1.本发明属于瓦楞纸加工技术领域,尤其涉及一种瓦楞纸制备工艺。
背景技术:
2.瓦楞纸板多是多层的黏合体,它最少由一层波浪形芯纸夹层俗称“坑张”、“瓦楞纸”、“瓦楞芯纸”、“瓦楞纸芯”、“瓦楞原纸”及一层纸板又称“箱板纸”、“箱纸板”构成,具有较强的机械强度,能抵受搬运过程中的碰撞和摔跌,瓦楞纸板的实际表现取决于三项因素:芯纸和纸板的特性及纸箱本身的结构;但是现有设备中,不便于对被压扁或表面破损的瓦楞纸板进行整形二次制备。
技术实现要素:
3.有鉴于此,本发明要解决的技术问题在于提供一种瓦楞纸制备工艺,该技术能够对被压扁或表面破损的瓦楞纸板进行整形二次制备。
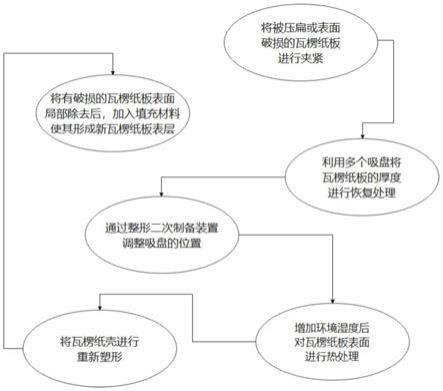
4.本发明提供了一种瓦楞纸制备工艺,包括以下步骤:
5.s1:将被压扁或表面破损的瓦楞纸板进行夹紧;
6.s2:利用多个吸盘将瓦楞纸板的厚度进行恢复处理;
7.s3:通过整形二次制备装置调整吸盘的位置;
8.s4:增加环境湿度后,对瓦楞纸板表面进行热处理;
9.s5:热处理过程中,将瓦楞纸壳进行重新塑形;
10.s6:将有破损的瓦楞纸板表面局部除去后,加入填充材料,使其形成新瓦楞纸板表层。
11.所述整形二次制备装置包括支座、间距控制架、定位座、滑臂、套架和芯架,支座上安装有间距控制架,间距控制架上对称安装有两个间距可调的滑臂,两个滑臂上均安装有定位座,定位座上铰接连接有套架,套架上铰接连接有芯架,套架和芯架上分别设有至少两个的吸盘,套架和芯架之间能够相对于定位座进行同步张开,定位座上安装有瓦楞纸板切皮组件,该瓦楞纸板切皮组件位于定位座中部阔口的上侧。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为本发明提供的瓦楞纸制备工艺的流程图;
14.图2为本发明提供的支座的结构示意图;
15.图3为本发明提供的定位座的结构示意图;
16.图4为本发明提供的间距控制架的结构示意图;
17.图5为本发明提供的齿轮轴的结构示意图;
18.图6为本发明提供的转座的结构示意图;
19.图7为本发明提供的贯口的结构示意图;
20.图8为本发明提供的限位环的结构示意图;
21.图9为本发明提供的撑板控制架的结构示意图;
22.图10为本发明提供的定位块的结构示意图;
23.图11为本发明提供的压紧条的结构示意图;
24.图12为本发明提供的控制架的结构示意图;
25.图13为本发明提供的刮刀的结构示意图;
26.图14为本发明提供的套架的结构示意图;
27.图15为本发明提供的芯架的结构示意图。
具体实施方式
28.结合本发明实施例中的附图,对本发明提供的一种瓦楞纸制备工艺进行详细描述。
29.一种瓦楞纸制备工艺,包括以下步骤:
30.s1:将被压扁或表面破损的瓦楞纸板进行夹紧,便于对纸板两侧进行吸附;
31.s2:利用多个吸盘将瓦楞纸板的厚度进行恢复处理,增加瓦楞纸板的弹性;
32.s3:通过整形二次制备装置调整吸盘的位置;
33.s4:增加环境湿度后,对瓦楞纸板表面进行热处理,处理温度50℃-80℃;
34.s5:热处理过程中,将瓦楞纸板中部的瓦楞纸壳进行重新塑形;
35.s6:将有破损的瓦楞纸板表面局部除去后,加入填充材料,使其形成新瓦楞纸板表层。
36.对本发明的实施例进行说明,参见图2-4、图6、图12、图14-15:
37.两个定位座401之间的竖向间距能够进行调节,从而使整形二次制备装置能够对需要处理的瓦楞纸板进行夹紧,继而便于通过吸盘将瓦楞纸板进行厚度恢复;
38.对瓦楞纸板进行厚度恢复时,首先增加环境湿度,之后对瓦楞纸板表面进行热处理,使瓦楞纸板处于柔软状态易于变形,之后通过吸盘使瓦楞纸板的两端向彼此远离的方向进行移动,再之后进行定型处理,完成对于被压扁的瓦楞纸板进行二次制备的功能;
39.对于瓦楞纸板的热处理方式可选择热风机进行处理;
40.套架501和芯架502之间能够相对于定位座401进行同步张开的设计,能够提高吸盘对于瓦楞纸板表面的处理范围,从而提高整形二次制备装置的加工效果;
41.瓦楞纸板切皮组件的设计,能够便于对表面破损的瓦楞纸板进行二次制备,将表面受损的瓦楞纸板受损处进行割下,之后在受损处和瓦楞纸板的波浪层之间加入填充材料,再之后通过热处理定型,形成新瓦楞纸板表层,完成对表面破损的瓦楞纸板进行二次制备的功能。
42.对本发明的实施例进行说明,参见图3-5:
43.所述整形二次制备装置还包括齿轮轴301和齿条板302,间距控制架201上转动连接有齿轮轴301,齿轮轴301与两个齿条板302传动连接,齿条板302与滑臂402固定连接,滑臂402与间距控制架201滑动连接。
44.控制齿轮轴301以自身的轴线为轴进行转动,能够带动两个齿条板302进行移动,从而使两个滑臂402能够向彼此靠近或彼此远离的方向进行移动,继而实现对于两个定位
座401之间间距进行调节的功能,使装置能够对瓦楞纸板进行厚度恢复处理;
45.间距控制架201与齿轮轴301之间可通过紧固件进行锁定。
46.对本发明的实施例进行说明,参见图12、图14-15:
47.所述套架501和芯架502上均滑动连接有控制架504,控制架504上设有吸盘,控制架504与套架501和芯架502之间分别设有伸缩杆ⅰ和伸缩杆ⅱ。
48.伸缩杆ⅰ和伸缩杆ⅱ的设计,能够提高位于瓦楞纸板两侧的吸盘对于瓦楞纸板进行吸取的便利效果,使装置对瓦楞纸板大范围的表面进行均匀吸附整形的调整便利性提高,减少对于齿轮轴301的多次调整,使上下两侧的吸盘间距能够在小范围内进行调节。
49.对本发明的实施例进行说明,参见图3、图6、图12、图14-15:
50.所述定位座401上安装有双向伸缩杆403,所述套架501和芯架502上均设有滑槽503,双向伸缩杆403两侧的活动端分别与两个滑槽503滑动连接。
51.双向伸缩杆403的固定端固定连接在定位座401上,通过启动双向伸缩杆403进行伸缩,能够带动套架501和芯架502相对于定位座401进行同步张开,从而使装置能够对瓦楞纸板均匀对称的位置进行厚度恢复处理;
52.此种设计,能够增加对于在表面局部受损的瓦楞纸板内加入填充材料的效果,使瓦楞纸板中的波浪纸层两端的连通性保持同步。
53.对本发明的实施例进行说明,参见图3-5:
54.所述整形二次制备装置还包括定位座203和控制头204,间距控制架201上固定连接有定位座203,定位座203上滑动连接有控制头204,定位座203与控制头204之间安装有弹簧ⅰ,所述控制头204与齿轮轴301配合。
55.定位座203和控制头204的设计,能够提高间距控制架201与齿轮轴301之间自动锁定的效果,并且提高间距控制架201与齿轮轴301之间调整的便利性。
56.对本发明的实施例进行说明,参见图2、图6、图7:
57.所述整形二次制备装置还包括撑板控制架601,撑板控制架601安装在支座101上,间距控制架201和撑板控制架601分别位于支座101上端的两侧,定位座401上对称固定连接有两个滑臂402,两个滑臂402分别与间距控制架201和撑板控制架601滑动连接,滑动连接在撑板控制架601上的滑臂402两侧与撑板控制架601之间均固定连接有拉簧。
58.拉簧的设计,能够提高装置对于滑臂402的支撑效果。
59.对本发明的实施例进行说明,参见图6-9、图12:
60.所述撑板控制架601上设有多个贯口602,撑板控制架601上设有多个能够彼此张开的铰接柱701,铰接柱701外侧套有撑轮702,铰接柱701和撑轮702贯穿贯口602。
61.多个能够彼此张开的铰接柱701能够将瓦楞纸板中的波浪纸层进行形状恢复处理,从而提高装置的加工性能;
62.撑轮702的设计,能够增加对瓦楞纸板的保护效果。
63.对本发明的实施例进行说明,参见图7-8、图10-11:
64.所述整形二次制备装置还包括环形凹槽603、限位环703、定位块801、嵌块802和压紧条803,撑板控制架601上设有环形凹槽603,环形凹槽603设在撑板控制架601的两侧,环形凹槽603的轮廓中心与贯口602的虚拟轴线重合,环形凹槽603内滑动连接有嵌块802,嵌块802安装在定位块801上,定位块801上滑动连接有压紧条803,定位块801与压紧条803之
间安装有弹簧ⅱ,铰接柱701上固定连接有多个限位环703,限位环703与压紧条803贴合配合,限位环703与定位块801贴合配合。
65.控制嵌块802在环形凹槽603内进行滑动,能够使多个铰接柱701的张开方向进行调整,从而使铰接柱701能够对瓦楞纸板中的波浪纸层的横向或竖向进行撑开,继而实现对瓦楞纸板进行二次塑形制备的效果;
66.限位环703与压紧条803和定位块801配合的设计,能够提高多个铰接柱701之间彼此张开的平稳效果,使装置对瓦楞纸板进行处理后,厚度的均匀效果提高;
67.弹簧ⅱ的设计,能够提高初始安装时的定位效果;
68.定位块801与撑板控制架601之间可通过紧固件进行锁定,定位块801和压紧条803之间可通过紧固件进行锁定,从而便于在多个铰接柱701彼此张开后进行调整使用;
69.可通过手动的方式,控制铰接柱701以自身的轴线为轴进行转动,从而进一步提高对于瓦楞纸板中的波浪纸层进行撑开的效果。
70.对本发明的实施例进行说明,参见图7-8、图10-11:
71.所述撑板控制架601上固定连接有定位锁紧板604,定位锁紧板604与多个定位块801之间分别通过紧固件进行锁定。
72.定位锁紧板604的设计,能够提高撑板控制架601与多个定位块801之间的锁定效果,并且能够对定位块801进行持续限位。
73.对本发明的实施例进行说明,参见图2、图7:
74.所述支座101上端的两侧对称固定连接有滚动架103,一个滚动架103内转动连接有间距控制架201,另一个滚动架103内转动连接有撑板控制架601,所述间距控制架201上设有控制柱202。
75.通过控制柱202控制间距控制架201在滚动架103内进行转动,能够使填充材料在瓦楞纸板两侧的漏洞上进行注入,从而提高装置对瓦楞纸板双面的二次处理效果。
76.对本发明的实施例进行说明,参见图6、图12-13:
77.所述瓦楞纸板切皮组件包括转座404、找平架405、刮刀406,定位座401上滑动连接有转座404,转座404上转动连接有控制板,控制板与定位座401之间安装有伸缩杆ⅲ,转座404上固定连接有外齿轮环,控制板上安装有减速电机,减速电机的输出轴上安装有驱动齿轮,驱动齿轮与外齿轮环传动连接,所述转座404的内部中空,转座404靠近外齿轮环的一端通过管道与填充材料输送泵连通,转座404下端的侧部安装有找平架405,找平架405上转动连接有刮刀406,刮刀406能够在瓦楞纸板上切出刻痕,刮刀406与找平架405之间通过紧固件进行锁定。
78.转座404靠近外齿轮环的一端通过管道与填充材料输送泵连通,启动泵,能使填充材料能够从转座404处注入到瓦楞纸板上;
79.伸缩杆ⅲ的固定端与定位座401固定连接,伸缩杆ⅲ的活动端与控制板固定连接,伸缩杆ⅲ的设计,能够提高对于找平架405和刮刀406的高度调整效果;启动减速电机,使转座404在定位座401上进行转动,从而使刮刀406能够将瓦楞纸板上切出刻痕,使刻痕的深度加深,能使刮刀406在以转座404的轴线为轴进行转动时,将瓦楞纸板上的局部破损进行割下,使割断处的边缘平滑,在加入填充材料后,能够顺畅地形成新的瓦楞纸板表面;
80.撑轮702的设计,能够提高刮刀406对瓦楞纸板表层进行切割的效果,减少切割过
程中对瓦楞纸板的波浪纸层进行损伤的程度;
81.找平架405的设计,能够提高对于注入的填充材料进行刮平效果;
82.刮刀406转动连接在找平架405上并通过紧固件与找平架405锁定,控制转座404以自身的轴线为轴进行转动,带动刮刀406转动,能使刮刀406对过厚的新瓦楞纸板表面进行刮薄处理;
83.使间距控制架201在齿轮轴301上转动180
°
,从而使注入并凝固的填充材料一侧下垂,使过重下垂的填充材料能够被刮刀406除去,从而使最终处理后的瓦楞纸板局部重量更加均匀;
84.紧固件可选用螺钉或螺柱。
85.对本发明的实施例进行说明,参见图2:
86.所述支座101上安装有多个座块102,滚动架103滑动连接在两个座块102之间,支座101上安装有双轴电机,双轴电机两侧的输出轴上均安装有凸轮104,凸轮与滚动架103的下端配合。
87.启动双轴电机进行转动,能够带动凸轮将滚动架103不断顶起,之后滚动架103又在重力的作用下重新下落,使填充材料在局部去除了上表皮的瓦楞纸上浸入效果提高,使填充材料两层表皮中间的空间充分流动,从而形成牢固的新瓦楞纸板表层;
88.进一步地,能够将填充材料中的气泡通过震动的方式除去。
89.对本发明的实施例进行说明,参见图9:
90.所述撑板控制架601上安装有安装座605,安装座605内滑动连接有同步张开控制架606,铰接柱701上安装有锥形控制架704,同步张开控制架606与多个锥形控制架704之间配合。
91.控制同步张开控制架606在安装座605上进行滑动,能够对多个锥形控制架704进行挤压,从而实现控制多个铰接柱701进行同步张开的效果。