1.本实用新型涉及一种包装材料加工设备,具体说是一种双层筒状包装袋内袋与外袋加热粘合装置。
背景技术:
2.筒状包装材料即加工成圆筒形的包装材料,该类包装材料可由塑料、纸质、织物、橡胶等材料制成,使用时根据长度需要裁下一段(封合一端后做成包装袋),包装时,因为只需要将两端密封即可完成整袋的密封,大大节省了加工工序,近年来使用量不断增长,为了提高该类包装材料的防护效果,筒状包装材料分为内外两层,即双层筒状包装材料,当内层或外层破损时,还有另外一层仍然起到防护作用。目前的双层筒状包装袋加工时需要先单条切断,把外袋和内袋单条切断后,再单独封底后套在一起,最后通过加热或打胶等将外袋开口内侧和内袋开口外侧粘合在一起,主要通过工人单条生产,效率非常低,无法达到连续整体封合和连续双层粘合且整体开口和连续套袋的要求,为此申请人研发了一种连续筒状包装材料内外层套装及封合装置(申请号2021101408766),可以加工出双层连续筒状包装材料或包装袋,但该装置还缺少将外袋开口内侧和内袋开口外侧粘合在一起的装置。
技术实现要素:
3.为了解决上述问题,本实用新型的目的是提供一种双层筒状包装袋内袋与外袋加热粘合装置。
4.为实现上述目的,本实用新型的技术方案为:一种双层筒状包装袋内袋与外袋加热粘合装置,包括架体和水平支撑在架体内的换能转换板,双层筒状包装袋的内外袋穿过换能转换板,换能转换板两端分别设置有支撑转辊,各侧的支撑转辊分别支撑在架体各端内的限位转辊之间,换能转换板部分涂有不沾涂层,不沾涂层的上下架体内分别设置有向不沾涂层运动的上加热板和下加热板。
5.进一步地,上加热板和下加热板分别为超声波焊接上压板和超声波焊接下压板。
6.进一步地,换能转换板的各端分别通过支撑块设置有上下对称的支撑转辊,各侧的上下支撑转辊分别位于架体各端的四条限位转辊之间,且上部的支撑转辊支撑在上部的两条限位转辊之间,下部的支撑转辊则支撑在下部的两条限位转辊之间。
7.进一步地,不沾涂层为陶瓷涂层或特氟龙防粘布。
8.进一步地,超声波焊接上压板和超声波焊接下压板两侧的架体内分别设置有一对上下排布的导向压辊,导向压辊使经过的内外袋紧贴换能转换板。
9.进一步地,超声波焊接上压板和超声波焊接下压板分别与上下的超声波机头固定连接。
10.进一步地,每条导向压辊分别通过多条伸缩杆固定在架体内,每条伸缩杆内分别设置有一条将伸缩杆向外伸长的顶紧弹簧。
11.本实用新型便于对加工出双层连续筒状包装材料或包装袋某一部部分进行加热
粘合,从而更好地用于双层包装袋的生产。
附图说明
12.现结合附图对本实用新型做进一步说明。
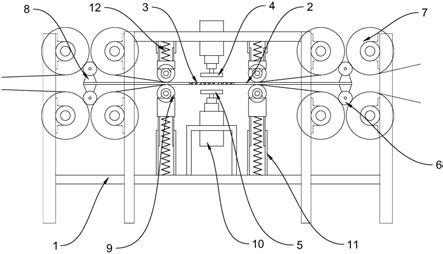
13.图1为本实用新型的结构示意图;
14.图2、3为本实用新型的使用状态参考图。
具体实施方式
15.如图1-3所示,一种双层筒状包装袋内袋与外袋加热粘合装置,包括架体1和水平支撑在架体1内的换能转换板2,双层筒状包装袋的内外袋穿过换能转换板2,换能转换板2两端分别设置有支撑转辊6,各侧的支撑转辊6分别支撑在架体1各端内的限位转辊7之间,换能转换板2部分涂有不沾涂层3,不沾涂层3为陶瓷涂层或特氟龙防粘布,可以有效避免加热时包装材料与换能转换板2粘合,不沾涂层3的上下架体1内分别设置有向不沾涂层3运动的上加热板和下加热板,上加热板和下加热板可以为多对;
16.本实用新型使用时,位于连续筒状包装材料内外层套装及封合装置的预压定位辊与脱气辊之间,如图2、3中的虚线框位置,经过的双层包装材料,如外层为聚丙烯编织袋,内层为聚乙烯内膜袋,双层包装材料的内袋经过换能转换板2,即套过换能转换板2,以及各支撑转辊6限位转辊7,如图1中虚线所示,对某一部分的内外袋进行加热时,上加热板和下加热板,分别与经过的包装材料接触,进行加热,利用加热可使内外包装材料粘合,也可以对内外层之间打胶(如热熔胶)的双层包装材料进行加热粘合,便于后续裁剪后封底口即可使用。
17.上加热板和下加热板分别为超声波焊接上压板4和超声波焊接下压板5,超声波焊接上压板4和超声波焊接下压板5分别与上下的超声波机头10固定连接,超声波机头10为现有技术,超声波机头10通过气缸、油缸等带动升降,超声波塑胶焊接原理是由发生器产生20khz(或15khz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙, 当震动停止,工件同时在一定的压力下冷却定形,从而使双层包装材料粘合。另外,上加热板和下加热板也可以采用电加热板,此时超声波机头10改用升降装置,便于加热时将电加热板与包装材料接触。
18.换能转换板2的各端分别通过支撑块8设置有上下对称的支撑转辊6,各侧的上下支撑转辊6分别位于架体1各端的四条限位转辊7之间,且上部的支撑转辊6支撑在上部的两条限位转辊7之间,下部的支撑转辊6则支撑在下部的两条限位转辊7之间,这样使换能转换板2的两端得到限位,而且通过限位转辊7、支撑转辊6的支撑不妨碍双层包装材料通过,不用对包装材料进行裁剪,实现连续热压粘合。
19.为了使经过的包装材料更贴合换能转换板2,从而在超声波焊接上压板4和超声波焊接下压板5对包装材料加热时,加热平整,超声波焊接上压板4和超声波焊接下压板5两侧的架体1内分别设置有一对上下排布的导向压辊9,导向压辊9使经过的内外袋紧贴换能转换板2。
20.为了使每条导向压辊9具有一定的弹性,避免因为压力过大对经过的包装材料造
成损坏,每条导向压辊9分别通过多条伸缩杆11固定在架体1内,每条伸缩杆11内分别设置有一条将伸缩杆11向外伸长的顶紧弹簧12,顶紧弹簧12具有良好地缓冲效果。
21.以上所述仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作出的等同变化与修改,均应属于本实用新型保护的范围。
技术特征:
1.一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:包括架体(1)和水平支撑在架体(1)内的换能转换板(2),双层筒状包装袋的内外袋穿过换能转换板(2),换能转换板(2)两端分别设置有支撑转辊(6),各侧的支撑转辊(6)分别支撑在架体(1)各端内的限位转辊(7)之间,换能转换板(2)部分涂有不沾涂层(3),不沾涂层(3)的上下架体(1)内分别设置有向不沾涂层(3)运动的上加热板和下加热板。2.如权利要求1所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:上加热板和下加热板分别为超声波焊接上压板(4)和超声波焊接下压板(5)。3.如权利要求1所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:换能转换板(2)的各端分别通过支撑块(8)设置有上下对称的支撑转辊(6),各侧的上下支撑转辊(6)分别位于架体(1)各端的四条限位转辊(7)之间,且上部的支撑转辊(6)支撑在上部的两条限位转辊(7)之间,下部的支撑转辊(6)则支撑在下部的两条限位转辊(7)之间。4.如权利要求1所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:不沾涂层(3)为陶瓷涂层或特氟龙防粘布。5.如权利要求1所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:超声波焊接上压板(4)和超声波焊接下压板(5)两侧的架体(1)内分别设置有一对上下排布的导向压辊(9),导向压辊(9)使经过的内外袋紧贴换能转换板(2)。6.如权利要求2所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:超声波焊接上压板(4)和超声波焊接下压板(5)分别与上下的超声波机头(10)固定连接。7.如权利要求1所述的一种双层筒状包装袋内袋与外袋加热粘合装置,其特征在于:每条导向压辊(9)分别通过多条伸缩杆(11)固定在架体(1)内,每条伸缩杆(11)内分别设置有一条将伸缩杆(11)向外伸长的顶紧弹簧(12)。
技术总结
本实用新型公开了一种双层筒状包装袋内袋与外袋加热粘合装置,包括架体和水平支撑在架体内的换能转换板,双层筒状包装袋的内外袋穿过换能转换板,换能转换板两端分别设置有支撑转辊,各侧的支撑转辊分别支撑在架体各端内的限位转辊之间,换能转换板部分涂有不沾涂层,不沾涂层的上下架体内分别设置有向不沾涂层运动的上加热板和下加热板。本实用新型不仅可对打胶后的内外编织袋开口部位进行加热粘合,也可以对直接套装的内袋进行加热粘合,不仅设备连续性强,加工效率高,而且通过上下的加热转辊和加热板可实现打胶部位均匀加热,热粘合效果更均匀更牢固,提高双层编织袋的质量。量。量。
技术研发人员:刘加春
受保护的技术使用者:诸城蓝鲸包装材料有限公司
技术研发日:2021.06.28
技术公布日:2022/1/14