1.本发明涉及纺织用功能性长丝制造领域,具体涉及一种长效型抗菌除臭有色涤纶长丝的生产方法。
背景技术:
2.抗菌材料中的关键成分是抗菌剂,抗菌剂是一些细菌、霉菌等微生物高度敏感的化学成分,极少量的抗菌剂添加至普通材料中,即可制成抗菌材料。抗菌剂可归为有机类、天然类和无机类等几大类。有机类抗菌剂包括多种传统抗菌杀菌剂,有机抗菌剂杀菌力强、即效好、来源丰富,但存在毒性安全性较差、会产生微生物耐药性、耐热性较差、易迁移等不足,只有少数几种可用于加工温度较低的聚乙烯和软质聚氯乙烯。天然类抗菌剂耐热性较差,应用范围较窄。无机抗菌剂具有长效、不产生耐药性等优点,特别是其突出的耐热性(600~1000℃)使其近年来在塑料、化纤、陶瓷等材料领域中的应用倍受青睐,发展潜力很大。无机抗菌剂一般含有银、锌、铜等金属离子成分和无机载体,通过缓释作用以提高抗菌的长效性。复配无机金属抗菌剂因其不分解、持久、抗菌谱广、对细菌不易诱导耐药性、抗菌能力强、安全性能高,适宜于纤维制品的抗菌材料的制备。但是,无机抗菌剂应用在纤维领域内会存在颗粒团聚的问题。
技术实现要素:
3.本发明的目的在于针对上述现有技术中存在的问题,提供一种长效型抗菌除臭有色涤纶长丝的生产方法,有效地解决了母粒在纺丝过程中颗粒团聚问题。
4.本发明是通过如下技术方案实现的:
5.一种长效型抗菌除臭有色涤纶长丝的生产方法,其特征在于,该方法为:将原液着色抗菌poy纤维经由进丝罗拉送入拉伸热箱中进行拉伸,拉伸后的原液着色抗菌poy纤维进入假捻器进行假捻变形,然后由导丝主罗拉导向至热定型箱中进行热定型,最后再经出丝罗拉导向至油轮进行上油,卷绕,得到原液着色长效型抗菌除臭有色涤纶长丝(dty);
6.其中:所述原液着色抗菌poy纤维的制备方法,包括如下步骤:
7.s1、将pet切片预结晶,干燥;
8.s2、将着色母粒干燥;将复配抗菌母粒干燥;
9.s3、将所述pet切片、所述着色母粒和所述复配抗菌母粒混合均匀,得到混合物料;
10.s4、将上述混合物料通过纺丝螺杆进行纺丝;
11.s5、采用冷却侧吹风方式对纺丝纱线进行冷却;
12.s6、对所述纱线进行上油,然后进行预网络、导盘、卷绕,得到原液着色抗菌poy纤维。
13.具体的,本发明所述的长效型抗菌除臭有色涤纶长丝的生产方法,以原液着色抗菌pet(聚对苯二甲酸乙二醇酯)poy纤维通过假捻变形加工得到原液着色长效型抗菌除臭有色涤纶长丝(dty长丝),采用原液着色纺丝工艺,生产过程无废水、废气、废渣等三废污
染,后续产品无需再次染色,是一种完全环境友好的新型长效型抗菌除臭有色涤纶长丝。本发明工艺生产的长效型抗菌除臭有色涤纶长丝可广泛用于家纺用品、汽车内饰织物、服装用织物等,特别是老年、孕产妇及婴幼儿服装。
14.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法:所述拉伸热箱的温度为150-200℃;所述热定型的温度为常温~200℃;卷绕角为25-30
°
;所述的假捻器为爱尼或腾高(temco)φ52.5mn*9mm的pu盘,使用1-5-1、1-6-1或1-7-1盘片组装方式;所述原液着色抗菌poy纤维的规格为90~540dt/24~144f。
15.具体的,本发明所述的长效型抗菌除臭有色涤纶长丝的生产方法,将原液着色抗菌pet(聚对苯二甲酸乙二醇酯)poy纤维经由进丝罗拉送入拉伸热箱中进行拉伸(拉伸热箱的温度为150~200℃),拉伸后的原液着色抗菌pet(聚对苯二甲酸乙二醇酯)poy纤维进入假捻器假捻变形,然后由导丝主罗拉导向至热定型箱中进行热定型(热定型温度为常温~200℃),最后再经出丝罗拉导向至油轮上油、卷绕得到,其中卷绕角为25~30
°
。
16.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s1中所述预结晶的温度为160-162℃,预结晶时间为20-30分钟;所述干燥的温度为170-180℃,干燥至pet切片含水量≤30ppm;所述的pet切片为有光切片、半消光切片或全消光切片中任意一种。
17.所述pet切片物性指标:相对粘度0.685
±
0.015,熔点259
±
2℃,端羟基含量23
±
4mol/t,色相(b)6
±
2,凝聚粒子(>10个μm)≤1.0个/mg,含水率小于600ppm。
18.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s2、将所述着色母粒和所述复配抗菌母粒分别投入母粒干燥釜进行干燥,且干燥温度均为120-125℃,调整料位不超过母粒干燥釜容积的70%,保证干燥时间不少于12小时。
19.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述的着色母粒为高日晒牢度的无机或有机颜料与pet/pbt母粒载体和xzj202101抗静电剂的混合物。
20.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述的复配抗菌母粒为二维纳米复合材料mxenes,由过渡金属和碳化物或氮化物组成的新型二维材料,其化学结构用通式表示为mn+1xn;其中m代表zn、ag、cu、co、ni等金属元素,x代表c或n元素,n为1-100之间任一整数。
21.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s3、将所述pet切片、所述着色母粒和所述复配抗菌母粒采用失重式喂料机计量配混系统混合均匀,得到混合物料;其中:以所述pet切片的重量为基准,所述复配抗菌母粒的添加量为所述pet切片的1.0-8.0%,所述着色母粒的添加量为所述pet切片的2.0-12.0%。
22.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s4、将上述混合物料通过纺丝螺杆进行纺丝;其纺丝工艺为:调整纺丝螺杆挤压各区温度控制在270-295℃,纺丝温度为288-292℃,并采用联苯蒸汽加热保温,联苯蒸汽的温度控制在288-294℃,纺丝组件直径90-95mm,组件采用60-80目~80-100目金属过滤砂,纺丝组件初压控制在12-13.5mpa,喷丝板孔数选择24-144,喷丝孔直径0.22-0.28mm。
23.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s5、采用冷却侧吹风方式对纺丝纱线进行冷却;吹风温度选择为20-29℃,吹风速度为0.4-0.7m/min,风压控制在500-600pa。
24.进一步的,所述长效型抗菌除臭有色涤纶长丝的生产方法,所述原液着色抗菌poy纤维的制备方法:步骤s6、采用油剂泵定量将油剂输送至油嘴处对纱线进行上油,然后进行预网络、导盘、卷绕,得到原液着色抗菌poy纤维;其中:油剂泵转速控制在20-30hz/min,所用的油剂为竹本油剂,牌号f-1048,油剂浓度9-16%;预网络压力为0.5-2.0kg,卷绕速度为2700-3200m/min。
25.本发明的有益效果:
26.(1)本发明提供了一种长效型抗菌除臭有色涤纶长丝的生产方法,该方法制备的抗菌除臭dty长丝特别适用于制作民用高端服装面料、户外装饰面料、汽车装饰面料等要求有较高耐候色牢度,且要求具有良好抗菌、抑菌能力的纺织品面料;本发明的长效型抗菌除臭有色涤纶长丝采用复配抗菌母粒、高日晒着色母粒和pet切片共混纺丝,然后再经假捻变形后得到,具有永久性的抗菌效果。
27.(2)本发明提供的原液着色长效型抗菌除臭dty长丝采用原液着色纺丝工艺,产品生产工艺简单、耗能低,生产过程无废水、废气、废渣等三废污染,且后续产品无需再次染色,是一种完全环境友好的新型抗菌除臭有色涤纶长丝生产工艺。
28.(3)本发明原液着色抗菌除臭dty长丝的抗菌剂采用锌、银、铜、钴、镍等二维纳米复合材料mxenes,具有较高的比表面积、优异的机械强度和热导率等,解决了纺丝过程中着色剂、抗菌剂、助剂等小颗粒的团聚,提高了可纺性。本发明制得的抗菌纤维耐水洗抗菌效果持久,通过浓度梯度的作用原理,抗菌剂源源不断地溶到纤维表面,可广泛用于家纺用品、汽车内饰织物、服用织物等,特别是老年、孕产妇及婴幼儿服装。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
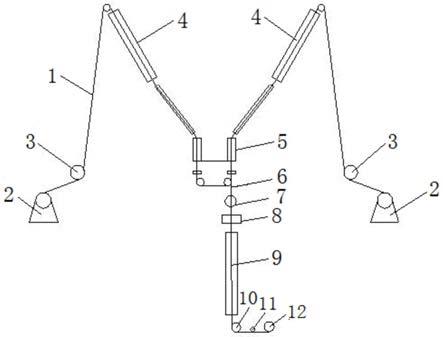
30.图1为本发明长效型抗菌除臭有色涤纶长丝的生产方法的工艺流程图。
31.图中:1原液着色抗菌poy纤维、2原丝架、3进丝罗拉、4拉伸热箱、5假捻器、6并丝装置、7网络喷嘴、8导丝主罗拉、9热定型箱、10出丝罗拉、11油轮、12卷绕成型的产品。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例1
34.一种长效型抗菌除臭有色涤纶长丝的生产方法,将固定在原丝架2上的原液着色
抗菌poy纤维1经由进丝罗拉3送入拉伸热箱4中进行拉伸(拉伸热箱4的温度为185℃),拉伸后的原液着色抗菌poy纤维1进入假捻器5进行假捻变形,然后由并丝装置6并丝,由网络喷嘴7进行网络,然后再由导丝主罗拉8导向至热定型箱9中进行热定型(热定型温度为195℃),最后再经出丝罗拉10导向至油轮11进行上油,卷绕,得到卷绕成型的产品12,其中卷绕角为25
°
,卷绕成型的产品12即为原液着色长效型抗菌除臭有色涤纶长丝(dty)。制得的长效型抗菌除臭有色涤纶长丝(dty)规格为55~333/24~144f。
35.上述假捻变形使用的假捻器5为爱尼φ52.5mn*9mm的pu盘,使用1-5-1盘片组装方式。
36.上述原液着色抗菌poy纤维的制备方法为:
37.s1、将pet切片在160℃预结晶25分钟,在175℃下干燥至切片含水量≤30ppm;其中pet切片为有光切片;
38.s2、将着色母粒和复配抗菌母粒分别投入母粒干燥釜进行干燥,且干燥温度均为122℃,调整料位不超过母粒干燥釜容积的70%,保证干燥时间不少于12小时;其中:所述的着色母粒为高日晒牢度的无机或有机颜料与pet/pbt母粒载体和xzj202101抗静电剂的混合物,pbt可以增加母粒中的颜料、染料与pet切片熔体混合的效果;所述复配抗菌母粒的化学结构用通式表示为mn+1xn;其中m代表zn、ag、cu、co、ni等金属元素,x代表c或n元素,n为1-100之间任一整数;
39.s3、将上述pet切片(有光切片)、着色母粒和复配抗菌母粒采用失重式喂料机计量配混系统混合均匀,得到混合物料;其中:以pet切片的重量为基准,复配抗菌母粒的添加量为pet切片的1.0%,着色母粒的添加量为pet切片的2.0%;
40.s4、将上述混合物料通过纺丝螺杆进行纺丝;其纺丝工艺:调整纺丝螺杆挤压各区温度控制在270-295℃,纺丝温度为289℃,采用联苯蒸汽加热保温,联苯蒸汽的温度控制在290℃,纺丝组件直径90mm,组件采用60-80目金属过滤砂,纺丝组件初压控制在12.5mpa,喷丝板孔数选择36,喷丝孔直径0.28mm;
41.s5、采用冷却侧吹风方式对纺丝纱线进行冷却;且吹风温度选择为22℃,吹风速度为0.55m/min,风压控制在500pa;
42.s6、采用油剂泵定量将油剂输送至油嘴处对纱线进行上油,然后进行预网络、导盘、卷绕,得到原液着色抗菌poy纤维;其中:油剂泵转速控制在25hz/min,所用的油剂为竹本油剂,牌号f-1048,油剂浓度10%;预网络压力为1.0kg,卷绕速度为2800m/min。
43.实施例2
44.一种长效型抗菌除臭有色涤纶长丝的生产方法,将固定在原丝架2上的原液着色抗菌poy纤维1经由进丝罗拉3送入拉伸热箱4中进行拉伸(拉伸热箱4的温度为200℃),拉伸后的原液着色抗菌poy纤维1进入假捻器5进行假捻变形,然后由并丝装置6并丝,由网络喷嘴7进行网络,然后再由导丝主罗拉8导向至热定型箱9中进行热定型(热定型温度为常温),最后再经出丝罗拉10导向至油轮11进行上油,卷绕,得到卷绕成型的产品12,其中卷绕角为30
°
,卷绕成型的产品12即为原液着色长效型抗菌除臭有色涤纶长丝(dty)。
45.制得的长效型抗菌除臭有色涤纶长丝(dty)规格为55~333/24~144f;dty长丝最终颜色以原液着色抗菌poy纤维为基准。
46.上述实施例2中假捻变形使用的假捻器5为腾高(temco)φ52.5mn*9mm的pu盘,使
用1-6-1盘片组装方式。
47.上述实施例2中原液着色抗菌poy纤维的制备方法为:
48.s1、将pet切片在162℃预结晶20分钟,在170℃下干燥至切片含水量≤30ppm;其中pet切片为半消光切片;
49.s2、将着色母粒和复配抗菌母粒分别投入母粒干燥釜进行干燥,且干燥温度均为120℃,调整料位不超过母粒干燥釜容积的70%,保证干燥时间不少于12小时;其中:所述的着色母粒为高日晒牢度的无机或有机颜料与pet/pbt母粒载体和xzj202101抗静电剂的混合物;所述复配抗菌母粒的化学结构用通式表示为mn+1xn;其中m代表zn、ag、cu、co、ni等金属元素,x代表c或n元素,n为1-100之间任一整数;
50.s3、将上述pet切片(半消光切片)、着色母粒和复配抗菌母粒采用失重式喂料机计量配混系统混合均匀,得到混合物料;其中:以pet切片的重量为基准,复配抗菌母粒的添加量为pet切片的8.0%,着色母粒的添加量为pet切片的12.0%;
51.s4、将上述混合物料通过纺丝螺杆进行纺丝;其纺丝工艺:调整纺丝螺杆挤压各区温度控制在270-295℃,纺丝温度为290℃,采用联苯蒸汽加热保温,联苯蒸汽的温度控制在292℃,纺丝组件直径95mm,组件采用60-80目金属过滤砂,纺丝组件初压控制在12mpa,喷丝板孔数选择48,喷丝孔直径0.25mm;
52.s5、采用冷却侧吹风方式对纺丝纱线进行冷却;且吹风温度选择为29℃,吹风速度为0.65m/min,风压控制在600pa;
53.s6、采用油剂泵定量将油剂输送至油嘴处对纱线进行上油,然后进行预网络、导盘、卷绕,得到原液着色抗菌poy纤维;其中:油剂泵转速控制在30hz/min,所用的油剂为竹本油剂,牌号f-1048,油剂浓度12%;预网络压力为0.5kg,卷绕速度为3200m/min。
54.实施例3
55.一种长效型抗菌除臭有色涤纶长丝的生产方法,将固定在原丝架2上的原液着色抗菌poy纤维1经由进丝罗拉3送入拉伸热箱4中进行拉伸(拉伸热箱4的温度为180℃),拉伸后的原液着色抗菌poy纤维1进入假捻器5进行假捻变形,然后由并丝装置6并丝,由网络喷嘴7进行网络,然后再由导丝主罗拉8导向至热定型箱9中进行热定型(热定型温度为100℃),最后再经出丝罗拉10导向至油轮11进行上油,卷绕,得到卷绕成型的产品12,其中卷绕角为28
°
,卷绕成型的产品12即为原液着色长效型抗菌除臭有色涤纶长丝(dty)。制得的长效型抗菌除臭有色涤纶长丝(dty)规格为55~333/24~144f。
56.上述实施例3中假捻变形使用的假捻器5为腾高(temco)φ52.5mn*9mm的pu盘,使用1-7-1盘片组装方式。
57.上述实施例3中原液着色抗菌poy纤维的制备方法为:
58.s1、将pet切片在161℃预结晶30分钟,在180℃下干燥至切片含水量≤30ppm;其中pet切片为全消光切片;
59.s2、将着色母粒和复配抗菌母粒分别投入母粒干燥釜进行干燥,且干燥温度均为125℃,调整料位不超过母粒干燥釜容积的70%,保证干燥时间不少于12小时;其中:所述的着色母粒为高日晒牢度的无机或有机颜料与pet/pbt母粒载体和xzj202101抗静电剂的混合物;所述复配抗菌母粒的化学结构用通式表示为mn+1xn;其中m代表zn、ag、cu、co、ni等金属元素,x代表c或n元素,n为1-100之间任一整数;
60.s3、将上述pet切片(全消光切片)、着色母粒和复配抗菌母粒采用失重式喂料机计量配混系统混合均匀,得到混合物料;其中:以pet切片的重量为基准,复配抗菌母粒的添加量为pet切片的5.0%,着色母粒的添加量为pet切片的6.0%;
61.s4、将上述混合物料通过纺丝螺杆进行纺丝;其纺丝工艺:调整纺丝螺杆挤压各区温度控制在270-295℃,纺丝温度为292℃,采用联苯蒸汽加热保温,联苯蒸汽的温度控制在294℃,纺丝组件直径92mm,组件采用60-80目金属过滤砂,纺丝组件初压控制在13mpa,喷丝板孔数选择24,喷丝孔直径0.22mm;
62.s5、采用冷却侧吹风方式对纺丝纱线进行冷却;且吹风温度选择为25℃,吹风速度为0.45m/min,风压控制在550pa;
63.s6、采用油剂泵定量将油剂输送至油嘴处对纱线进行上油,然后进行预网络、导盘、卷绕,得到原液着色抗菌poy纤维;其中:油剂泵转速控制在20hz/min,所用的油剂为竹本油剂,牌号f-1048,油剂浓度16%;预网络压力为2.0kg,卷绕速度为3000m/min。
64.上述为本发明的较佳实施例仅用于解释本发明,并不用于限定本发明。凡由本发明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。