1.本发明涉及造纸技术领域,具体是一种蔗渣浆生产低定量食品包装原纸的方法。
背景技术:
2.目前,现有的食品包装原纸基本上可以分为未漂本色纸和漂白纸,所用的原料主要是木浆、竹浆、化学机械浆及漂白蔗渣浆。随着社会的发展,人们消费观念的改变及环保健康意识的提升,本色食品包装原纸逐渐被公众所接受及消费,但其原料主要还是未漂的木浆、竹浆等其他长纤维浆。由于蔗渣浆的纤维特性及地域等关系,氧脱木素蔗渣浆生产食品包装原纸的工艺技术尚无人开发。
3.氧脱木素是把浆与氧气、碱液三者均匀混合,再加入适量的氧化镁或硅酸镁作为碳水化合物的保护剂,使木素等非碳水化合物发生化学变化而达到脱木素的目的。氧脱木素分高浓法、中浓法和低浓法。其中,中浓法的浆浓度为8%~16%可以达到高浓漂白同样的质量而动力消耗比高浓漂白节约一半左右。氧脱木素法的主要优点是漂白废水不含氯,漂白污染小;浆返黄少、浆的脱水性能好。
4.现有技术中也有一些相关的中国专利申请,如:
5.cn105672013a一种本色竹浆生产方法及其所生产的本色生活用纸;
6.cn106930133a一种用甘蔗渣造纸的方法及其制成的水杯;
7.cn108221436a一种本色浆纸的制备方法;
8.cn108316029a一种秸秆高效利用方法及系统;
9.cn109056424a一种可降解食品包装用防油纸的制备方法;
10.cn109811593a甘醇环保纸及其生产方法;
11.cn208328535u绿色蔗渣浆短序漂白技术系统。
12.现有技术存在以下缺点:
13.1、漂白浆生产工序复杂,过程产生的排放物多,造成环保处理费用高、能耗高;
14.2、未漂蔗渣浆纤维尘埃多;
15.3、以漂白蔗渣浆为主生产食品包装原纸的强度、挺度及耐折度不足。
技术实现要素:
16.为解决上述技术问题,本发明提出了一种蔗渣浆生产低定量食品包装原纸的方法,采用氧脱木素工艺的未漂浆解决食品包装原纸强度、挺度及耐折度不足的问题。
17.为达到上述发明目的,本发明所述的一种蔗渣浆生产低定量食品包装原纸的方法,包括以下步骤:
18.步骤1、蒸煮
19.蔗渣与碱液在蒸煮管内混合,加入蒸汽以0.58~0.65mpa,温度控制在160~165℃蒸煮,蒸煮时间40~50min后,蔗渣木素脱除,变成蔗渣浆。通过该蒸煮工序蒸煮出来的浆料k值可控制在11~15。
20.步骤2、洗浆
21.将步骤1制成的蔗渣浆送至喷放锅,浆料经除砂后,进入压力除节机,除节机良浆经混合箱加黑液混合后,进入5台串联真空洗浆机洗涤,1#~5#共5台真空洗浆机转速控制基准分别为0.7r/min、0.64r/min、0.52r/min、0.42r/min、0.39r/min,液位控制在65~70%,转速可随着液位的升高而调高;1#~5#共5台真空洗浆机真空度控制基准分别为0.01mpa,0.02mpa,0.03mpa,0.04mpa,0.04mpa,真空度太高容易糊网,太低则影响降低洗净度。通过洗浆,5#真空洗浆机出口浆料残碱可控制在0.2g/l以下;
22.步骤3、氧脱木素
23.将步骤2洗浆的蔗渣浆,加入氧气、蒸汽经中浓混合器充分混合均匀进入氧脱塔,脱木素反应后进入喷放塔,再泵送到双辊挤浆机进行洗涤,双辊挤浆机洗涤后的浆进入洗后贮存塔;进入洗后浆的蔗渣浆的k值控制在8~10;
24.步骤4、筛选
25.将步骤3洗后贮存塔的浆料泵送至一段除砂器,经除砂器除砂后的良浆进入一段压力筛,一段压力筛良浆进入6#真空洗浆机,6#真空洗浆机转鼓转速控制基准为0.42r/min,液位控制在65~70%,转速可随着液位的升高而调高;真空度控制基准分别为0.02mpa,真空度太高容易糊网,太低则影响降低洗净度。由6#真空洗浆机洗涤浓缩后进入高浓贮浆泵备用。通过筛选,进入洗后贮浆塔的残碱控制在0.02g/l以下;
26.步骤5、打浆抄造
27.将步骤4高浓贮浆泵中的本色蔗渣浆,经打浆,上网成型,再经压榨、烘干、压光、卷取,生产出低定量120~190g/m2的食品包装原纸。
28.进一步的,所述步骤2,是将步骤1制成的蔗渣浆放至喷放锅,浆料经中高浓除砂器除砂后,进入压力除节机,除节机尾浆送至振筛,进入洗后贮浆塔;除节机良浆经混合箱加黑液混合后,进入1~5#共5台串联的120
㎡
真空洗浆机洗涤。
29.进一步的,所述步骤3、是将步骤2洗浆的蔗渣浆,进入中浓浆泵,与粘度保护剂混合后,再加入氧气、蒸汽经中浓混合器充分混合均匀进入氧脱塔,脱木素反应后进入喷放塔,再泵送到双辊挤浆机进行洗涤,双辊挤浆机洗涤后的浆进入洗后贮存塔.
30.进一步的,所述步骤4,是将步骤3洗后贮存塔的浆料泵送至一段除砂器,经除砂器除砂后的良浆进入一段压力筛,一段压力筛良浆进入6#真空洗浆机,由洗浆机洗涤浓缩后进入高浓贮浆泵备用;一段压力筛尾浆由送至二段除砂器,除砂后的浆进入二段压力筛;二段压力筛良浆重新回到一段压力筛入口,尾浆经过三段除砂器除砂后,进入三段压力筛;三段压力筛良浆重新回到二段压力筛入口,尾浆经过高频疏解机将纤维团打散后,进入2#振筛;振筛将较大的浆渣、杂质除掉后,良浆进入良浆槽,浆料经良浆泵部分回到三段压力筛入口,部分回到洗后贮浆塔。
31.进一步的,所述步骤5,是将步骤4高浓贮浆泵中的本色蔗渣浆,经打浆,打浆时每吨纸浆加入增强剂8~10公斤、施胶剂13~16公斤、抗水剂3~5公斤,在单长网纸机上上网成型,再经压榨、烘干、压光、卷取,生产出低定量120~190g/m2的食品包装原纸。
32.本发明在氧脱木素是把浆与氧气、碱液三者均匀混合,再加入适量的氧化镁或硅酸镁作为碳水化合物的保护剂,使木素等非碳水化合物发生化学变化而达到脱木素的目的。氧脱木素分高浓法、中浓法和低浓法。其中,中浓法的浆浓度为8%~16%可以达到高浓
漂白同样的质量而动力消耗比高浓漂白节约一半左右。氧脱木素法的主要优点是漂白废水不含氯,漂白污染小;浆返黄少、浆的脱水性能好。经过氧脱木素系统后,本色良浆k值可以最低降至8~10。筛选系统设有1~3段压力筛、1~3段除砂器、高频疏解机。在筛选工段使用高频疏解技术,一方面能有效疏解纤维束,减少粗浆排出,提高浆得率;另一方面,通过高频疏解工艺,帚化粗、长纤维,重新经筛选系统处理后,浆料纤维尘埃下降30%~40%。
33.本发明的有益效果:
34.本发明采用氧脱木素工艺的未漂浆解决食品包装原纸强度、挺度及耐折度不足。通过调整氧脱段氧气的加入量、反应时间、浆的浓度及粘度保护剂的加药量,能有效的保护纤维,减少纤维的分解,保证浆料质量。通过高频纤维疏解工艺,降低未漂蔗渣浆纤维尘埃,提高浆纤维强度。打浆工段通过优化生物酶菌种、加药点及加药量,提高纤维的分丝帚化、减少纤维的切断,从而保证成浆的整体纤维长度,为成纸强度、挺度及耐折度的提升创造条件。
附图说明
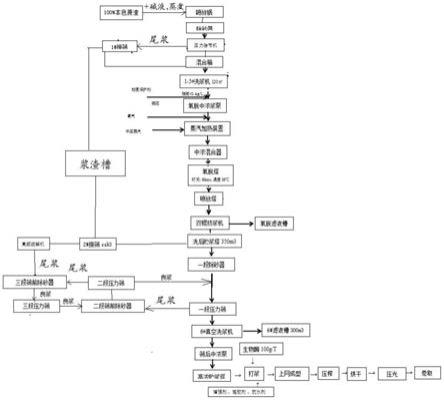
35.图1为本发明实施例中一种蔗渣浆生产低定量食品包装原纸方法的流程示意图。
具体实施方式
36.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
37.如图1所示,一种蔗渣浆生产低定量食品包装原纸的方法,包括以下步骤:
38.步骤1、蒸煮
39.蔗渣与碱液在蒸煮管内混合,加入蒸汽以0.58~0.65mpa,温度控制在160~165℃蒸煮,蒸煮时间40~50min后,蔗渣木素脱除,变成蔗渣浆;
40.步骤2、洗浆
41.将步骤1制成的蔗渣浆送至喷放锅,浆料经除砂后,进入压力除节机,除节机良浆经混合箱加黑液混合后,进入5台串联真空洗浆机洗涤,1#~5#共5台真空洗浆机转速控制基准分别为0.7r/min、0.64r/min、0.52r/min、0.42r/min、0.39r/min,液位控制在65~70%,转速可随着液位的升高而调高;1#~5#共5台真空洗浆机真空度控制基准分别为0.01mpa,0.02mpa,0.03mpa,0.04mpa,0.04mpa,真空度太高容易糊网,太低则影响降低洗净度。5#真空洗浆机出口浆料残碱控制在0.2g/l以下;
42.3、氧脱木素
43.将步骤2洗浆的蔗渣浆,进入中浓浆泵,与粘度保护剂混合后,再加入氧气、蒸汽经中浓混合器充分混合均匀进入氧脱塔,脱木素反应后进入喷放塔,再泵送到双辊挤浆机进行洗涤,双辊挤浆机洗涤后的浆进入洗后贮存塔;
44.4、筛选
45.将步骤3洗后贮存塔的浆料泵送至一段除砂器,经除砂器除砂后的良浆进入一段压力筛,一段压力筛良浆进入6#真空洗浆机,由洗浆机洗涤浓缩后进入高浓贮浆泵备用;一段压力筛尾浆由送至二段除砂器,除砂后的浆进入二段压力筛;二段压力筛良浆重新回到一段压力筛入口,尾浆经过三段除砂器除砂后,进入三段压力筛;三段压力筛良浆重新回到
二段压力筛入口,尾浆经过高频疏解机将纤维团打散后,进入2#振筛;振筛将较大的浆渣槽、杂质除掉后,良浆进入良浆槽,浆料经良浆泵部分回到三段压力筛入口,部分回到洗后贮浆塔;
46.5、打浆抄造
47.将步骤4高浓贮浆泵中的本色蔗渣浆,经打浆,打浆时每吨纸浆加入增强剂8~10公斤、施胶剂13~16公斤、抗水剂3~5公斤,在单长网纸机上上网成型,再经压榨、烘干、压光、卷取,生产出低定量120~190g/m2的食品包装原纸。
48.广西某厂使用本工艺生产食品包装原纸的工艺参数及成纸检测数据:
49.氧脱木素、高频疏解蔗渣浆生产食品包装原纸的工艺参数如下表所示:
50.克重(g/m2)120~160170~190原料100%氧脱未漂蔗渣浆100%氧脱未漂蔗渣浆叩解度(0sr)30
±
228
±
2生物酶(g/t)100100灰分(%)8~108~10助留剂(g/t)100~250100~200ph控制5.5~6.55.5~6.5防油剂(kg/t)5~105~10抗水剂(kg/t)13~1613~16增强剂(kg/t)8~108~10
51.试验成品检测数据列表
[0052][0053]
对比实验a:在同一台纸机同一工艺下,采用百分百漂白蔗渣浆生产120—190g/m2的食品包装原纸的成纸检测数据如下:
[0054][0055]
对比实验b:在同一台纸机,采用50%漂白蔗渣浆+30%漂白竹浆+20%漂白针叶木浆生产120—190g/m2的食品包装原纸的成纸检测数据如下:
[0056]
[0057][0058]
本发明利用本色蔗渣浆抄造食品包装原纸,减少制浆工艺的漂白环节、减少的污染物的排放;成浆的纤维强度高及制浆得率的提升。所以本工艺生产的原纸具有较好的挺度、耐折度。
[0059]
本发明氧脱木素系统处理能力大,脱木素率达到40%。温度保持85度相比传统的工艺低10度,具有明显的节能效果。
[0060]
本发明氧脱木素系统加入粘度保护剂,能有效的保护纤维、减少纤维的分解。
[0061]
本发明筛选系统采用高频疏解机工艺生产未漂浆,降低纤维尘埃30%~40%,提高浆得率,提高未漂浆质量。
[0062]
虽然,上文中已经用具体实施方式,对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。