1.本发明涉及塑料制备技术领域,更具体地说,本发明涉及一种具有抗菌母粒的塑料发声器及其制备方法。
背景技术:
2.塑胶是一类具有可塑性的合成高分子材料。它与合成橡胶、合成纤维形成了当今日常生活不可缺少的三大合成材料。具体地说,塑料是以天然或合成树脂为主要成分,加入各种添加剂,在一定温度和压力等条件下可以塑制成一定形状,在常温下保持形状不变的材料。随着工业的发展,塑料制品的应用已经遍及工农业以及日常生活的各个领域,塑料发生器就是一种很常见的儿童玩具配件,它可以应用在很多儿童玩具中。
3.现有的塑料发声器在玩耍使用过程中与外界接触如此容易粘上细菌,而塑料发生器经常与嘴巴进行接触,容易导致细菌进入儿童或宠物口腔内后感染病菌,因此,发明一种具有抗菌母粒的塑料发声器及其制备方法很有必要。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种具有抗菌母粒的塑料发声器及其制备方法。
5.为实现上述目的,本发明提供如下技术方案:一种具有抗菌母粒的塑料发声器,包括气囊体,所述气囊体数量设置为两个,两个所述气囊体之间均匀设有缓冲囊,两个所述气囊体顶部和底部分别设有顶座和底座,所述顶座顶部设有入气腔,所述底座底部设有出声腔,所述出声腔内部设有发声块。
6.在一个优选地实施方式中,所述气囊体内壁顶部设有螺纹环,所述顶座与螺纹环相匹配。
7.在一个优选地实施方式中,所述底座顶部外侧环绕设有套环,所述套环与气囊体外壁螺纹连接。
8.在一个优选地实施方式中,所述入气腔顶部表面固定设有套环,所述入气腔外侧环绕设有套环。
9.在一个优选地实施方式中,所述发声块外侧环绕设有卡槽,所述卡槽固定设置于所述出声腔内部。
10.在一个优选地实施方式中,所述发声块内部设有导风叶片,所述导风叶片数量设置为多个,所述导风叶片与发声块内壁滑动连接。
11.一种具有抗菌母粒的塑料发声器的制备方法,包括以下步骤:步骤一:根据产品的使用环境选择不同的无机抗菌剂加入塑料原料中进行混合搅拌,并持续加热16-18h使无机抗菌剂与原料混合并呈熔融状态,再将熔融状态的物料注入母粒造粒机进行造粒,加工后的母粒进行冷却存储;步骤二:将塑料原料和母粒加入反应釜中进行加热,加热过程中持续进行搅拌,搅
拌速度为60-90r/min,持续搅拌2-4h后将物料传输进入挤出;步骤三:将挤出机分别安装加工气囊体、顶座、底座、入气腔和发声块的模具,将物料挤入模具内并进行冷却降温,使模具内物料冷却成型;步骤四:将成型后的产品顶出收集,再进行表面和端口的磨平、切割,使整体更加光滑整洁,再加入清洗箱内浸泡,清洗箱内加入无机抗菌剂,浸泡6-8h后取出晾干;步骤五:将晾干后的产品部件进行检验,将合格的产品部件拼接安装为一个整体后,再进行包装,完成整个制备工序。
12.本发明的技术效果和优点:1、本发明通过将无机抗菌剂与塑料原料混合之后制备抗菌母粒,再将抗菌母粒与塑料原料混合后加工,抗菌母粒能够更好的与塑料原料融为一体,具有更好的抗菌效果,同时抗菌母粒能够单独的制备并存储,添加使用方便,添加过程中也可以根据产品的需求进行调整添加参数,在加工完成后将产品部件依次加入带有无机抗菌剂的清洗箱内进行浸泡清洗,使产品的内部和外部表面均具有抗菌分子,在使用过程中能够相辅相成,提供更好的抗菌效果;2、通过将产品分为多个部件进行分别加工后再拼装,能够有效减少冷却成型和注塑成型的时间,分别进行加工部件缩短整体的加工时间,提高生产效率,而且在生产后能某一部位的不合格能够便于调整更换拼装,不会导致整个产品废弃,有效降低生产成本,另外,具有缓冲囊的气囊体能够有效缓冲和改变进入气囊体内的气体,提高发声块可发出的声贝,使用更加方便,而且便于清洗内部和更换部件,保证整体的整洁。
附图说明
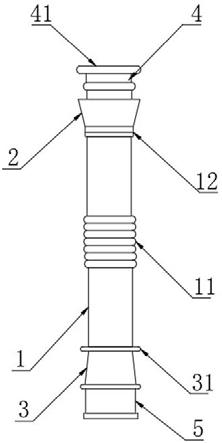
13.图1为本发明的整体结构示意图。
14.图2为本发明的出声腔俯视图。
15.附图标记为:1气囊体、11缓冲囊、2顶座、3底座、31套环、4入气腔、41套环、5出声腔、6发声块、61导风叶片。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.实施例一:根据图1-2所示的一种具有抗菌母粒的塑料发声器,包括气囊体1,气囊体1数量设置为两个,两个气囊体1之间均匀设有缓冲囊11,两个气囊体1顶部和底部分别设有顶座2和底座3,顶座2顶部设有入气腔4,底座3底部设有出声腔5,出声腔5内部设有发声块6。
18.气囊体1内壁顶部设有螺纹环,顶座2与螺纹环相匹配。
19.底座3顶部外侧环绕设有31,31与气囊体1外壁螺纹连接。
20.入气腔4顶部表面固定设有套环41,入气腔4外侧环绕设有套环41。
21.发声块6外侧环绕设有卡槽,卡槽固定设置于出声腔5内部。
22.发声块6内部设有导风叶片61,导风叶片61数量设置为多个,导风叶片61与发声块6内壁滑动连接。
23.实施方式具体为:将产品分为多个部件进行分别加工后再拼装,能够有效减少冷却成型和注塑成型的时间,分别进行加工部件缩短整体的加工时间,提高生产效率,而且在生产后能某一部位的不合格能够便于调整更换拼装,不会导致整个产品废弃,有效降低生产成本,另外,具有缓冲囊11的气囊体1能够有效缓冲和改变进入气囊体1内的气体,提高发声块6可发出的声贝,使用更加方便,而且便于清洗和更换部件。
24.实施例二:一种具有抗菌母粒的塑料发声器的制备方法,包括以下步骤:步骤一:根据产品的使用环境选择不同的无机抗菌剂加入塑料原料中进行混合搅拌,并持续加热16h使无机抗菌剂与原料混合并呈熔融状态,再将熔融状态的物料注入母粒造粒机进行造粒,加工后的母粒进行冷却存储;步骤二:将塑料原料和母粒加入反应釜中进行加热,加热过程中持续进行搅拌,搅拌速度为60r/min,持续搅拌4h后将物料传输进入挤出;步骤三:将挤出机分别安装加工气囊体1、顶座2、底座3、入气腔4和发声块6的模具,将物料挤入模具内并进行冷却降温,使模具内物料冷却成型;步骤四:将成型后的产品顶出收集,再进行表面和端口的磨平、切割,使整体更加光滑整洁,再加入清洗箱内浸泡,清洗箱内加入无机抗菌剂,浸泡6h后取出晾干;步骤五:将晾干后的产品部件进行检验,将合格的产品部件拼接安装为一个整体后,再进行包装,完成整个制备工序。
25.实施例二:一种具有抗菌母粒的塑料发声器的制备方法,包括以下步骤:步骤一:根据产品的使用环境选择不同的无机抗菌剂加入塑料原料中进行混合搅拌,并持续加热18h使无机抗菌剂与原料混合并呈熔融状态,再将熔融状态的物料注入母粒造粒机进行造粒,加工后的母粒进行冷却存储;步骤二:将塑料原料和母粒加入反应釜中进行加热,加热过程中持续进行搅拌,搅拌速度为90r/min,持续搅拌2h后将物料传输进入挤出;步骤三:将挤出机分别安装加工气囊体1、顶座2、底座3、入气腔4和发声块6的模具,将物料挤入模具内并进行冷却降温,使模具内物料冷却成型;步骤四:将成型后的产品顶出收集,再进行表面和端口的磨平、切割,使整体更加光滑整洁,再加入清洗箱内浸泡,清洗箱内加入无机抗菌剂,浸泡8h后取出晾干;步骤五:将晾干后的产品部件进行检验,将合格的产品部件拼接安装为一个整体后,再进行包装,完成整个制备工序。
26.实施例四:一种具有抗菌母粒的塑料发声器的制备方法,包括以下步骤:步骤一:根据产品的使用环境选择不同的无机抗菌剂加入塑料原料中进行混合搅拌,并持续加热17h使无机抗菌剂与原料混合并呈熔融状态,再将熔融状态的物料注入母粒造粒机进行造粒,加工后的母粒进行冷却存储;步骤二:将塑料原料和母粒加入反应釜中进行加热,加热过程中持续进行搅拌,搅
拌速度为75r/min,持续搅拌3h后将物料传输进入挤出;步骤三:将挤出机分别安装加工气囊体1、顶座2、底座3、入气腔4和发声块6的模具,将物料挤入模具内并进行冷却降温,使模具内物料冷却成型;步骤四:将成型后的产品顶出收集,再进行表面和端口的磨平、切割,使整体更加光滑整洁,再加入清洗箱内浸泡,清洗箱内加入无机抗菌剂,浸泡7h后取出晾干;步骤五:将晾干后的产品部件进行检验,将合格的产品部件拼接安装为一个整体后,再进行包装,完成整个制备工序。
27.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。