1.本实用新型涉及一种一次性卷口纸杯的冲模成型设备,更具体地说涉及一种一次性卷口纸杯生产线的冲模成型机构。
背景技术:
2.传统的一次性卷口纸杯大都是采用淋膜纸为原料,在冲压设备上裁剪成圆片状,然后经多次冲压成型,并辅以加热设备进行定形。淋膜纸就是将塑料粒子通过淋膜机涂覆在纸张表面的复合材料,主要特点就是此复合材料可以做到相对性的防油、相对性的防水、可热封性。
3.传统的一次性卷口纸杯大都是采用淋膜纸为原料,在冲压设备上裁剪成圆片状,然后经多次冲压成型,并辅以加热设备进行定形;生产工艺较为繁琐,生产效率低,生产耗材较大,导致成本高。由于淋膜纸实际上是采用纸和塑料组成的结构,因此采用淋膜纸制成的一次性卷口纸杯不利于回收利用,而废弃的采用淋膜纸制成的一次性卷口纸杯因为其中的塑料结构难以分解,会对环境造成极大的破坏。
4.据产业信息网数据预计,我国淋膜纸制造的纸杯的使用量将达到635亿只,但其回收利用率极为低下,造成了严重的环境污染。
5.为此,申请人研发出采用纸张材质的纸卷(即纸材)制成可回收的一次性卷口纸杯的技术。
6.该技术对纸张进行了多道表面处理加工,使纸材能够适用于制造一次性卷口纸杯,为了让该纸张能够顺利加工出一次性卷口纸杯,申请人对现有成型机构进行了改进,使其适用于上述纸张的加工。
技术实现要素:
7.本实用新型的目的,是提供一种一次性卷口纸杯生产线的冲模成型机构,这种一次性卷口纸杯生产线的冲模成型机构能够将经过表面处理的纸张加工出一次性卷口纸杯。采用的技术方案如下:
8.一种一次性卷口纸杯生产线的冲模成型机构,其特征在于:包括机架、成型模具、用于安装成型模具的冲模框架、锁模板、驱动装置,冲模框架具有模具平台;冲模框架安装在机架上,驱动装置安装在机架上并且驱动装置位于冲模框架上方,成型模具包括上成型模块、下成型模块,驱动装置具有向下方延伸并可垂直升降的工作端,锁模板安装在驱动装置的工作端底面,上成型模块固定在锁模板底面,下成型模块固定在冲模框架的模具平台上,驱动装置的工作端带动锁模板做上下往返运动,使得上成型模块与下成型模块配合完成冲压、剪切动作。由于上成型模块安装在锁模板上,锁模板安装在驱动装置的工作端底面,因此能够根据实际情况调节或更换上成型模块,便于调试和维修。
9.较优的方案,所述驱动装置为冲模电动缸,驱动装置的工作端为冲模电动缸的活塞杆。驱动装置也可以采用其它类似装置。
10.较优的方案,所述冲模框架四周任意一个面的两侧之间分别安装有安全检测机构,当安全检测机构检测到人或物时发送安全信号。所述安全信号送到一次性卷口纸杯生产线的控制装置,控制装置控制冲模电动缸停止工作。
11.更优的方案,所述检测机构包括信号发射灯,信号接收灯,信号发射灯发射检测信号,信号接收灯接收检测信号,当信号接收灯接收不到检测信号时信号接收灯发送安全信号。而安全信号送到给一次性卷口纸杯生产线的控制装置后,控制装置接收安全信号后,由控制装置进行紧急停止措施(即控制装置控制冲模电动缸停止工作)。
12.较优的方案,所述冲模成型机构还包括边料收卷单元,所述边料收卷单元位于冲模框架下方,边料收卷单元包括收卷用伺服电机、收卷用皮带传动机构、收卷筒,收卷用伺服电机通过收卷用皮带传动机构带动收卷筒,将成型后剩余的纸材边料卷收在一起。
13.本实用新型对照现有技术的有益效果是,由于成型模块通过锁模板安装在驱动装置的工作端底面,因此能够根据实际情况调节或更换上成型模块,便于调试和维修;冲模框架四周任意一个面的两侧之间分别安装有安全检测机构,因此能够有效避免操作人员操作时发生意外,有效地保障操作人员的安全;边料收卷单元则能够及时将纸张完成成型后的边角料收集起来,避免边角料污染环境。
附图说明
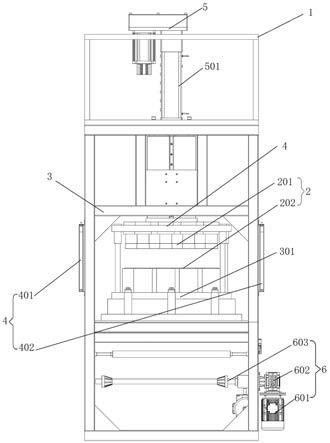
14.图1是本实用新型一个实施例的结构示意图。
具体实施方式
15.如图1所示,本申请的一个实施例中的一次性卷口纸杯生产线的冲模成型机构,包括机架1、成型模具2、用于安装成型模具2的冲模框架3、锁模板4、冲模电动缸5、边料收卷单元6,冲模框架3具有模具平台301;冲模框架3安装在机架1上,冲模电动缸5安装在机架1上并且冲模电动缸5位于冲模框架3上方,成型模具2包括上成型模块201、下成型模块202,冲模电动缸5具有向下方延伸并可垂直升降的活塞杆501,锁模板4安装在冲模电动缸5的活塞杆501底面,上成型模块201固定在锁模板4底面,下成型模块202固定在冲模框架3的模具平台301上,冲模电动缸5的活塞杆501带动锁模板4做上下往返运动,使得上成型模块201与下成型模块202配合完成冲压、剪切动作。由于上成型模块201安装在锁模板4上,锁模板4安装在冲模电动缸5的活塞杆501底面,因此能够根据实际情况调节或更换上成型模块201,便于调试和维修。
16.所述冲模框架3四周任意一个面的两侧之间分别安装有安全检测机构4,当安全检测机构4检测到人或物时发送安全信号给控制装置,控制装置控制冲模电动缸5停止工作。
17.所述安全检测机构4包括信号发射灯401,信号接收灯402,信号发射灯401发射检测信号,信号接收灯402接收检测信号,当信号接收灯402接收不到检测信号时信号接收灯402发送安全信号。而安全信号送到给一次性卷口纸杯生产线的控制装置后,控制装置接收安全信号后,由控制装置进行紧急停止措施(即控制装置控制冲模电动缸5停止工作)。
18.所述边料收卷单元6位于冲模框架3下方,边料收卷单元6包括收卷用伺服电机601、收卷用皮带传动机构602、收卷筒603,收卷用伺服电机601通过收卷用皮带传动机构602带动收卷筒603,将成型后剩余的纸材边料卷收在一起。
19.下面结合图1介绍一下工作过程:
20.纸材输送到冲模成型机构,冲模电动缸5的活塞杆501带动锁模板4做上下往返运动,使得上成型模块201与下成型模块202配合完成冲压、剪切动作。当制成的一次性卷口纸杯被取走(采用人工或自动取杯设备),剩余的纸材边料被边料收卷单元收集。
21.由于纸材容易损坏,因此操作人员需要及时根据实际情况对生产线进行调节,而冲模成型机构存在较高的安全隐患,因此安全检测机构4能够及时发现操作人员并让控制装置控制冲模成型机构停止工作,以保障操作人员的安全。
22.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
技术特征:
1.一种一次性卷口纸杯生产线的冲模成型机构,其特征在于:包括机架、成型模具、用于安装成型模具的冲模框架、锁模板、驱动装置,冲模框架具有模具平台;冲模框架安装在机架上,驱动装置安装在机架上并且驱动装置位于冲模框架上方,成型模具包括上成型模块、下成型模块,驱动装置具有向下方延伸并可垂直升降的工作端,锁模板安装在驱动装置的工作端底面,上成型模块固定在锁模板底面,下成型模块固定在冲模框架的模具平台上,驱动装置的工作端带动锁模板做上下往返运动,使得上成型模块与下成型模块配合完成冲压、剪切动作。2.如权利要求1所述的一次性卷口纸杯生产线的冲模成型机构,其特征在于:所述驱动装置为冲模电动缸,驱动装置的工作端为冲模电动缸的活塞杆。3.如权利要求1所述的一次性卷口纸杯生产线的冲模成型机构,其特征在于:所述冲模框架四周任意一个面的两侧之间分别安装有安全检测机构,当安全检测机构检测到人或物时发送安全信号。4.如权利要求3所述的一次性卷口纸杯生产线的冲模成型机构,其特征在于:所述检测机构包括信号发射灯,信号接收灯,信号发射灯发射检测信号,信号接收灯接收检测信号,当信号接收灯接收不到检测信号时信号接收灯发送安全信号。5.如权利要求1所述的一次性卷口纸杯生产线的冲模成型机构,其特征在于:所述冲模成型机构还包括边料收卷单元,所述边料收卷单元位于冲模框架下方,边料收卷单元包括收卷用伺服电机、收卷用皮带传动机构、收卷筒,收卷用伺服电机通过收卷用皮带传动机构带动收卷筒,将成型后剩余的纸材边料卷收在一起。
技术总结
一种一次性卷口纸杯生产线的冲模成型机构,其特征在于:包括机架、成型模具、用于安装成型模具的冲模框架、锁模板、驱动装置,冲模框架具有模具平台;冲模框架安装在机架上,驱动装置安装在机架上并且驱动装置位于冲模框架上方,成型模具包括上成型模块、下成型模块。本实用新型对照现有技术的有益效果是,由于成型模块通过锁模板安装在驱动装置的工作端底面,因此能够根据实际情况调节或更换上成型模块,便于调试和维修;冲模框架四周任意一个面的两侧之间分别安装有安全检测机构,因此能够有效避免操作人员操作时发生意外,有效地保障操作人员的安全;边料收卷单元则能够及时将纸张完成成型后的边角料收集起来,避免边角料污染环境。境。境。
技术研发人员:林文茂 林楠泓
受保护的技术使用者:广东骊虹包装有限公司
技术研发日:2021.07.25
技术公布日:2022/1/26