1.本技术涉及一次性卫生用品制造设备技术领域,尤其涉及生理性卫生巾、护垫、纸尿裤、拉拉裤、卫生裤、宠物垫等技术领域,具体为一种纸浆纤维片材的进料装置及吸收体制造装置。
背景技术:
2.纸浆纤维片材为一种吸水介质的原材料,主要用于生产各种一次性卫生用品,如纸尿片、尿裤(婴儿、成人)、卫生巾、卫生护垫、医院床垫等。
3.在一次性卫生用品的加工过程中,纸浆纤维片材经过粉碎机粉碎后形成绒毛浆。然而,纸浆纤维片材在经过粉碎之前,由带有驱动的进料装置将纸浆纤维片材送入粉碎机中。该进料装置主要用于对纸浆纤维片材进行驱动、牵引输送和导向,以使纸浆纤维片材顺利进入粉碎机中进行粉碎处理。因此,纸浆纤维片材的进料装置是一次性卫生用品生产领域的重要装置。
4.现有的进料装置一般具有两个进料路径,纸浆纤维片材经过这两个进料路径进行交替送料,即双通道进料。在进料过程中,纸浆纤维片材有时会出现跑偏或由于设备运行不顺畅而引起堵塞进料口的现象,使纸浆纤维片材在进入粉碎机之前发生拥堵或堆积,若不能实时监控进料口的通畅状况,并在发现拥堵问题后第一时间停机清理,则会导致纸浆纤维片料在进料口大量堆积最终导致设备完全卡死甚至损毁的问题,影响正常进料,对完全卡死的设备进行清理也将耗费巨大,从而大大降低了生产效率。
技术实现要素:
5.本技术的实用新型提供一种纸浆纤维片材的进料装置及吸收体制造装置,以解决现有进料装置的进料口堵塞难以监控的问题。
6.为了解决上述技术问题,本技术的实用新型公开了如下技术方案:
7.一方面,提供了一种纸浆纤维片材的进料装置,包括:至少两组进料机构,每组所述进料机构中形成有进料通道;以及至少两组堵塞检测机构,每组所述堵塞检测机构布置于相应一条所述进料通道的下游的旁侧;其中,所述堵塞检测机构包括触动端子、传感器及控制器,所述传感器及所述进料机构与所述控制器建立通讯连接;每组所述堵塞检测机构的触动端子与相应一条所述进料通道彼此平行或成一夹角地至少沿着该进料通道的前进方向延伸,使得每组所述堵塞检测机构的触动端子与相应的一条所述进料通道之间形成有检测通道。
8.进一步的,所述触动端子绕横向轴线转动自由地布置在相应一条进料通道的下游的旁侧,所述触动端子自其转动端出发与相应一条进料通道彼此平行或成一夹角地至少沿着该进料通道的前进方向延伸;当所述检测通道中堆积的堵塞料超过了检测通道的容纳能力时,触动端子受迫沿着远离所述进料通道的方向转动。
9.进一步的,所述传感器为角度传感器,所述角度传感器用于检测所述触动端子的
转动角度大小并形成角度数据信号,所述控制器接收到角度数据信号后根据转动角的大小作出相应控制指令。
10.进一步的,所述堵塞检测机构还包括同步转动组件,该同步转动组件包括:转盘组件,其绕着所述横向轴线与所述触动端子同步转动;以及检测端子,其与所述转盘组件相连接并沿径向向外延伸。
11.进一步的,所述传感器为位移传感器,所述位移传感器用于检测预设位置与所述触动端子之间的距离并形成位移数据信号,所述控制器接收到位移数据信号后根据所述触动端子转动幅度的大小作出相应的控制指令。
12.进一步的,所述传感器为光电传感器,所述光电传感器布置于所述检测端子的旁侧,当所述检测端子位于初始位置时,所述光电传感器在横向方向上的位置与所述检测端子相对应。
13.进一步的,所述触动端子具有彼此背离的固定端和自由端,所述固定端绕横向轴线转动自由地布置在相应一条进料通道的下游的旁侧,所述自由端自所述固定端出发与相应一条进料通道彼此平行或成一夹角地至少沿着该进料通道的前进方向延伸;当所述检测通道中堆积的堵塞料超过了检测通道的容纳能力时,所述自由端受迫沿着远离所述进料通道的方向转动。
14.进一步的,所述传感器为角度传感器,所述角度传感器用于检测所述自由端的转动角度大小并形成角度数据信号,所述控制器接收到角度数据信号后根据转动角的大小作出相应控制指令。
15.进一步的,所述堵塞检测机构还包括同步转动组件,该同步转动组件包括:转盘组件,其绕着所述横向轴线与所述固定端同步转动;以及检测端子,其与所述转盘组件相连接并沿径向向外延伸。
16.进一步的,所述传感器为位移传感器,所述位移传感器用于检测预设位置与所述触动端子之间的距离并形成位移数据信号,所述控制器接收到位移数据信号后根据所述触动端子转动幅度的大小作出相应的控制指令。
17.进一步的,所述传感器为光电传感器,所述光电传感器布置于所述检测端子的旁侧,当所述检测端子位于初始位置时,所述光电传感器在横向方向上与所述检测端子相对齐。
18.进一步的,所述同步转动组件还包括固定端子,其与所述转盘组件相连接并沿径向向外延伸;所述堵塞检测机构还包括:弹性件,其一端弹性连接至所述固定端子,另一端连接至一调节件。
19.进一步的,每组进料机构包括:导入部,包括至少一导入辊;夹压部,包括至少一压辊和至少一驱动辊,所述压辊与所述驱动辊成对配合且相对转动;导出部,包括至少一导出辊;驱动装置件,连接至所述驱动辊;以及压力调节部,连接至所述压辊,所述压力调节部包括至少一气缸;其中,所述进料通道依次通过所述进料机构的导入部、所述夹压部以及所述导出部;所述导出部设于所述堵塞检测机构的下游侧。
20.进一步的,所述压辊和所述驱动辊均包括:辊轴;以及两个以上的圆柱辊体,间隔设置于所述辊轴的轴向上,所述圆柱辊体的辊面设有辊纹,其中,相邻的两个圆柱辊体之间设有一凹槽。
21.进一步的,所述压辊的辊轴与所述驱动辊的辊轴相对设置;所述压辊的凹槽与所述驱动辊的凹槽相对设置。
22.另一方面,还提供了一种吸收体制造装置,包括前文所述的进料装置;以及粉碎机,设于所述进料装置的下游侧,其包括一进料口,其中两组进料机构的进料通道交汇于所述进料口处。
23.进一步的,所述粉碎机包括壳体,具有彼此远离且相连通的所述进料口和出料口;以及刀辊,沿水平方向设置,且所述刀辊被收容于所述壳体内,用于粉碎纸浆纤维片材。
24.进一步的,所述壳体为筒状结构,其包括:本体;以及盖体,可转动式安装至所述本体的上方,且在沿所述刀辊的转动方向从所述进料口至所述出料口的范围覆盖所述刀辊的外周面。
25.进一步的,所述本体包括朝所述壳体的外侧突出的第一固定部;所述盖体包括朝所述壳体的外侧突出的第二固定部;当所述盖体转动至覆盖所述本体的位置时,所述第二固定部与所述第一固定部相对设置;其中,所述第二固定部通过螺栓与所述第一固定部固定在一起。
26.上述技术方案中的一个技术方案具有如下优点或有益效果:由于在每组进料通道的下游的旁侧设置了堵塞检测机构,当片材发生堵塞时,能迅速灵活的对堵塞的片材进行疏通处理。
27.上述技术方案中的另一个技术方案具有如下优点或有益效果:通过设置至少两个进料机构,例如上进料机构和下进料机构,且进料机构间为交替进料,即其中一个进料机构停机清理时,另一个进料机构及时开机进料,以使片材处于连续供给状态,防止断料,保证进料作业能够连续高效运行。
附图说明
28.下面结合附图,通过对本实用新型的具体实施方式详细描述,将使本实用新型的技术方案及其它有益效果显而易见。
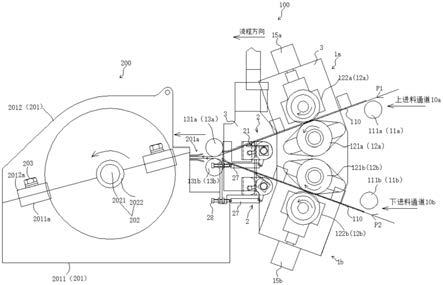
29.图1为本实用新型实施例1提供的进料装置的结构示意图。
30.图2为本实用新型实施例1提供的进料装置的侧视图,主要体现轴向方向(cd方向)的结构图。
31.图3为本实用新型实施例1提供的驱动辊或压辊的结构示意图。
32.图4为本实用新型实施例1提供的堵塞检测机构的轴向示意图。
33.图5为本实用新型实施例1提供的堵塞检测机构的结构示意图。
34.图6为本实用新型实施例2提供的进料装置的结构示意图。
35.图7为本实用新型实施例2提供的进料装置的结构图。
36.图8为本实用新型实施例3提供的堵塞检测机构的轴向示意图。
37.图9为本实用新型实施例4提供的堵塞检测机构的结构示意图。
38.附图部件标识:
39.100、进料装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200、粉碎机;
40.1a、上进料机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1b、下进料机构;
41.2、堵塞检测机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、框架;
42.10a、上进料通道;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10b、下进料通道;
43.110、托件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11a、上导入部;
44.11b、下导入部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12a、上夹压部;
45.12b、下夹压部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13a、上导出部;
46.13b、下导出部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14a、上驱动装置;
47.14b、下驱动装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15a、上压力调节部;
48.15b、下压力调节部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111a、上导入辊;
49.111b、下导入辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121a、上驱动辊;
50.121b、下驱动辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122a、上压辊;
51.122b、下压辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131a、上导出辊;
52.131b、下导出辊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120a、辊轴;
53.120b、圆柱辊体;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120c、凹槽;
54.21、触动端子;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、传感器;
55.23、同步转动组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24、横向轴线;
56.25、轴承;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26、端部固定件;
57.27、弹性件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28、调节件;
58.29、支架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231、转盘组件;
59.232、检测端子;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
233、固定端子;
60.21a、固定端;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21b、自由端;
61.201、壳体;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202、刀辊;
62.201a、进料口;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2011、本体;
63.2012、盖体;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2011a、第一固定部;
64.2012a、第二固定部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
203、螺栓;
65.2021、旋转轴;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2022、刀刃。
具体实施方式
66.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
67.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。此外,本实用新型可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本实用新型提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
68.实施例1
69.本实用新型提供一种纸浆纤维片材的进料装置,该进料装置适用于纸浆类卫生用品片材,用以对片材进行驱动、牵引输送和导向,以使片材顺利进入粉碎机中进行粉碎处理。
70.如图1-图2所示,进料装置100包括至少两组进料机构(1a、1b)以及至少两组堵塞检测机构2。每组堵塞检测机构2布置于相应一条所述进料通道(10a、10b)的下游的旁侧,该堵塞检测机构2用以检测进料通道是否发生堆积或堵塞现象。
71.进料装置100包括上下设置的上进料机构1a和下进料机构1b,且这两个进料机构安装于一框架3上。每一进料机构包括导入部、夹压部、导出部、驱动装置以及压力调节部。具体的,上进料机构1a包括上导入部11a、上夹压部12a、上导出部13a、上驱动装置以及上压力调节部15a。下进料机构1b包括下导入部11b、下夹压部12b、下导出部13b、下驱动装置(图未示)以及下压力调节部15b。其中,上进料通道10a形成在上进料机构1a中,且依次通过上导入部11a、上夹压部12a以及上导出部13a,上层片材沿着p1流程在上进料通道10a中传输。下进料通道10b形成在下进料机构1b中,且依次通过下导入部11b、下夹压部12b以及下导出部13b,下层片材沿着p2流程在下进料通道10b中传输。
72.本实施例中,上导入部11a包括上导入辊111a,上进料通道10a位于上导入辊111a的上端侧(即图1右上侧)。同理,下导入部11b包括下导入辊111b,下进料通道10b位于下导入辊111b的下端侧(即图1右下侧)。上导入辊111a和下导入辊111b分别通过p1和p2流程导入纸浆纤维片材。
73.上夹压部12a包括上驱动辊121a、上压辊122a,其中上驱动辊121a与上压辊122a成对配合且相对转动,以使上层片材从上进料通道10a沿着p1流程传输。其中,上驱动辊121a的轴线与上压辊122a的轴线相互平行。同理,下夹压部12b包括下驱动辊121b、下压辊122b,其中,下驱动辊121b与下压辊122b成对配合且相对转动,以使下层片材从下进料通道10b沿着p2流程传输。其中,下驱动辊121b的轴线与下压辊122b的轴线相互平行。
74.本实施例中,上驱动辊121a、上压辊122a、下驱动辊121b以及下压辊122b的结构均相同。
75.如图3所示,每一驱动辊(121a、121b)和每一压辊(122a、122b)均包括:辊轴120a及圆柱辊体120b。具体的,辊轴120a沿水平方向设置,两个以上的圆柱辊体120b间隔设置于辊轴120a的轴向上,圆柱辊体120b的辊面设有辊纹(如滚花),辊纹的设置有效增大了片材与圆柱辊体120b的摩擦,保证了进料的精度和稳定性。在相邻的两个圆柱辊体120b之间设置一凹槽120c,以便于辊纹的加工成型。
76.继续参照图1,本实施例中,上导出部13a和下导出部13b分别一堵塞检测机构2的下游侧。具体的,上导出部13a包括上导出辊131a,其中上导出辊131a的轴线与上驱动辊121a的轴线、上压辊122a的轴线相互平行。同理,下导出部13b包括下导出辊131b,其中下导出辊131b的轴线与下驱动辊121b的轴线、下压辊122b的轴线相互平行。
77.本实施例中,在上进料通道10a和下进料通道10b内均设置托件110,用以引导片材能够顺利地进入进料通道,其中,该托件110从导入部(11a、11b)延伸至导出部(13a、13b)。进一步的,在两个成对配合的驱动辊和压辊中的一者设置一开口(图未示),该开口下凹于圆柱辊体120b,用以容纳托件110,以防止托件110与驱动辊(121a、121b)和压辊(122a、122b)发生干涉。另外,该开口的深度与托件110的厚度相同,以使得托件110在引导片材顺
利地进入进料通道的同时,不会影响片材在驱动辊与压辊之间的进料精度和稳定性。
78.上驱动装置及下驱动装置均设有驱动电机、减速机、驱动轮(图未示)等部件。其中,上驱动装置连接至上驱动辊121a,上驱动辊121a在上驱动装置的作用下发生转动,使得上驱动辊121a带动上压辊122a转动,从而带动上层片材在上进料通道10a内传送。下驱动装置连接至下驱动辊121b,下驱动辊121b在下驱动装置的作用下发生转动,使得下驱动辊121b带动下压辊122b转动,从而带动下层片材在下进料通道10b内传送。
79.上压力调节部15a包括上驱动气缸,连接至上压辊122a,用以调节上压辊122a与驱动辊121a的间隙。同理,下压力调节部15b包括下驱动气缸,连接至下下压辊122b,用以调节下压辊122b与下驱动辊121b的间隙。上压力调节部15a和下压力调节部15b可以适用于不同厚度的片材,并且能够提高片材在进料通道内的进料精度。
80.本实施例中,进料装置100还包括两组堵塞检测机构2,每组堵塞检测机构2布置于相应一条进料通道(10a、10b)的下游的旁侧。
81.如图4-图5所示,堵塞检测机构2包括触动端子21、传感器22、控制器(图未示)以及同步转动组件23。其中,触动端子21与传感器22耦合连接,控制器与传感器22、进料机构(1a、1b)建立通讯连接。
82.每组堵塞检测机构2的触动端子21绕横向轴线24(如芯轴、旋转轴)转动自由地布置在相应一条进料通道(10a、10b)的下游的旁侧,触动端子21自其转动端出发与相应一条进料通道(10a、10b)彼此平行或成一夹角地至少沿着该进料通道的前进方向延伸,使得每组堵塞检测机构2的触动端子21与相应一条进料通道之间形成有检测通道。简单来说,至少一触动端子21可转动式连接至一芯轴,每组触动端子21的轴线与其相对应的一条进料通道(10a、10b)的轴线相互平行,并且触动端子21沿着进料通道(10a、10b)前进的方向延伸,以使得触动端子21与该进料通道形成一检测通道。或者说,至少一触动端子21可转动式连接至一芯轴,每组触动端子21的轴线与其相对应的一条进料通道(10a、10b)的轴线成一夹角,并且触动端子21沿着进料通道(10a、10b)前进的方向延伸,以使得触动端子21与该进料通道形成一检测通道。因此,当检测通道中堆积的堵塞料超过了其容纳能力时,触动端子21受迫沿着远离进料通道(10a、10b)的方向转动,传感器22将堵塞报警信号反馈至控制器(如plc控制系统),通过控制器通知进料装置100对当前进料机构执行停机并通知另一组进料机构继续执行进料作业。当然,用户也可以根据实际需求设置控制器的指令,例如,当检测通道中堆积的堵塞料超过了其容纳能力时,触动端子21受迫沿着远离进料通道(10a、10b)的方向转动,传感器22将堵塞信号反馈至控制器,控制器发出堵塞报警信号,从而使得进料装置100停机,对堵塞的进料通道进行疏通处理。
83.同步转动组件23包括转盘组件231、检测端子232以及固定端子233。转盘组件231绕着横向轴线24与触动端子21同步转动。检测端子232与所述转盘组件231相连接并沿径向向外延伸。固定端子233与转盘组件231相连接并沿径向向外延伸。具体的,转盘组件231可以为一体式的结构,也可以为组合结构。当转盘组件231为组合结构时,其包括一转轴(图未示)和套筒(图未示),所述套筒套设与所述转轴的外表面,检测端子232和固定端子233安装于所述套筒的外表面。
84.本实施例中,堵塞检测机构2还包括轴承25以及端部固定件26。两个轴承25分别套设于芯轴的两端,端部固定件26固定连接至与一轴承25,与同步转动组件23同侧设置,且连
接至传感器22。
85.本实施例中,当传感器22为光电传感器时,光电传感器布置于检测端子232的旁侧。当检测端子232位于初始位置时,光电传感器在横向方向上与检测端子232的位置相对应,持续向外发生感应光线,且该感应光线射向检测端子232后反射一反射光线,光电传感器22通过接收该反射光线,并判断检测端子232位于偏转阈值内,当检测端子232从初始位置出发开始偏转并超过偏转阈值时,控制器通知进料装置100对当前进料机构执行停机并通知另一组进料机构继续执行进料作业。
86.本实施例中,堵塞检测机构2还包括弹性件27及支架29。弹性件27的一端弹性连接至固定端子233,另一端连接至一调节件28(如螺栓)。弹性件27可以为弹簧,调节件28通过支架29与端部固定件26连接,调节件28用于调节弹性件27的张紧力对检测端子232起到进行限位、缓冲和卡住作用。
87.需要说明的是,本实施例还通过在每组进料通道(10a、10b)的下游的旁侧设置了堵塞检测机构2,当片材发生堵塞时,能迅速灵活的对堵塞的片材进行疏通处理。
88.进一步的,通过设置至少两个进料通道,即上进料通道10a和下进料通道10b,且进料机构间为交替进料,即其中一个进料机构停机清理时,另一个进料机构及时开机进料,以使片材处于连续供给状态,防止断料,保证进料作业能够连续高效运行。
89.因此,本实用新型提供的进料装置100设计新颖,结构简单,通过堵塞检测机构2能及时发现纸浆在进料过程中出现堵塞现象,使设备正常高效运行。
90.本实用新型还提供一种吸收体制造装置,包括前文所述的进料装置100及粉碎机200。
91.粉碎机200设于进料装置100的下游侧,其中两组倾斜设置的进料机构的进料通道交汇于进料口201a处,以减小吸收体制造装置占用空间。
92.粉碎机200包括壳体201及刀辊202,刀辊202沿水平方向设置,且设置于壳体201内,用于粉碎纸浆纤维片材。
93.具体的,壳体201为筒状结构,其具有彼此远离且相连通的进料口201a和出料口(图未示)。
94.壳体201还包括本体2011及盖体2012。盖体2012可转动式安装至本体2011的上方,且在沿刀辊202的转动方向从进料口至出料口201a的范围覆盖刀辊202的外周面。
95.进一步地,本体2011包括朝壳体201的外侧突出的第一固定部2011a。盖体2012包括朝壳体的外侧突出的第二固定部2012a。当盖体2012转动至覆盖本体2011的位置时,第二固定部2012a与第一固定部2011a相对设置,其中,第二固定部2012a通过螺栓203与第一固定部2011a固定在一起。
96.刀辊202包括旋转轴2021以及具有以旋转轴2021为旋转中心的刀刃2022。
97.本实施例中,盖体2012可转动式安装至本体2011上,即可以随时对壳体201进行实现打开或者关闭,因此,通过简单的操作就能对刀辊202进行维护和保养。
98.实施例2
99.本实用新型提供一种进料装置及吸收体制造装置,其包括实施例1的大部分技术方案,其区别在于,触动端子21具有固定端和自由端。
100.具体的,如图6-图7所示,触动端子21具有彼此背离的固定端21a和自由端21b,触
动端子21的固定端21a绕横向轴线24转动自由地布置在相应一条进料通道的下游的旁侧,自由端21b自固定端21a出发与相应一条进料通道彼此平行或成一夹角地至少沿着该进料通道的前进方向延伸。当检测通道中堆积的堵塞料超过了检测通道的容纳能力时,自由端21b受迫沿着远离进料通道的方向转动。其中,触动端子21可以为固定片、弹性簧片等,在此不做特别的限定。
101.实施例3
102.本实用新型提供一种进料装置及吸收体制造装置,其包括实施例1或实施例2的大部分技术方案,其区别在于,本实施例的传感器为角度传感器。
103.如图8所示,当传感器22为角度传感器时,至少一角度传感器安装在横向轴线24上。具体的,所述角度传感器安装于所述套筒的外表面,所述角度传感器用于检测触动端子21的转动角度大小并形成角度数据信号,控制器接收到角度数据信号后根据转动角的大小作出相应控制指令。当偏转角度超出设定阈值时,控制器通知进料装置100对当前进料机构执行停机并通知另一组进料机构继续执行进料作业。
104.实施例4
105.本实用新型提供一种进料装置及吸收体制造装置,其包括实施例1或实施例2的大部分技术方案,其区别在于,本实施例的传感器为位移传感器。
106.如图9所示,当传感器22为位移传感器时,位移传感器布置于堵塞检测机构2内,该位移传感器用于检测预设位置与触动端子21之间的距离并形成位移数据信号,控制器接收到位移数据信号后根据触动端子21转动幅度的大小作出相应的控制指令。具体的,位移传感器通过检测预设位置与触动端子21之间的位移/距离来判断其转动幅度大小,当转动幅度超出设定阈值时,控制器通知进料装置100对当前进料机构执行停机并通知另一组进料机构继续执行进料作业。
107.上述实施例中由于在每组进料通道的下游的旁侧设置了堵塞检测机构,当片材发生堵塞时,能迅速灵活的对堵塞的片材进行疏通处理。
108.上述实施例中通过设置至少两个进料机构,例如上进料机构和下进料机构,且进料机构间为交替进料,即其中一个进料机构停机清理时,另一个进料机构及时开机进料,以使片材处于连续供给状态,防止断料,保证进料作业能够连续高效运行。
109.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
110.以上对本实用新型实施例所提供的一种纸浆纤维片材的进料装置及吸收体制造装置进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例的技术方案的范围。