合单体液来制备骨水泥膏团,并由该骨水泥膏团铸造间隔件,然后在加入到水泥粉末中的单体液体的帮助下通过聚合来固化。因此,骨水泥膏团基本上结合了抗生素。位于靠近表面的区域中的抗生素颗粒在体液例如伤口分泌物的作用下释放。活性成分释放在开始时最大,然后在几天的过程中减少。
8.us2010/0042213a1公开了一种髋关节假体,其具有用于植入物内液体的贮存器。从wo2017/178951a1中已知一种具有凹槽的髋部间隔件,其中用于治疗骨的物质可被引入凹槽中。专利us6245111b1提出了一种髋关节假体,其表面涂覆有抗生素。专利us5681289公开了一种借助于设备内的气囊来分配液体活性成分的设备。所述假体均不适于产生冲洗回路。ep1991170b1和us2011/0015754a1描述了一种含有活性成分的髋关节间隔件。us2019/0290833a1公开了一种可冲洗的髋关节间隔件,利用该间隔件可以产生液体回路。wo2016/205077a1和us8900322b2描述了具有冲洗功能的其它间隔件。
9.使用具有抗生素的间隔件是已知的。一方面,间隔件可以由op人员在op本身期间由pmma骨水泥粉末、抗生素和单体液体制作,例如使用间隔件模具制作,如例如专利de102015104704b4或ep2617393b1中所述;另一方面,使用由骨水泥在工业上预制的髋关节间隔件也是常规的。
10.塑料铸模对于手术中用聚甲基丙烯酸甲酯骨水泥生产间隔件是常规的。us6361731b1中描述了用于在手术中制作整体式髋部间隔件的塑料铸模。这些铸模是透明的并且具有两个分开的填充开口。因此,即使高粘度的骨水泥膏团也可以用很小的压力引入到铸模中,因为骨水泥膏团的流动路径相对短。当使用非高粘性骨水泥膏团时,一旦浇注模具的填充完成,就会出现在固化开始之前从填充开口流回的骨水泥膏团的风险。这些铸模以不同的间隔件头部直径出售。间隔件头部的直径不是可变地可调节的。医疗用户只能在预定的间隔件头部尺寸之间进行选择。对于医疗使用者来说,尽可能使用一个铸模来制作杆部,以便能在不同大小的间隔件头部之间进行选择是理想的。
11.在进一步的改进中,专利说明书us7789646b2、us8480389b2和us8801983b2提出了用于制作模块化臀部间隔件的多部件式铸模。这些模块化髋部间隔件包括间隔件头部和单独的杆部。为此,可以使用具有不同间隔件头部直径的间隔件头部的铸模。这意味着用于杆部的铸模连接到用于具有选定直径的间隔件头部的铸模。这样组装的铸模于是是一个部件,并且在填充开口处具有螺纹,用于将铸模连接到骨水泥料筒。根据us7637729b2的另一变型使用用于制作杆部的铸模和用于间隔件头部的单独铸模。在完成固化和脱模之后,组装两个间隔件部件。专利us7789646b2描述了一种模块化铸模,其中在水泥膏团被引入铸模之后,铸模的填充开口可以使用塞子封闭。然而,在此之前,必须将铸模从骨水泥料筒上拧下。因此,在使用低粘度骨水泥膏团时,如果以不利的方式保持铸模,则在将塞子拧入之前,在铸模与骨水泥料筒分离期间,骨水泥膏团可能流出。因此,在使用非高粘度的骨水泥膏团时,如果以不利的方式保持铸模,则在将塞子拧入或插入之前,在将铸模与骨水泥料筒分离的过程中,骨水泥膏团可能流出。在任一情况下,由于骨水泥膏团从铸模内壁脱离,在间隔件模具中可能出现不期望的夹带空气。
12.与所列设备相关的一个问题是骨水泥膏团必须具有相对低的粘度,使得骨水泥膏团可以围绕金属芯流动,并且铸模可以完全填充骨水泥膏团。
13.us2007/0222114a1描述了臀部间隔件模具。该间隔件模具包括多个连接在一起的模具部段。由于所述多个部段,间隔件模具可以非常精确地适应患者的解剖环境。间隔件模具部段通过蜗杆驱动的软管夹连接在一起。pmma骨水泥膏团(聚甲基丙烯酸甲酯骨水泥膏团)通过间隔件模具中的通道引入。铸模的复杂结构使得将间隔件模具部段连接在一起以及一旦pmma骨水泥膏团的固化完成就移除髋部间隔件变得非常复杂。
14.wo2009/073781a2提出了一种用于臀部间隔件的间隔件模具,该间隔件模具包括两个部分,这两个部分可以相对于彼此移动,以便能适应杆部的长度。ep2522310a1中公开了另一种铸模。该设备由至少两个部分组成,其中插入部分布置在第一部分中,并且插入托座布置在第二部分中。这两个部件可彼此插入并形成用于制作臀部间隔件的杆部的铸模。ep2787928a1描述了一种复杂的铸模。这使得能制作具有不同球头的髋部间隔件。铸模的元件使用连接元件固定就位。
技术实现要素:
15.因此,本发明的目的在于克服现有技术的缺点。特别地,本发明的目的在于开发一种简单且成本低廉的用于通过使骨水泥膏团固化来制作一件式(整体式)间隔件的设备和套件(组件),以及一种能简单且成本低廉地实施的用于通过使骨水泥膏团固化来制作一件式间隔件的方法,利用该方法,医务人员能在op期间使用骨水泥膏团、尤其是聚甲基丙烯酸甲酯骨水泥膏团制作一件式间隔件、尤其是臀部(髋部)和肩部间隔件。臀部和肩部间隔件具有类似的结构。它们由杆部和间隔件头部以及连接杆部和间隔件头部的颈部组成。特别地,可以制作具有不同的预定头部直径和不同的颈部长度的间隔件,其中,可以由医务人员在铸模上单个地调节待制作的间隔件的偏移(颈部长度),即间隔件头部与杆部的距离。
16.本发明的目的是,不仅可以使用低粘度而且可以使用高粘度(聚甲基丙烯酸甲酯)骨水泥膏团来制作间隔件,特别是髋部间隔件。特别地,本发明的目的是可以在不使用特别的手动力的情况下用高粘度水泥膏团制作间隔件。铸模由最多两个空心塑料部件构成,这些部件可以直接制作,尽可能便宜,例如通过塑料注射成型或通过热成型塑料薄膜。铸模用于容纳生物相容金属的金属芯,该金属芯用于机械地加强髋部间隔件。待开发的铸模不具有一个浇口,也不具有多个浇口。因此,待制作的间隔件应该是没有浇口的。因此,本发明避免了对所制作的间隔件进行高成本的机械后处理。此外,本发明还涉及一种套件或成套工具,利用该套件或成套工具可以根据患者的特定的个体解剖学状况来制作具有不同头部尺寸和偏移的间隔件、特别是髋部间隔件。此外,本发明描述了一种用于制作髋部间隔件的最大程度地简单的方法。
17.因此,本发明的目的是开发一种设备,特别是具有铸模和金属芯的设备,其原则上适用于生产髋部和肩部间隔件,同时确保可能的最简单和最便宜的结构。本发明的目的是为了机械稳定的目的将金属芯布置在或已经布置在髋部和肩部间隔件内。本发明的目的是不仅可以使用低粘度或非高粘度的而且可以使用高粘度的(聚甲基丙烯酸甲酯)骨水泥膏团来制作间隔件。通常需要高注射压力以用高粘度骨水泥膏团完全填充铸模。如果能够避免这种情况,则将是有帮助的。
18.本发明的目的通过一种用于通过使骨水泥膏团固化来制作间隔件的设备实现,其中,间隔件在医疗领域中提供用于临时置换包括关节或关节的包括关节头铰接表面的部分,特别是用于临时置换髋关节或肩关节,该设备具有:
19.用于由骨水泥膏团成形(塑造,塑形)间隔件的杆部的杆部模具,其中,该杆部模具在其内部具有内部空间,其中,所述内部空间能经由杆部模具的近侧侧部上的近侧开口接近(进入,操作),并且其中,所述杆部模具具有近侧壁,该近侧壁在外周上界定杆部模具的近侧开口,
20.用于由骨水泥膏团成形间隔件的头部和颈部的头部模具,其中,所述头部模具在其内部具有中空空间,其中,所述中空空间具有用于成形间隔件的头部的滑动表面的球面形内表面,并且中空空间能经由头部模具的远侧侧部上的远侧开口接近,其中,所述头部模具具有远侧壁,该远侧壁在外周上界定头部模具的远侧开口,以及
21.金属芯,其中所述金属芯具有杆部部分、头部部分和凸缘,其中,所述凸缘从所述金属芯突出,其中,所述凸缘布置在所述杆部部分和所述头部部分之间,并且其中,所述凸缘具有近侧表面和远侧表面,
22.其中,所述杆部模具和所述金属芯的杆部部分成形为使得当所述杆部模具的所述近侧壁抵靠所述凸缘的所述远侧表面搁置时,所述杆部部分被布置在所述杆部模具的所述内部空间中,以及
23.其中,所述头部模具和所述金属芯的头部部分成形为使得当所述头部模具的远侧壁抵靠所述凸缘的近侧表面搁置时,所述头部部分布置在所述头部模具的所述中空空间中。
24.根据本发明,优选地,可以将杆部模具的近侧壁设置成能抵靠凸缘的远侧表面齐平地放置,和/或将头部模具的远侧壁设置成能抵靠凸缘的近侧表面齐平地放置。
25.优选地,杆部模具和金属芯的杆部部分成形为使得当杆部模具的近侧壁抵靠凸缘的远侧表面搁置时,特别是抵靠凸缘的远侧表面齐平地搁置时,所述杆部部分完全布置在所述杆部模具的内部空间中。
26.头部模具和金属芯的头部部分同样优选成形为使得当头部模具的远侧壁抵靠凸缘的近侧表面搁置时,特别是抵靠凸缘的近侧表面齐平地搁置时,头部部分完全布置在头部模具的中空空间中。
27.金属芯优选由生物兼容性金属组成。
28.凸缘可以在外周上连续地成形,或者也具有一个或多个中断。
29.该设备特别优选是用于制作髋部间隔件的设备。
30.可以设想,金属芯可以完全地(全部地)或与凸缘分开地设置在杆部模具和头部模具内。
31.凸缘优选从金属芯横向地或径向地突出。
32.凸缘的近侧表面限制头部模具在金属芯的远侧方向上的可能位移,并且凸缘的远侧表面限制杆部模具在金属芯的近侧方向上的可能位移。
33.在优选的改进方案中,凸缘具有围绕金属芯的圆周颈圈部的形式,其中,该颈圈部环状地包围金属芯,或者布置成相对于金属芯的杆部倾斜的椭圆形的颈圈部。圆周颈圈部具有的优点是提供了头部模具和杆部模具的牢固的限制止挡。
34.方向近侧、远侧和横向应理解为对应于解剖学方向的指定。这里的远侧是指远离身体的中心,而近侧是指朝向身体的中心。关于间隔件和用于制作间隔件的设备,方向标记被使用正如间隔件或用其制作的间隔件在患者体内的适当状态下就位。
35.在此,柱体和柱形几何形状是指一般柱体。该一般柱体是通过线性移动基部区域获得的,在这种情况下,基部区域由空腔的外周边缘界定。在直柱体中,位移垂直于该基部区域进行,而在倾斜柱体中,位移以90
°
以外的角度进行。
36.根据本发明,金属芯可以由杆部部分、头部部分和凸缘构成,和/或金属芯可以是
一件式的。
37.这样,间隔件内部的金属芯可以更好地吸收所出现的力,并且该设备易于构造和使用。
38.也可以设想,杆部模具和/或头部模具由塑料材料构成,并且优选由至少一种塑料薄膜或由注塑塑料材料构成。
39.这样,该设备构造成本低并且易于使用。此外,在使用后,杆部模具和头部模具可以因此容易地、廉价地并且最重要的是卫生地通过焚烧处理。
40.此外,可以设想,在杆部模具的近侧壁抵靠凸缘的远侧表面搁置、特别是抵靠凸缘的远侧表面齐平地搁置时,杆部部分在杆部模具的内部空间中与杆部模具的界定该内部空间的内壁隔开,和/或在头部模具的远侧壁抵靠凸缘的近侧表面搁置、特别是抵靠凸缘的近侧表面齐平地搁置时,头部部分在头部模具的中空空间中与头部模具的界定该中空空间的内壁隔开。
41.这样,金属芯可以成功地居中布置在头部模具或杆部模具中,使得所述芯被均匀厚度的骨水泥膏团的层包围。
42.此外,可以设想,头部模具具有颈部模具,该颈部模具用于由骨水泥膏团成形间隔件的颈部,该颈部连接头部和杆部,其中,颈部模具是管状的或中空柱形的,其中,头部模具的远侧开口和远侧壁都是颈部模具的部分,并且中空空间的球面形内表面不是颈部模具的部分,其中,头部模具和金属芯的头部部分优选成形为使得当远侧壁抵靠凸缘的近侧表面搁置时,头部部分突出超过颈部模具进入头部模具的中空空间中。
43.由于颈部模具,可以将头部模具以及因此该设备可变地用于制作具有不同颈部长度的不同形状的间隔件。头部模具的颈部模具可以用剪刀、小刀、解剖刀或锯笔直地缩短。
44.在此可以设想,颈部模具的长度可以通过缩短颈部模具来调节,其中优选地,在颈部模具上布置预定的切割或撕裂点和/或在颈部模具上在外部布置刻度。
45.这样,该设备可以被特别快速和简单地使用。
46.还可以设想,凸缘的近侧表面限制金属芯在头部模具中、特别是在颈部模具中的位移,和/或凸缘的远侧表面限制金属芯在杆部模具中的位移。
47.这样,凸缘形成用于头部模具和/或杆部模具的限位止挡,使得该设备可被简单地使用和组装。
48.根据优选实施例,可以设想在金属芯的头部上设置对中(定中心)装置,其中,该对中装置从头部部分的表面突出,其中,当金属芯的杆部部分被推入头部模具的中空空间中时,对中装置将头部模具的内壁与头部部分隔离开,特别地,当金属芯的杆部部分被推入头部模具的中空空间中时,对中装置将头部模具的颈部模具壁与头部部分隔离开,其中,所述对中装置优选为对中翅片,金属芯的头部部分可在头部模具中沿着对中翅片轴向地移位,特别是可在颈部模具中移位,和/或在金属芯的杆部部分上布置隔离件(隔离块,隔离片),其中,所述隔离件从杆部部分的表面突出,其中,当金属芯的杆部部分被推入杆部模具的内部空间中时,所述隔离件将杆部模具的内壁与金属芯的杆部部分隔开。
49.这确保了金属芯的头部部分在头部模具中居中和/或金属芯的杆部部分在杆部模具中居中,并且骨水泥膏团可以在所有侧面上包围这些部分或围绕这些部分流动。这额外地简化了在间隔件的制作过程中设备的部件的组装。隔离件确保金属芯与待铸造的杆部的
外侧间隔开。
50.凸缘的近侧表面限制头部模具平行于对中装置或平行于对中翅片在金属芯的远侧方向上的轴向位移,并且凸缘的远侧表面限制杆部模具在金属芯的近侧方向上的位移。
51.对中装置或对中翅片尤其靠在头部模具的中空柱形的颈部模具的内部边缘上,并且使头部模具居中,从而使头部模具的轴线位于近侧金属芯的轴线上。头部模具的中空柱形颈部模具可根据患者的解剖学要求手动缩短,从而可以个别地调整偏移。在此优点是,由此间隔件颈部和间隔件头部是一体的,并且髋部间隔件的两个部分因此牢固地互连。不需要如专利说明书us7789646b2、us8480389b2和us8801983b2中所述的用于将间隔件头部紧固到髋部间隔件的颈部或杆部上的组装步骤。
52.对中装置和/或隔离件优选与金属芯实施为一个部件。这进一步简化了设备。
53.此外,可以设想,凸缘的外圆周大于杆部模具的近侧开口和/或大于头部模具的远侧开口。
54.这样,可以防止凸缘被无意地和过深地推动通过头部模具的远侧开口进入头部模具的中空空间中,或者通过杆部模具的近侧开口进入杆部模具的内部空间中。这额外地确保了头部模具的远侧边缘(远侧壁)相对于金属芯的轴向运动被可靠地限制。
55.此外,可以设想,至少一个通气口设置在杆部模具和/或头部模具中,其中,所述至少一个通气口将杆部模具的内部空间和/或头部模具的中空空间与设备的周围环境以气体可透过的方式连接,其中,所述至少一个通气口优选对于气体是可透过的并且对于骨水泥膏团是不可透过的,尤其是对于聚甲基丙烯酸甲酯骨水泥膏团是不可透过的。
56.这样,可以确保夹带的空气可以更容易地从杆部模具的内部空间或从头部模具的中空空间逸出。这防止了在间隔件的表面上产生不希望的缺陷。
57.该设备还可具有封装在至少一个防菌水泥容器中的水泥粉末和封装在至少一个防菌且液密的单体液体容器中的单体液体。
58.这进一步完善了该设备。然后,该设备可以立即准备制作间隔件。
59.在此可以设想,所述设备具有至少一个骨水泥料筒,其用于将水泥粉末与单体液体混合并且用于从骨水泥料筒中输送所混合的骨水泥膏团,优选该设备具有这样的骨水泥料筒,其用于混合聚甲基丙烯酸甲酯骨水泥起始组分并且用于从该骨水泥料筒输所混合的聚甲基丙烯酸甲酯骨水泥膏团,其中特别优选地,所述至少一个骨水泥料筒具有所述至少一个水泥容器并且容纳所述至少一个单体液体容器,其中,所述至少一个水泥容器和所述至少一个单体液体容器布置在相互分开的区域中。
60.这样,用骨水泥料筒制作的骨水泥膏团可以被方便地引入杆部模具和头部模具中。
61.本发明的目的还通过一种用于通过使骨水泥膏团固化来制作不同的间隔件的套件实现,其中,所述间隔件在医疗领域中提供用于临时置换关节或关节的包括关节头铰接表面的部分,特别是用于临时置换髋关节或肩关节,该套件具有至少一个如上所述的根据本发明的设备,其中,该套件具有至少两个头部模具和/或至少两个杆部模具,所述头部模具具有不同直径的球面形内表面,所述杆部模具具有在远侧方向上不同长度的中空空间或不同内径的中空空间。
62.这样,提供了可变的套件,利用该可变的套件可以制作适合于多种不同治疗情况
的不同形状的间隔件。
63.特别优选的是,该设备是用于制作髋部间隔件的设备。
64.可以设想,所述套件具有至少两个金属芯,这些金属芯具有不同的头部部分的长度和/或杆部部分的长度。
65.结果,该套件的变量更大。
66.本发明的目的还通过一种用于制作用于临时置换关节或关节的包括关节头铰接表面的部分—特别是髋关节或肩关节—的间隔件的方法实现,其中,该方法利用根据本发明的设备或利用根据本发明的套件来执行,该方法具有以下步骤:
67.a)向杆部模具的内部空间中引入骨水泥膏团,并且向头部模具的中空空间中引入骨水泥膏团;
68.b)向头部模具的填充有骨水泥膏团的中空空间中推动金属芯的头部部分,从而使容纳在其中的骨水泥膏团移位,直至头部模具的远侧壁抵靠金属芯的凸缘的近侧表面,并且向杆部模具的填充有骨水泥膏团的内部空间中推动金属芯的杆部部分,从而使容纳在其中的骨水泥膏团移位,直至杆部模具的近侧壁抵靠金属芯的凸缘的远侧表面;
69.c)使所述头部模具和所述杆部模具中的骨水泥膏团固化;以及
70.d)从头部模具和杆部模具移除所得到的成形且固化的间隔件。
71.特别优选的是,该方法是用于制作髋部间隔件的方法。
72.该方法优选不包括用于治疗或医学处理人体或动物体的步骤。该方法仅涉及可随后用于医疗用途的间隔件的制作。然而,医疗用途不在根据本发明的方法的过程中进行。
73.步骤c)在步骤a)和步骤b)之后进行,步骤d)在步骤c)之后进行。步骤a)和步骤b)不仅可以相继进行,而且可以并行进行。
74.在步骤a)之前,可以根据待制作的间隔件的颈部的期望长度缩短头部模具的颈部模具,选择具有相匹配内径的球面形内表面的头部模具以便匹配待制作的间隔件的头部的期望形状,选择具有与待制作的间隔件的杆部的期望形状相匹配的内部空间的杆部模具,和/或选择具有与待制作的间隔件的杆部的期望形状相匹配的尺寸的金属芯。
75.这样,提供了一种可变的方法,利用该方法可以制作适合于多种不同治疗情况的不同形状的间隔件。
76.此外,可以设想,在步骤a)之前,通过将单体液体与水泥粉末混合来制作均质骨水泥膏团,其中,优选在步骤a)中,利用骨水泥料筒将所混合的骨水泥膏团压入杆部模具的内部空间中并压入头部模具具的中空空间中,其中特别优选由此使空气从杆部模具的内部空间并从头部模具的中空空间排出。
77.这进一步完善了该方法。
78.还可以设想,在步骤b)中,借助于对中装置、尤其借助于对中翅片使金属芯的头部部分在头部模具中居中,所述对中装置从头部表面突出并且在头部部分被推入头部模具的中空空间中时贴靠头部模具的中空空间的内壁,和/或在步骤b)中,借助于隔离件使金属芯的杆部部分在杆部模具中居中,所述隔离件从杆部部分表面突出并且在杆部部分被推入杆部模具的内部空间中时贴靠所述杆部模具的内部空间的内壁。
79.这确保了金属芯的头部部分在头部模具中居中和/或金属芯的杆部部分在杆部模具中居中,骨水泥膏团可以在所有侧面上包围这些部分或围绕这些部分流动。这额外地简
化了在间隔件的制作过程中设备的部件的组装。
80.本发明基于以下惊人的认识,即,头部模具和杆部模具可以用骨水泥膏团填充至过量,并且它们可以被推到具有作为限位止挡的合适凸缘的金属芯上,使得过量的骨水泥膏团被压出组装的铸模,并且金属芯在组装的铸模中被局部地包封在骨水泥膏团中。这样,根据本发明,可以避免必须通过金属芯与头部模具和杆部模具的内壁之间的间隙压入骨水泥膏团,这种压入特别是对于高粘度的骨水泥膏团需要相当大的压力和施加的力。因此,头部模具和杆部模具又可以由简单的塑料低成本地制作,因此可以简单地制作,例如通过塑料注射成型或通过热成型塑料薄膜。在骨水泥膏团在铸模中固化之前或之后,可以将已经从头部模具和杆部模具中出现的过量的骨水泥膏团移除并丢弃。
81.根据本发明,杆部模具和头部模具可以由塑料材料通过注塑(注射模制)低成本地制成,或者甚至还可以由热成型的塑料膜制成,因为即使在引入高粘度骨水泥膏团期间,它们也不必承受任何非常大的力。这是可能的,因为根据本发明,骨水泥膏团被引入到铸模的两个部件中,而金属芯尚未布置在其中,并且因此没有必须在周围流动。在引入骨水泥膏团之后将金属芯布置在杆部模具和头部模具中是可能的,因为杆部模具和头部模具抵靠金属芯的凸缘放置,并且因此布置和定向成与金属芯配合并且彼此配合。因此,杆部模具和头部模具不需要以昂贵的耐压方式螺纹连接或紧固在一起。
82.本发明的另一个特别的优点是,使用头部模具,可以产生可变的柱形区域,其可以被称为颈部模具并且用于形成间隔件的颈部,其将间隔件的头部连接到间隔件的杆部,这是通过根据特定患者的解剖学要求手动缩短柱形区域来实现的。可以使用和选择不同形状的头部模具来制作具有不同头部直径的间隔件。根据本发明的套件也可以通过不同形状的杆部模具和不同形状的金属芯来适应其它尺寸。
83.根据本发明的设备以这样的方式使用,即,首先将骨水泥膏团逆行地引入到头部模具中。作为骨水泥施加器的混合系统或料筒系统具有可用于此目的料筒和可手动操作的排出设备。然后将金属芯的近端头部压入填充有骨水泥膏团的头部模具中。金属芯的近侧头部部分穿入骨水泥膏团中,直到作为头部模具的边缘或头部模具的中空柱形颈部部分的边缘的远侧壁与凸缘的近侧表面接触。凸缘限制头部模具的轴向移动。然后,用骨水泥膏团逆行地填充杆部模具。此后,将金属芯的杆部压入填充有骨水泥膏团的杆部模具中,直到作为杆部模具的边缘的近侧壁在凸缘的远侧表面上停止。过量的排出骨水泥膏团从杆部模具的开口中出现,并被手动地移除。然后使骨水泥膏团固化。此后,通过切开来移除头部模具,并且将杆部模具从已经形成的间隔件的固化的杆部拉出。该间隔件也可以用根据本发明的设备制作,使得首先用骨水泥膏团填充杆部模具,然后填充头部模具。在这种情况下,金属芯也被压入填充有骨水泥的模具中。
84.根据本发明的设备基于以下惊人的发现,即,与通过由手动致动的排出设备产生的压力将骨水泥膏团压在布置于铸模中的金属芯周围—这在根据专利说明书us7789646b2、us8480389b2和us8801983b2的已知铸制设备中是必要的—相比,可以用较小的力将金属芯压入填充有骨水泥膏团的铸模中。
85.结果,即使不使用高压力,也能在几分钟内由高粘度骨水泥膏团制作间隔件。耐压铸模不是必需的。根据本发明的铸模实际上在没有压力的情况下被填充,因此可以由薄塑料膜或注塑塑料制品制作。
86.根据本发明的示例性设备可以包括:
87.a)金属芯,其包括头部部分和杆部部分,其中,所述头部部分通过一个或多个凸缘与所述杆部部分分离,所述凸缘布置在所述金属芯的表面上,其中,所述至少一个凸缘具有近侧侧部(表面)和远侧侧部(表面),
88.b)中空间隔件头部模具或头部模具,其由塑料材料制成,并具有中空柱形颈部模具,
89.c)由塑料材料制成的中空杆部模具,其中,
90.d)当中空柱形的颈部模具贴靠在至少一个连接件的近侧侧部上时,金属芯的头部部分伸入头部模具的内部空间中,并且当金属芯的杆部部分以其开口贴靠在所述至少一个凸缘的远侧面上时,该杆部部分完全被杆部模具包围。
91.根据本发明的用于制作间隔件的示例性套件可以包括:
92.a)金属芯,其包括头部部分、凸缘和杆部部分,
93.b)至少一个杆部模具,以及
94.c)具有不同头部直径的至少两个头部模具,其布置在可灭菌的防菌包装容器中。
95.根据本发明的套件提供了这样的优点,即,具有不同头部尺寸的间隔件可以由医疗使用者利用套件的一个包装单元来制作。因此,不需要为每个间隔件头部尺寸提供单独的包装单元。
96.根据本发明的用于制作间隔件的另一示例性套件可以包括:
97.a)包装在防菌容器内的水泥粉末,
98.b)包装在防菌且不透液体的容器中的单体液体,
99.c)金属芯,其包括头部部分、至少一个凸缘及杆部部分,
100.d)至少一个杆部模具,以及
101.e)具有不同头部直径的至少两个头部模具,其布置在可灭菌的防菌包装容器中。
102.这种套件可以作为“手术包”提供给医疗用户。该套件包含用于制作髋部间隔件所需的所有部件。
103.根据本发明的用于利用根据本发明的设备制作间隔件的示例性方法可以包括以下相继的(连续的)步骤:
104.a)将水泥粉末与单体液体混合,直至获得均匀的骨水泥膏团,
105.b)向头部模具中引入骨水泥膏团,
106.c)向杆部模具中引入骨水泥膏团,
107.d)将金属芯的头部部分向填充有骨水泥膏团的头部模具中推入,从而使骨水泥膏团移位,直到头部模具的中空柱形颈部模具的边缘抵靠凸缘的近侧表面,
108.e)将金属芯的杆部部分向填充有骨水泥膏团的杆部模具中推入,从而使骨水泥膏团移位,直到杆部模具的近侧开口抵靠凸缘的远侧表面,
109.f)使骨水泥膏团固化,和
110.g)在骨水泥膏团已经完全固化后,移除头部模具和杆部模具。
111.根据本发明,可以设想,在步骤a)之前缩短头部模具的中空柱形颈部模具的长度,以便调整偏移,即调整间隔件的头部和杆部之间的距离。为此,医疗用户使用剪刀或锯来缩短头部模具上的中空柱形颈部模具,直到获得期望的偏移,即从球形模具的中心到金属芯
的纵向轴线的距离。
附图说明
112.下面参考二十五幅示意图来解释本发明的更多示例性实施例,但不因此限制本发明。在附图中:
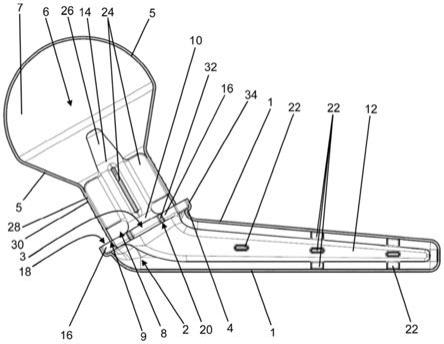
113.图1示出了根据本发明的用于制作髋关节间隔件的、组装的第一示例性设备的示意性透视局部剖视图;
114.图2示出了根据图1的根据本发明的组装的第一设备的示意性透视外部视图;
115.图3示出了根据图1和2的根据本发明的组装的第一设备的示意性透视局部剖视图;
116.图4示出了根据图1至3的根据本发明的第一设备的部件的示意性透视外部视图;
117.图5示出了根据本发明的组装的第一设备的示意性局部剖视图;
118.图6示出了根据本发明的第一设备的示意性剖视图,其中引入了骨水泥膏团;
119.图7示出了利用根据本发明的第一设备制作的髋部间隔件的示意性侧视图;
120.图8示出了根据本发明的用于制作髋关节间隔件的、组装的第二示例性设备的局部截面透视图;
121.图9示出了根据本发明的组装的第二设备的侧视图;
122.图10示出了根据本发明的组装的第二设备的局部剖视图;
123.图11示出了利用根据本发明的第二设备生产的臀部间隔件的透视图;
124.图12示出了根据本发明的具有缩短的颈部模具的、组装的第二设备的局部剖视图;
125.图13示出了具有较小头部模具的根据本发明的组装的第三设备的局部剖视图;
126.图14示出了在引入骨水泥膏团以用于制作间隔件期间根据本发明的第三设备的局部剖视图;
127.图15示出了根据本发明的第二设备的局部剖视图,其中金属芯被推入填充有用于制作间隔件的骨水泥膏团的头部模具中;
128.图16示出了根据本发明的第二设备的局部剖视图,其中金属芯被完全推到限位挡块处,进入填充有用于制作间隔器的骨水泥膏团的头部模具中;
129.图17示出了在引入骨水泥膏团以用于制作间隔件期间根据本发明的第二设备的局部剖视图;
130.图18示出了根据本发明的第二设备的局部剖视图,其中金属芯被推入填充有用于制作间隔件的骨水泥膏团的杆部模具中;
131.图19示出了根据本发明的第二设备的局部剖视图,其中金属芯被完全推到限位挡块处进入充满骨水泥膏团的杆部模具中,以用于制作间隔件;
132.图20示出了在骨水泥膏团的固化期间填充有骨水泥膏团的根据本发明的组装的第二设备的局部剖视图;
133.图21示出了根据本发明的第一组的部件的局部横截面透视图,其具有根据本发明的示例性第四设备,其具有用于生产髋关节间隔件的两个不同的头部模具;
134.图22示出了根据图21的根据本发明的第一设备的部件的外部透视图;
135.图23示出了根据图21和22的根据本发明的第一组的根据本发明的组装的第四设备的示意性透视局部剖视图;
136.图24a)至h)示出了贯穿八个设备的示意性横截面图,这八个设备在用于生产髋部间隔件的头部模具方面有所不同,该髋部间隔件可用作根据本发明的套件;以及
137.图25a)至h)示出了利用根据图24a)至h)的设备制作的间隔件的示意性侧视图。
具体实施方式
138.图1至25示出了用于生产髋部间隔件的设备、套件和部件以及方法顺序。本领域技术人员能直接将该教导转用到用于制作肩部间隔件的设备、套件和部件以及方法顺序。
139.图1至7是显示根据本发明的用于制作如图7所示的髋关节间隔件的设备的第一示例性实施例以及该设备的部件的各种视图的附图。
140.根据本发明的第一设备适于并设置用于制作用于髋关节的间隔件38(见图7)。该设备具有杆部模具1、头部模具5以及金属芯10。杆部模具1和头部模具5优选各自为一件式(整体式)结构。杆部模具1和头部模具5可以一起形成用于使引入其中的骨水泥膏团36(见图6)成形的两部分式铸模。骨水泥膏团36可以为此在铸模中固化。图1、3、5和6示出了剖开的杆部模具1和头部模具5,使得设备的内部结构可见。金属芯10仅在图6中以剖开的方式示出,而在其他图中以未剖开的方式示出。
141.杆部模具1可以具有内部空间2,骨水泥膏团36可以在其中成形以形成间隔件38的杆部42。内部空间2可以经由近侧开口3接近,使得骨水泥膏团36可以通过杆部模具1的近侧开口3被引入内部空间2中,并且金属芯10能通过近侧开口3被部分地推向杆部模具1的内部空间2中。围绕近侧开口3,杆部模具1可以具有限定和包围所述近侧开口3的近侧壁4。
142.头部模具5可具有中空空间6,骨水泥膏团36在其中可成形以形成间隔件38的头部40。在中空空间6的近侧,该中空空间6可具有球面形的内表面7,其用于形成间隔件38的实际关节表面。中空空间6的球面形的内表面7相应地成形间隔件38的髋关节表面,该表面旨在在髋关节窝中滑动。中空空间6可以通过远侧开口8接近,从而骨水泥膏团36可通过头部模具5的远侧开口8被引入中空空间6中,并且金属芯10可通过远侧开口8被部分地推向头部模具5的中空空间6中。围绕远侧开口8,头部模具5可具有界定并封闭远侧开口8的远侧壁9。
143.在被引入之前,骨水泥膏团36可以已经由单体液体和水泥粉末(未示出)混合而成,其中至少一种抗生素和/或至少一种抗霉菌剂也可以优选与骨水泥膏团36混合。该骨水泥膏团36可以经由骨水泥施加器132填充到杆部模具1中和头部模具具5中,该骨水泥施加器如关于第二示例性实施例的图14和17中所示。
144.金属芯10可以由生物相容的金属例如不锈钢或钛构成。金属芯10用于加强并因此机械地稳定间隔件38。该金属芯10具有杆部部分12、头部部分14和凸缘16,该凸缘设置在杆部部分12和头部部分14之间。金属芯10优选是一个部件。杆部部分12和头部部分14可以通过凸缘16连接在一起。凸缘16可以从头部部分14和杆部部分12的轴线沿径向方向伸出。伸出的凸缘16具有近侧表面18和相对的远侧表面20。
145.杆部模具1的近侧壁4可以成形为与凸缘16的远侧表面20相匹配,从而杆部模具1可以被安置成至少局部地与凸缘16的远侧表面20齐平。这允许杆部模具1在金属芯10的凸缘16上的确定定位。类似地,头部模具5的远侧壁9可以成形为与凸缘16的近侧表面18相匹
配,从而头部模具5可以被安置成至少局部地与凸缘16的近侧表面18齐平。这允许头部模具5在金属芯10的凸缘16上的确定定位。
146.多个细长形状的突出的隔离件22可以布置在杆部部分12上,当杆部部分12被穿过近侧开口3向杆部模具1中推动时,所述隔离件有利于杆部部分12在杆部模具1中的定位和定向。隔离件22的高度在此选择为使得当杆部部分12被完全推入杆部模具1中时,它们抵靠在杆部模具1的内部空间2的内壁上。
147.多个突出的对中装置24—例如四个突出的翅片—可以设置在头部部分14上,该对中装置在头部部分14被通过远侧开口8推入头部模具5中时有利于头部部分14在头部模具5中的定位和定向。为了同一目的,头部部分14可以在其近侧上成形为具有锥体26,该锥体便于将其推入骨水泥膏团36中。翅片的定向优选选择为使得它们可以沿着其线性表面滑动进入头部模具5的中空空间6中。头部模具5可以具有带有作为中空空间6的一部分的柱形内部空间的颈部模具28。对中装置24可以在颈部模具28的内壁上滑动。对中装置24的高度在此优选选择为使得它们在头部部分14被完全推入头部模具5中时,靠在头部模具5的颈部模具28的中空空间6的内壁上。用于该目的限位止挡可以由头部模具5的远侧壁9和凸缘16的近侧表面18形成。
148.颈部模具28可具有多个突出的环30,其形式为外周加厚部分,颈部模具28可沿所述外周加厚部分被切割并因此被缩短。为此,环30可均匀地间隔开,特别是以均匀的整数或半整数厘米或英寸的间距隔开。这样,可以调节由颈部模具28的长度确定的待制作间隔件38的颈部44的长度。
149.凸缘16可以具有多个突起32,它们可以从凸缘16沿径向或横向方向突出。所述突起32可以形成凸缘16的近侧表面18和/或远侧表面20,或者是凸缘16的近侧表面18和/或远侧表面20的一部分。当金属芯10被推入时,过量的骨水泥膏团36可以在所述突起32之间的间隙之间从杆部模具1中排出,并且理论上也可以从头部模具5中排出。
150.颈圈部34可以形成在杆部模具1上,该颈圈部从杆部模具1的近侧壁4开始围绕着凸缘16。
151.根据本发明,杆部模具1和头部模具5可由塑料材料通过注射成型低成本地制成,或者甚至还可由热成型的塑料膜制成,因为即使在引入高粘度骨水泥膏团期间,它们也不必承受任何非常大的力。这是可能的,因为根据本发明,骨水泥膏团36在金属芯10还未布置在其中的情况下被引入作为铸模的杆部模具1和头部模具具5中,因此必须在周围流动。在引入骨水泥膏团36之后将金属芯10布置在杆部模具1和头部模具5中是可能的,因为杆部模具1和头部模具5抵靠金属芯10的凸缘16放置,并且因此可以布置和定向成与金属芯10配合以及彼此配合。因此,杆部模具1和头部模具5不需要以昂贵的、吸收压力的和稳定的方式螺纹连接或紧固在一起。
152.一旦在金属芯10上在由杆部模具1和头部模具5组装的铸模中骨水泥膏团36已经固化,则其中包含的骨水泥膏团36可以固化(参见图6)。随后,通过拉下杆状模具1并分离和拆卸头部模具5,可以将所得到的间隔件38脱模。留下如图7所示的间隔件38,其中金属芯10被封闭或大部分封闭在间隔件38中以作为加强件。在从间隔件38的杆部42到颈部44的过渡处的凸缘16或凸缘16的突起32在间隔件38的表面上仍然是明显的。杆部42中的隔离件22的外表面和间隔件38的颈部44中的对中装置24的外表面同样也是明显的。
153.图8至12和14至20是显示根据本发明的用于制作如图11所示的髋关节间隔件的设备的第二示例性实施例以及该设备的部件的各种视图的附图。图13示出了第三实施例,其与第二实施例的区别仅在于,用于形成关节头的直径不同,而其它方面相同。
154.根据本发明的第二设备和根据本发明的第三设备适于并且提供用于制作用于髋关节的间隔件88(见图11)。根据本发明的第二设备具有杆部模具51和头部模具55以及金属芯60。杆部模具51和头部模具55优选各自为一件式结构。杆部模具51和头部模具55可以一起形成用于使引入其中的骨水泥膏团86(见图14至20)成形的两部分式铸模。骨水泥膏团86可为此在铸模中固化。图8、10、12和14至20示出剖开的杆部模具51和头部模具55,从而可以看到设备的内部结构。金属芯60总是以未剖开的状态示出。
155.杆部模具51可具有内部空间52,骨水泥膏团86可在该内部空间中成形以形成间隔件88的杆部92。内部空间52可经由近侧开口53接近,使得骨水泥膏团86可通过杆部模具51的近侧开口53被引入内部空间52中,并且金属芯60能通过近侧开口53被部分地推入杆部模具51的内部空间52中。在近侧开口53周围,杆部模具51可具有界定并包围近侧开口53的近侧壁54。
156.头部模具55可具有中空空间56,骨水泥膏团86在其中可成形以形成间隔件88的头部90。在中空空间56的近侧侧部,中空空间56可具有球面形的内表面57,其用于形成间隔件88的实际关节表面。中空空间56的球面形的内表面57因此使间隔件88的髋关节表面成形,该表面旨在髋关节窝中滑动。中空空间56可以通过远侧开口58接近,使得骨水泥膏团86可通过头部模具55的远侧开口58被引入中空空间56中,并且金属芯60能通过远侧开口58被部分地推入到头部模具55的中空空间56中。在远侧开口58周围,头部模具55可具有界定和封闭远侧开口58的远侧壁59。
157.金属芯60可由生物相容的金属例如不锈钢或钛构成。金属芯60用于加强并因此机械地稳定间隔件88。金属芯60具有杆部部分62、头部部分64和凸缘66,该凸缘设置在杆部部分62和头部部分64之间。金属芯60优选是一个部件。杆部部分62和头部部分64可以通过凸缘66连接在一起,凸缘66可以从头部部分64和杆部部分62的轴线沿径向方向伸出。伸出的凸缘66具有近侧表面68和相对的远侧表面70。
158.杆部模具51的近侧壁54可以成形为与凸缘66的远侧表面70相匹配,使得杆部模具51可被安置成至少局部地与凸缘66的远侧表面70齐平,这允许杆部模具51在金属芯60的凸缘66上的确定定位,类似地,头部模具55的远侧壁59可以成形为与凸缘66的近侧表面68相匹配,使得头部模具55可被安置成至少局部地与凸缘66的近侧表面68齐平,这允许头部模具55在金属芯60的凸缘66上的确定定位。
159.多个细长形状的突出的隔离件72可以设置在杆部部分62上,当杆部部分62被推动穿过近侧开口53进入杆部模具51时,所述隔离件便于杆部部分62在杆部模具51中的定位和定向。隔离件72的高度在此选择为使得当杆部部分62被完全推入杆部模具51时,它们靠在杆部模具51的内部空间52的内壁上。
160.多个突出的对中装置74—例如四个突出的翅片—可以设置在头部部分64上,所述对中装置在头部部分64通过远侧开口58被推入头部模具55中时,便于头部部分64在头部模具55中的定位和定向。为同一目的,头部部分64可以在其近侧侧部上成形为锥体76,其用于便于将其推入骨水泥膏团86中。翅片的定向优选选择为使得它们可以沿着其线性表面滑动
进入头部模具55的中空空间56中。头部模具55可以具有带有作为中空空间56的一部分的柱形内部空间的颈部模具78。对中装置74可以在颈部模具78的内壁上滑动。该对中装置74的高度在此优选选择为使得它们在头部部分64完全被推入头部模具55中时,靠在头部模具55的颈部模具78的中空空间56的内壁上。用于该目的限位止挡可以由头部模具55的远侧壁59和凸缘66的近侧表面68形成。
161.颈部模具78可具有多个呈外周加厚部分形式的突出环80,颈部模具78可沿所述外周加厚部分被切割并因此被缩短。为此,环80可均匀地间隔开,特别是以均匀的整数或半整数厘米或英寸的间距隔开。这样,可以调节由颈部模具78的长度确定的待制作的间隔件88的颈部94的长度。
162.颈圈部84可以形成在杆部模具51上,该颈圈部从杆部模具51的近侧壁54开始围绕凸缘66。
163.根据本发明,杆部模具51和头部模具55可以由塑料材料通过注射成型而低成本地生产,或者甚至还可以由热成型的塑料膜生产,因为即使在引入高粘度骨水泥膏团期间,它们也不必承受任何非常大的力。这是可能的,因为根据本发明,骨水泥膏团86被引入作为铸模的杆部模具51和头部模具55中,而金属芯60还未布置在其中,因此必须在周围流动。在引入骨水泥膏团86之后将金属芯60布置在杆部模具51和头部模具55中是可能的,因为杆部模具51和头部模具55抵靠金属芯60的凸缘66放置,并且因此可以布置和定向成与金属芯60配合以及彼此配合。因此,杆部模具51和头部模具55不需要以昂贵的、吸收压力的和稳定的方式螺纹连接或紧固在一起。
164.一旦在金属芯60上在由杆部模具51和头部模具55组装的铸模中的骨水泥膏团86已经固化,包含在其中的骨水泥膏团86(见图20)可以固化。随后,通过拉出杆部模具51并分离和拆下头部模具55,可以将所得到的间隔件38脱模。留下如图11所示的间隔件88,其中金属芯60被封闭或大部分封闭在间隔件88中以作为加强件。在从间隔件88的杆部92到颈部94的过渡处的凸缘66在间隔件88的表面上仍然是明显的,杆部92中的隔离件72和间隔件88的颈部94中的对中装置74的外表面同样也是明显的。
165.在被引入杆部模具51或头部模具55中之前,骨水泥膏团86可以已经由单体液体和水泥粉末(未示出)混合,其中至少一种抗生素和/或至少一种抗真菌药也可优选地与骨水泥膏团86混合。骨水泥膏团86可经由骨水泥施加器132(见图14和17)填充到杆部模具51和头部模具55中。这里,从远侧侧部填充杆部模具51的内部空间52,从近侧侧部填充头部模具55的中空空间56,以防止夹带空气。还可在杆部模具51和头部模具52的壁中提供通气口(未图示)以避免截留空气。
166.一旦骨水泥86过量地填充到杆部模具51和头部模具55中,金属芯60的杆部部分62就可以被推入杆部模具51中,而金属芯60的头部部分64被推入头部模具55中。凸缘66形成用于两者的限位止挡。任何出现的过量骨水泥膏团86可以被去除。骨水泥膏团86在金属芯60封闭在其中的状态下固化(见图20)。
167.为了使间隔件88适应解剖学环境,颈部78可以沿环80缩短,如图12所示。
168.图13所示的第三示例性实施例与第二示例性实施例的不同之处仅在于,其具有不同的头部模具105,该头部模具具有不同的球面形内表面107的半径。由于头部模具105的不同形状,在头部模具105中也存在不同的中空空间106。类似于头部模具55,头部模具105可
具有远侧开口108和周向远侧壁109。同样可提供具有外周环130的颈部模具128。第三示例性实施例的所有其它部分与第二示例性实施例相同。与头部模具55和金属芯60和杆部模具51一起,并且如果需要还与骨水泥施用器132一起,头部模具105可以采取根据本发明的套件的形式。
169.骨水泥施加器132可以具有用于混合骨水泥膏团86的料筒134,该料筒—除了开口之外—可以在前侧部上由料筒头136封闭。此外,真空口138可以布置在料筒头136上,使得骨水泥膏团86可以在料筒134的内部中在真空下混合。一旦完全混合,骨水泥膏团86就可被挤压通过该开口并通过输送管140进入杆部模具51和头部模具55(见图14和17)。静态混合器(未示出)可以布置在输送管140中,骨水泥膏团86的起始组分可以利用该静态混合器混合。输送管140可以用套筒螺母142紧固到料筒头136上。
170.图21-23和24a)、24b)、25a)和25b)是示出根据本发明的套件和根据本发明的用于制作如图25a)和25b)所示的髋关节间隔件的设备的第四示例性实施例及设备的部件的各种视图的视图。类似于第二和第三示例性实施例的不同头部模具的组合,该套件具有两个不同形状的头部模具155、205。图24c)至24h)和25c)至25h)示出了具有不同半径的球面形的内表面257的缩短的和未缩短的头部模具255的替代方案。
171.根据本发明的套件或第四设备适于并设置成用于制作用于髋关节的两个不同形状的间隔件188、238(参见图25a)和25b))。该设备具有一个杆部模具151和两个头部模具155、205以及一个金属芯160。杆部模具151和头部模具155、205优选各自都是一件式构造。杆部模具151和头部模具155、205可以一起形成两个两部分式铸模,用于使引入其中的骨水泥膏团成形(未示出,但类似于图6和20)。为此,骨水泥膏团可以在铸模中固化。图21、23和24示出了剖开的杆部模具151和头部模具155、205,从而可以看到设备的内部结构。金属芯160总是以未剖开的状态示出。
172.杆部模具151可具有内部空间152,骨水泥膏团可在其中成形以形成间隔件188、238的杆192、242。内部空间152可以经由近侧开口153接近,使得骨水泥膏团可通过杆部模具151的近侧开口153被引入内部空间152中,并且金属芯160可通过近侧开口153被部分地推入杆部模具151的内部空间152中。在近侧开口153周围,杆部模具151可以具有界定并且封闭近侧开口153的近侧壁154。
173.头部模具155、205可具有中空空间156、206,骨水泥膏团可在其中成形以形成间隔器188的头部190。在中空空间156、206的近侧侧部上,中空空间156、206中的每一个可具有球面形的内表面157、207,其用于形成间隔件188、238的实际接头表面。中空空间156、206的球面形的内表面157、207相应地形成间隔件188、238的髋关节表面,其旨在在髋关节窝中滑动。中空空间156、206可经由远侧开口158、208接近,使得骨水泥膏团可通过头部模具155、205的远侧开口158、208被引入中空空间156、206中,金属芯160可通过远侧开口158、208被部分地推入头部模具155、205的中空空间156、206中。围绕远侧开口158、208,头部模具155、205可各自具有界定并封闭相应远侧开口158、208的远侧壁159、209。
174.在引入之前,骨水泥膏团可以已经由单体液体和水泥粉末(未显示)混合,其中至少一种抗生素和/或至少一种抗霉菌剂也可以优选地与骨水泥膏团混合。骨水泥膏团可以经由骨水泥施加器132填充到杆部模具151中和头部模具155、205中,如关于第二示例性实施例的图14和17中所示。
175.金属芯160可以由生物相容的金属构成,例如不锈钢或钛。金属芯160用于加强间隔件188、238,并因此机械地稳定该间隔件。金属芯160具有杆部部分162、头部部分164和凸缘166,该凸缘布置在杆部部分162和头部部分164之间。金属芯160优选是一件式的。杆部部分162和头部部分164可以通过凸缘166连接在一起。凸缘166可从头部部分164和杆部部分162的轴线沿径向方向突出。突出的凸缘166具有近侧表面168和相对的远侧表面170。
176.杆部模具151的近侧壁154可成形为匹配凸缘166的远侧表面170,使得杆部模具151能至少局部地放置成与凸缘166的远侧表面170齐平。这允许杆部模具151在金属芯160的凸缘166上的明确定位。类似地,头部模具155、205的远侧壁159、209可成形为匹配凸缘166的近侧表面168,使得头部模具155、205能至少局部地放置成与凸缘166的近侧表面168齐平。这允许头部模具155、205在金属芯160的凸缘166上的确定定位。
177.多个细长形状的突出隔离件172可布置在杆部部分162上,当杆部部分162被推动穿过近侧开口153进入杆部模具151时,所述隔离件便于杆部部分172在杆部模具151中的定位和定向。这里,隔离件172的高度选择为使得当杆部部分162完全推入杆部模具151中时,它们抵靠杆部模具151的内部空间152的内壁。用于此目的限位止挡可由杆部模具151的近侧壁154和凸缘166的远侧表面170形成。
178.多个突出的对中装置174—例如四个突出的翅片—可以设置在头部部分164上,当头部部分164被推动通过相应的远侧开口158、208时,该对中装置便于头部部分164在头部模具155、205中的定位和定向。翅片的取向优选选择成使得它们可沿着其线性表面滑动到头部模具155、205的中空空间156、206中。头部模具155、205可具有不同长度的颈部模具178、228,其中柱形内部空间作为中空空间156、206的一部分。对中装置174可在颈部模具178、228的柱形内壁上滑动。在此,对中装置174的高度优选选择成使得当头部部分164完全推入到头部模具155、205中时,它们贴靠在颈部模具178、228的中空空间156、206的柱形内壁上。用于该目的限位止挡可以由头部模具155、205的远侧壁159、209以及由凸缘166的近侧表面168形成。
179.颈部模具178可具有多个呈外周加厚部分形式的突出环180,颈部模具178可沿所述外周加厚部分被切割并因此被缩短。颈部模具228可理解为最大程度缩短的颈部模具178。环180可以均匀地间隔开,特别是以均匀的整数或半整数厘米或英寸的间距隔开。这样,可以调节由相应的颈部模具178、228的长度确定的待制作的间隔件188、238的颈部194、244的长度。
180.凸缘166可以具有多个突起182,其可以在径向或横向方向上从金属芯166突出。突起182可以形成凸缘166的近侧表面168和/或远侧表面170,或者可以是凸缘166的近侧表面168和/或远侧表面170的一部分。当金属芯160被推入时,过量的骨水泥膏团可从杆部模具151中出现,并且理论上也从突起182之间的间隙之间的头部模具155、205中出现。
181.颈圈部184可以形成在杆部模具151上,该颈圈部从杆部模具151的近侧壁154开始围绕凸缘166。
182.根据本发明,杆部模具151和头部模具155、205可以由塑料材料通过注射成型低成本地制作,或者甚至还可以由热成型的塑料膜制作,因为即使在引入高粘度骨水泥膏团期间,它们也不必承受任何非常大的力。这是可能的,因为根据本发明,骨水泥膏团被引入作为铸模的杆部模具151和头部模具155、205中,而金属芯160还未布置在其中,因此必须在周
围流动。在引入骨水泥膏团之后将金属芯160布置在杆部模具151中和头部模具155、205之一中是可能的,因为杆部模具151和头部模具155、205抵靠金属芯160的凸缘166放置,并且因此可以布置和定向成与金属芯160配合以及彼此配合。因此,杆部模具151和头部模具155、205不需要以昂贵的、吸收压力的和稳定的方式被拧紧或紧固在一起。
183.一旦在金属芯160上在由杆部模具151和头部模具155、205之一组装的铸模中的骨水泥膏团已经固化,则包含在其中的骨水泥膏团可以固化。随后,通过拉出杆部模具151并分离和拆下用过的头部模具155、205,可以将得到的间隔件188、238脱模。留下如图25所示的间隔件188、238,其中金属芯160被封闭或大部分封闭在间隔件188、238中以作为加强件。在从间隔件188、238的杆部192、242到颈部294、244的过渡处凸缘166或凸缘166的突起182在间隔件188、238的表面上仍然是明显的。杆部192、242中的隔离件172的外表面和间隔件188、238的颈部194、244中的对中装置174同样也是显而易见的。
184.在图24c)至24h)中示出的并且可以在图25c)至25h)中制作的用于髋关节的间隔件288的其它变型除了球面形的内表面257的较小直径之外,与根据图21-23和24a)、24b)、25a)和25b)的套件的那些相同。为了简单起见,所有这些示例性实施例使用相同的附图标记,包括不同形状的实施例。
185.该设备具有杆部模具251和头部模具255以及金属芯260。杆部模具251和头部模具具255优选分别是一件式结构。杆部模具251和头部模具具255可以一起形成用于使引入其中的骨水泥膏团(未示出)成形的两部分式铸模。
186.杆部模具251可具有内部空间252,骨水泥膏团在其中可成形以形成间隔件288的杆部292。内部空间252可以经由近侧开口接近,使得骨水泥膏团可通过杆部模具251的近侧开口引入到内部空间252中,金属芯260可通过近侧开口被部分地推入到杆部模具251的内部空间252中。在近侧开口周围,杆部模具251可以具有界定并封闭近侧开口的近侧壁。
187.头部模具255可具有中空空间256,骨水泥膏团可在其中成形以形成间隔件288的头部290。在中空空间256的近侧侧部上,中空空间256可具有不同直径的球面形的内表面257,其用于形成间隔件288的实际关节表面。中空空间256的球面形内表面257因此形成间隔件288的髋关节表面,该表面用于在髋关节窝中滑动。中空空间256可经由远侧开口接近,使得骨水泥膏团可通过头部模具255的远侧开口引入中空空间256中,且金属芯260可通过远侧开口被部分地推入头部模具255的中空空间256中。在远侧开口周围,头部模具255可具有界定并封闭远侧开口的远侧壁。
188.金属芯160可由生物相容的金属构成,例如不锈钢或钛。金属芯160用于加强间隔件288,并因此机械地稳定该间隔件。金属芯260具有杆部部分262、头部部分264和凸缘266,该凸缘设置在杆部部分262和头部部分264之间。金属芯260优选是一件式的。杆部部分262和头部部分264可通过凸缘266连接在一起。凸缘266可从头部部分264和杆部部分262的轴线沿径向方向伸出。突出的凸缘266具有近侧表面和相对的远侧表面。
189.多个细长形状的突出的隔离件272可布置在杆部部分262上,当杆部部分262被推动穿过近侧开口进入杆部模具251时,该间隔件便于杆部部分262在杆部模具251中的定位和定向。这里,隔离件272的高度选择为使得当杆部部分262完全推入杆部模具251中时,这些隔离件的抵靠杆部模具251的内部空间252的内壁。
190.多个突出的对中装置274—例如四个突出的翅片—可以设置在头部部分264上,当
头部部分264被推动穿过远侧开口进入头部模具255时,对中装置便于头部部分264在头部模具255中的定位和定向。翅片的取向优选选择成使它们可沿着其线性表面滑动到头部模具255的中空空间256中。头部模具255可具有颈部模具278,其具有作为中空空间256的一部分的柱形内部空间。对中装置274可以在颈部模具278的内壁上滑动。这里优选地,对中装置274的高度选择为使得当头部件264完全推入头部模具255中时,它们抵靠头部模具255的颈模278的中空空间256的内壁。
191.根据本发明,杆部模具251和头部模具255可以由塑料材料通过注塑低成本地生产,或者甚至还可以由热成型的塑料膜生产,因为即使在引入高粘度骨水泥糊期间,它们也不必承受任何非常大的力。这是可能的,因为根据本发明,骨水泥膏团被引入作为铸模的杆部模具251和头部模具255中,而金属芯260没还未布置在其中,因此必须在周围流动。在引入骨水泥膏团之后将金属芯260布置在杆部模具251和头部模具具255中是可能的,因为杆部模具251和头部模具具255抵靠金属芯260的凸缘266放置,并且可以相应地布置和定向成与金属芯260配合以及彼此配合。因此,杆部模具251和头部模具具255不需要以昂贵的、吸收压力的和稳定的方式被拧紧或紧固在一起。
192.一旦在金属芯260上在由杆部模具251和头部模具255组装的铸模中骨水泥膏团固化,则其中包含的骨水泥膏团固化。随后,通过拉出杆部模具251并分离和拆卸头部模具255,可以将所得到的间隔件288脱模。如图25所示,间隔件288被留下,其中金属芯260被封闭或大部分封闭在间隔件288中作为加强件。在间隔件288的表面上仍明显可见从杆部292到间隔件288的颈部294的过渡处的凸缘266。杆部292中隔离件272的外表面和间隔件288的颈部294中的对中装置274的外表面同样也显而易见。
193.在前述说明书以及权利要求书、附图和示例性实施例中公开的本发明的特征可以是单独地和以任何组合的形式对于在其各种实施例中实现本发明是实质性的。
194.附图标记列表
195.1、51、151、251
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
杆部模具
196.2、52、152、252
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
内部空间
197.3、53、153
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
杆部模具的近侧开口
198.4、54、154
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
杆部模具的近侧壁
199.5、55、105、155、205、255
ꢀꢀꢀ
头部模具
200.6、56、106、156、206、256
ꢀꢀꢀ
中空空间
201.7、57、107、157、207、257
ꢀꢀꢀ
球面形的内表面
202.8、58、108、158
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
头部模具的远侧开口
203.9、59、109、159
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
头部模具的远侧壁
204.10,60,160,260
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
金属芯
205.12、62、162、262
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
杆部部分
206.14、64、164、264
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
头部部分
207.16、66、166、266
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
凸缘
208.18、68、168
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
面的凸缘的近侧表面
209.20、70、170
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
凸缘的远侧表面
210.22、72、172、272
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
隔离件
211.24、74、174、274
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对中装置
212.26、76
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
锥体
213.28、78、128、178、228、278
ꢀꢀ
颈部模具
214.30、80、130、180
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
环
215.32、182
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
突起
216.34、84、154
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
颈圈部
217.36、86
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
骨水泥膏团
218.38、88、188、238、288
ꢀꢀꢀꢀꢀꢀꢀ
间隔件
219.40、90、190、240、290
ꢀꢀꢀꢀꢀꢀꢀ
间隔件的头部
220.42、92、192、242、292
ꢀꢀꢀꢀꢀꢀꢀ
间隔件的杆部
221.44、94、194、244、294
ꢀꢀꢀꢀꢀꢀꢀ
间隔件的颈部
222.132
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
骨水泥施加器
223.134
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料筒
224.136
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料筒头
225.138
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
真空口
226.140
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送管
227.142
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
套筒螺母。