1.本实用新型属于冷镦模具技术领域,特别涉及冲模反强束模具结构。
背景技术:
2.现有的五金产品中的很多紧固件都是采用冷镦模具成形的。冷镦属于冷成型的一个种类,就是在不进行加热的情况下对材料进行冲剪、弯曲、拉深等的加工方式。冷镦模具在常温下对金属棒料镦粗(常为局部镦粗)进行锻造成形,通常用来制造螺钉、螺栓、铆钉等的头部,可以减少或代替切削加工。
3.冷镦模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离,应用内腔形状可使坯料获得相应的立体形状。
4.很多五金产品左右两端的直径不同,一端的直径大,另一端的直径小,产品两端的直径受到约束公式的制约,公式为(d
2-d2)/d2≤30%,d是指产品较大直径的数值,d是指产品较小直径的数值,即五金产品存在两头直径差别较大的结构,这种结构的产品在冷镦过程中往往不能一次成型,两头冷镦后公差较大,需要进行车削二次加工,冷镦效率低,费时费力。
技术实现要素:
5.本实用新型的目的是提供冲模反强束模具结构,该模具省时省力,解决了两头直径差别较大的产品在冷镦过程中受到约束公式的限制,无法一次成型,冷镦后需要进行车削二次加工的问题。
6.本实用新型的上述目的是通过以下技术方案得以实现的:
7.冲模反强束模具结构,包括主模和冲模,所述冲模位于所述主模的左侧;
8.所述主模包括主模壳、开合模套、主模内下模和主模通棒,所述主模壳开设有贯穿所述主模壳左侧与所述主模壳右侧的第一穿孔,所述开合模套和所述主模内下模位于所述第一穿孔的内部并与所述主模壳的内侧壁过盈配合,所述开合模套的右侧与所述主模内下模的左侧相抵接,所述主模内下模左端的外侧套设有弹簧,所述主模通棒位于所述主模壳和所述主模内下模的内部来回滑动;
9.所述冲模包括冲模壳、冲模冲针和冲模垫块,所述冲模壳开设有贯穿所述冲模壳左侧与所述冲模壳右侧的第四穿孔,所述第四穿孔内插设有所述冲模冲针,所述冲模冲针左端的直径大于所述冲模冲针右端的直径,所述冲模壳的左侧开设有第一放置槽,所述第一放置槽内设置有冲模垫块,所述冲模垫块的右侧与所述冲模冲针的左侧固定连接,所述冲模壳的右端呈开口朝向所述主模壳的u形槽。
10.其中优选方案如下:
11.优选的:所述主模壳左侧的开口直径小于所述第一穿孔的直径形成台阶状,所述
开合模套左端的直径小于所述开合模套右端的直径形成台阶状,所述开合模套的台阶与所述主模壳的台阶相匹配。
12.优选的:所述冲模冲针的纵截面呈横向放置的漏斗形。
13.优选的:所述主模通棒穿过所述主模内下模的右端套设有主模通棒套。
14.优选的:所述开合模套开设有贯穿所述开合模套左侧与所述开合模套右侧的第二穿孔,所述第二穿孔的内部设置有第一镶嵌件和第二镶嵌件,所述第一镶嵌件的形状、所述第二镶嵌件的形状均与所述第二穿孔的形状相匹配,所述第一镶嵌件的右侧与所述第二镶嵌件的左侧相抵接,所述第一镶嵌件的外侧和所述第二镶嵌件的外侧均与所述开合模套的内侧壁过盈配合,所述第一镶嵌件的内部设置有第一成型腔,所述第二镶嵌件的内部设置有第二成型腔,所述第一成型腔的位置与所述第二成型腔的位置相对应,所述第一成型腔的形状、所述第二成型腔的形状均与产品的形状相匹配。
15.优选的:所述主模内下模呈横向放置的t形,所述主模内下模左端的直径小于所述主模内下模右端的直径,所述主模内下模的右端外侧与所述主模壳的内侧壁过盈配合,所述主模内下模开设有贯穿所述主模内下模左侧与所述主模内下模右侧的第三穿孔,所述主模通棒插设在所述第三穿孔的内部并与所述主模内下模的内侧壁过盈配合,所述第三穿孔的位置与所述第二成型腔的位置相对应,所述主模通棒在所述第二成型腔和所述第三穿孔的内部左右滑动。
16.优选的:所述主模内下模的右端外侧沿环向开设有垂直贯穿所述主模内下模外侧壁至所述第三穿孔的若干个螺纹孔,所述螺纹孔的内部设置有无头螺栓。
17.优选的:所述冲模壳的右侧开设有第二放置槽,所述第二放置槽内设置有第三镶嵌件,所述第三镶嵌件的内部设置有第三成型腔,所述第三成型腔的形状与所述产品的形状相匹配,所述第三成型腔左端的直径小于所述第三成型腔右端的直径,所述第三成型腔左端的内径与所述第四穿孔的直径相等,所述第三成型腔的右端呈开口朝向所述第一成型腔的u形槽,所述u形槽的位置与所述第一成型腔的位置相对应。
18.优选的:所述冲模的左侧设置有冲模后垫,所述冲模后垫的右侧与所述冲模的左侧相抵接,所述冲模后垫开设有贯穿所述冲模后垫左侧与所述冲模后垫右侧的第五穿孔,所述第五穿孔的直径小于所述第四穿孔的直径,所述第五穿孔内部插设有推拉棒。
19.综上所述,本实用新型具有以下有益效果:
20.1、开合模套的台阶与主模壳的台阶相匹配,有利于产品冷镦过程中,开合模套在主模壳的第二穿孔中来回滑动时,开合模套不会从主模壳的第二穿孔中滑出,提高开合模套与主模壳之间的稳定性。
21.2、第三成型腔的右端呈开口朝向第一成型腔的u形槽,有利于产品小头与大头连接处的成型,同时方便产品冷镦后进行脱模。
22.3、冲模冲针的纵截面呈横向放置的漏斗形,能够增大冲模冲针与冲模后垫连接处的接触面积,增强冲模冲针与冲模后垫连接牢固性和稳定性,有利于冲模冲针将冲模垫块传递的推力集中传递给需要冷镦处理的产品,同时减缓冲模垫块对冲模冲针的压力,提高冲模冲针的使用寿命。
附图说明
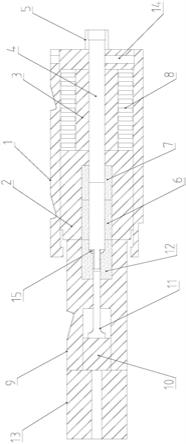
23.图1是实施例中的结构示意图。
24.图中,1、主模壳;2、开合模套;3、主模内下模;4、主模通棒;5、主模通棒套;6、第一镶嵌件;7、第二镶嵌件;8、弹簧;9、冲模壳;10、冲模垫块;11、冲模冲针;12、第三镶嵌件;13、冲模后垫;14、无头螺栓;15、u形槽。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅为本实用新型一部分实施例,而不是全部的实施例。
26.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“左”、“右”、“下”、“内”和“外”均指附图中的方向,但是并不加以限定。
27.如图1所示,冲模反强束模具结构,包括主模和冲模,冲模位于主模的左侧。
28.主模包括主模壳1、开合模套2、主模内下模3和主模通棒4,主模壳1开设有贯穿主模壳1左侧与主模壳1右侧的第一穿孔,主模壳1左侧的开口直径小于第一穿孔的直径形成台阶状,开合模套2和主模内下模3位于第一穿孔的内部并与主模壳1的内侧壁过盈配合,开合模套2的右侧与主模内下模3的左侧相抵接,主模通棒4位于主模内下模3的内部来回滑动。
29.开合模套2左端的直径小于开合模套2右端的直径形成台阶状,开合模套2的台阶与主模壳1的台阶相匹配,使得开合模套2在第一穿孔中滑动时,开合模套2始终位于第一穿孔中,避免开合模套2在第一穿孔滑动时与主模壳1脱离,开合模套2开设有贯穿开合模套2左侧与开合模套2右侧的第二穿孔,第二穿孔的内部设置有第一镶嵌件6和第二镶嵌件7,第一镶嵌件6的形状、第二镶嵌件7的形状均与第二穿孔的形状相匹配,第一镶嵌件6的外侧和第二镶嵌件7的外侧均与开合模套2的内侧壁过盈配合,第一镶嵌件6的内部设置有第一成型腔,第二镶嵌件7的内部设置有第二成型腔,第一镶嵌件6的右侧与第二镶嵌件7的左侧相抵接,第一成型腔的位置与第二成型腔的位置相对应,第一成型腔的形状、第二成型腔的形状均与产品的形状相匹配,一方面能够为产品的冷镦处理提供充足的容纳空间,另一方面为主模通棒4提供较长的路径,有利于主模通棒4对产品进行紧密的挤压。
30.主模内下模3呈横向放置的t形,主模内下模3左端的直径小于主模内下模3右端的直径,主模内下模3左端的外侧套设有弹簧8,主模内下模3的右端外侧与主模壳1的内侧壁过盈配合,主模内下模3开设有贯穿主模内下模3左侧与主模内下模3右侧的第三穿孔,主模通棒4插设在第三穿孔的内部并与主模内下模3的内侧壁过盈配合,主模通棒4穿过主模内下模3的右端套设有主模通棒套5,第三穿孔的位置与第二成型腔的位置相对应,主模通棒4在第二成型腔和第三穿孔的内部左右滑动,主模内下模3的右端外侧沿环向开设有垂直贯穿主模内下模3外侧壁至第三穿孔的若干个螺纹孔,螺纹孔的内部设置有无头螺栓14。
31.冲模包括冲模壳9、冲模冲针11和冲模垫块10,冲模壳9开设有贯穿冲模壳9左侧与冲模壳9右侧的第四穿孔,第四穿孔内插设有冲模冲针11,冲模冲针11左端的直径大于冲模冲针11右端的直径,冲模冲针11的纵截面呈横向放置的漏斗形,冲模壳9的左侧开设有第一放置槽,第一放置槽内设置有冲模垫块10,冲模垫块10的右侧与冲模冲针11的左侧固定连
接,冲模冲针11的纵截面呈横向放置的漏斗形,有利于增大冲模冲针11与冲模垫块10连接处的接触面积,增强冲模冲针11与冲模垫块10连接处的牢固性和稳定性,增强冲模冲针11的受力和牢固性,冲模壳9的右侧开设有第二放置槽,第二放置槽内设置有第三镶嵌件12,第三镶嵌件12的内部设置有第三成型腔,第三成型腔的形状与产品的形状相匹配,第三成型腔左端的直径小于第三成型腔右端的直径,第三成型腔左端的内径与第四穿孔的直径相等,方便冲模冲针11自第四穿孔进入第三成型腔中对产品进行挤压,同时不损耗冲模冲针11的推力,第三成型腔的右端呈开口朝向第一成型腔的u形槽15,u形槽15的位置与第一成型腔的位置相对应,u形槽15能够方便需要冷镦产品自第一成型腔进入u形槽15中进行冷镦成型,u形槽15在对需要冷镦处理的产品进行成型固定的同时为产品提供支撑,方便产品左右移动,不影响冷镦处理后的产品进行脱模,冲模的左侧设置有冲模后垫13,冲模后垫13的右侧与冲模的左侧相抵接,冲模后垫13为冲模壳9施加压力,使得冲模壳9在产品冷镦过程中紧压开合模套2,有利于铲平冷镦成型,冲模后垫13开设有贯穿冲模后垫13左侧与冲模后垫13右侧的第五穿孔,第五穿孔的直径小于第四穿孔的直径,第五穿孔的内部插设有推拉棒,用于对冲模垫块10施加推力,同时起到反顶的作用。
32.具体实施过程:
33.将需要冷镦的产品放入到第一成型腔和第二成型腔的内部,确定好产品的尺寸和长度,推动主模通棒套5,主模通棒套5推动主模通棒4,主模通棒4的左端进入第三成型腔中,使得主模通棒4的左侧与产品的右侧接触,将冲模壳9的右端与主模壳1的左端对齐,使得第三成型腔与第一成型腔对应,将第三成型腔对准产品的左侧,冲模壳9的右侧与开合模套2的左侧接触,推动冲模后垫13,冲模后垫13推动冲模壳9向着主模壳1的方向移动,推动推拉棒,推拉棒推动冲模垫块10,冲模垫块10推动冲模冲针11,使得冲模冲针11的右侧与产品的左侧接触,继续推动主模通棒套5,主模通棒套5推动主模通棒4,使得产品在主模通棒4的推力下向着第三成型腔移动成型,产品成型结束后,松开主模通棒套5,主模内下模3在弹簧8的作用下缓慢恢复到初始位置,使得主模通棒套5与产品的右侧分离,推动推拉棒,冲模垫块10带动冲模冲针11将成型后的产品推出第三成型腔,将冲模壳9与开合模套2脱离接触,从而取出冷镦之后的产品。产品先放到主模壳1内部,由主模壳1向着冲模壳9方向移动,不受约束公式(d
2-d2)/d2≤30%的影响,适用于两端直径不同的五金产品进行冷镦,产品两端的直径差不受约束公式的影响。
34.本具体实施例是对本实用新型的说明,但其并不是对本实用新型的限制,在本实用新型的实质范围内做出的变化、改型、添加或替换,都应属于本实用新型的保护范围,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。