1.本发明属于现代铸造生产技术领域,具体是一种两级电磁驱动定量浇注的铸造方法。
背景技术:
2.铸造产品的铸造要求需要根据工艺将熔融金属准确地倒入模具中,并且不要溢出浇口杯,过去传统的手工浇注已不能满足铸件生产中高效率以及高质量的要求,由于我国对自动定量浇注的研究与发达水平相比较落后,所以对定量浇注的精度进行提升是中国科技人员需要迫切解决的技术问题,便发展了精确的定量浇注,定量浇注必须准确地掌握浇注的终点和需要浇注的金属液量,若铸件型腔没有浇满就过早停止浇注,会造成废品;若铸件已浇满还未停止浇注,金属液溢出不仅浪费金属液,甚至导致熔液飞溅,造成事故。综上,现在需要设计一种低成本、简单易行且不浪费金属液的铸造工艺方法。
3.目前,自动定量浇注方式主要有机械式浇注、称重式定量浇注和气压式浇注其中,机械式浇注由于在裸露的环境中工作,会造成金属液体的氧化夹杂增多,降低铸件质量,污染环境;称重式定量浇注存在着高温金属熔液进行定量浇铸时工艺难度大、流程较复杂、生产效率低及控制设备可靠性差、故障频繁等问题;气压式浇注存在着输送过程中金属液体流动不稳定及输送过程不易控制等问题,易产生气孔,影响铸件质量。同时,已有的自动定量浇注方式中存在当浇注件体积要求改变时,无法随意改变浇注体积等问题。
技术实现要素:
4.本发明的目的是为了解决传统手动控制浇注已不能满足现代铸造生产的实际要求的问题,而提供了一种两级电磁驱动定量浇注的铸造方法。该方法是通过对体积定量控制,依靠两级电磁驱动力来达到对金属液的循环定量浇注。
5.本发明是通过如下技术方案实现的:一种两级电磁驱动定量浇注的铸造方法,包括如下步骤:1)浇注装置的组装浇注装置包括池体,池体内从左至右依次设置有第一隔断和第二隔断,池体的左池壁与第一隔断之间形成熔池,第一隔断与第二隔断之间形成第一定量槽,第二隔断与池体的右池壁之间形成第二定量槽,熔池的容积>第一定量槽的容积>第二定量槽的容积;第一隔断的上部开设有连通熔池和第一定量槽的溢流口管,溢流口管倾斜设置且位于第一定量槽侧的管口高于位于熔池侧的管口,第一隔断的底部开设有连通熔池和第一定量槽的第一流槽,第一流槽的槽顶设置有第一对电极片,第一对电极片的上表面设置有第一上磁铁,第一流槽的槽底设置有第一下磁铁,第一流槽位于第一定量槽侧的槽口设置有单向阀;第二隔断的底部开设有连通第一定量槽和第二定量槽的第二流槽,第二流槽的槽顶设置有第二对电极片,第二对电极片的上表面设置有第二上磁铁,第二流槽的槽底设置有第二下磁铁;池体的右池壁上设置有与第二定量槽连通的浇注口管,浇注口管位于第二定量槽侧
的管口高于溢流口管位于第一定量槽侧的管口;2)在熔池内加入金属液,加入至金属液液面不超过溢流口管位于熔池侧的管口的位置处;3)对第一对电极片通入电流,在第一上磁铁和第一下磁铁的作用下,第一流槽内金属液中会产生驱动力,使金属液从熔池流向第一定量槽和第二定量槽中,直到第一定量槽内的金属液液面高度与溢流口管位于第一定量槽侧的管口齐平位置,超出的金属液将从溢流口管回流至熔池内;4)停止对第一对电极片通电,单向阀保证第一定量槽和第二定量槽中的金属液无法通过第一流槽回流到熔池内;5)对第二对电极片通入电流,运用同样的电磁效应使第一定量槽中的金属液通过第二流槽流向第二定量槽中,第二定量槽中的金属液再从浇注口管流出,浇注铸件;6)待第一定量槽和第二定量槽内金属液面平稳后,停止通电,金属液由第二定量槽通过第二溜槽再回流至第一定量槽内,浇注完成;浇筑体积由如下公式计算得到v= a1·h1-a2·
δh,其中,a1为第一定量槽的横截面面积,h1为溢流口管位于第一定量槽侧的管口至第一定量槽内金属液面的距离,a2为第二定量槽的横截面面积,δh为浇注口管位于第二定量槽侧的管口与溢流口管位于第一定量槽侧的管口的高度差;7)取出铸件,此时整个装置处于静止状态,第一定量槽和第二定量槽内的金属液面平行,且略高于熔池内的金属液面;8)重复操作步骤2)至步骤6),继续浇注第2,3,4,
……
,n个铸件即可。
6.进一步的,步骤1)中,池体的池壁及池底均采用了保温隔热层。
7.进一步的,步骤1)中,熔池及第一定量槽的底部均设置有加热装置。
8.进一步的,步骤3)中,对第一对电极片通入50~5000a的电流;步骤5中,对第二对电极片通入50~5000a的电流。
9.进一步的,步骤6)中,第二对电极片的通电保持时间不少于5s。
10.本发明方法采用了两级电磁驱动来进行定量浇注,实现了体积定量的精准浇注,可根据电流大小的改变,来满足不同体积的浇注要求,而且熔池和定量槽中存在加热装置,可以有效的避免因为金属液温度的下降而导致浇注件质量下降的情况,本发明适用于铝合金、铜合金、锌合金、镓铟锡合金以及不锈钢等多种合金的浇注,在工艺方法方面与现有技术相比,更简单方便,成本更低,浇注更精确,而且实现了循环定量浇注,符合绝大部分企业的使用要求。
附图说明
11.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,此处的附图用来提供对本发明的进一步说明,构成本技术的一部分,本发明的示意性实施例及其说明用来解释本发明,并不构成对本发明的不当限定。
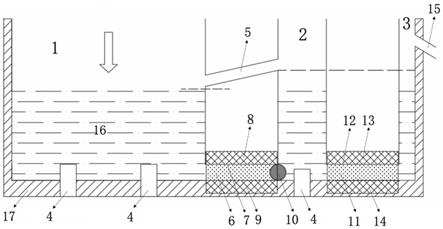
12.图1是本发明方法中浇筑装置的熔池充满金属液时装置内部金属液分布示意图。
13.图2为本发明方法中停止对第一对电极片通电时装置内部金属液分布示意图。
14.图3为本发明方法中浇筑完毕时装置内部金属液分布示意图。
15.图中:1-熔池、2-第一定量槽、3-第二定量槽、4-加热装置、5-溢流口管、6-第一流槽、7-第一对电极片、8-第一上磁铁、9-第一下磁铁、10-单向阀、11-第二流槽、12-第二对电极片、13-第二上磁铁、14-第二下磁铁、15-浇注口管、16-金属液、17-保温隔热层。
具体实施方式
16.为了使本领域技术人员更好的理解本发明,以下结合参考附图并结合实施例对本发明作进一步清楚、完整的说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
17.一种两级电磁驱动定量浇注的铸造方法,包括如下步骤:1)浇注装置的组装浇注装置包括池体,池体的池壁及池底均采用了保温隔热层17;池体内从左至右依次设置有第一隔断和第二隔断,池体的左池壁与第一隔断之间形成熔池1,第一隔断与第二隔断之间形成第一定量槽2,第二隔断与池体的右池壁之间形成第二定量槽3,熔池1的容积>第一定量槽2的容积>第二定量槽3的容积;熔池1的底部设置有两个加热装置4,第一定量槽2的底部设置有一个加热装置4,以确保其内的金属液16温度满足浇注要求;第一隔断的上部开设有连通熔池1和第一定量槽2的溢流口管5,溢流口管5倾斜设置且位于第一定量槽2侧的管口高于位于熔池1侧的管口,第一隔断的底部开设有连通熔池1和第一定量槽2的第一流槽6,第一流槽6的槽底与熔池1的池底以及第一定量槽2的槽底相平,第一流槽6的槽顶设置有第一对电极片7,第一对电极片7的上表面设置有第一上磁铁8,第一流槽6的槽底设置有第一下磁铁9,第一下磁铁9内嵌在保温隔热层17内,第一流槽6位于第一定量槽2侧的槽口设置有单向阀10,第一上磁铁8和第一下磁铁9分别连接在第一对电极片7的上下两侧,确保了金属液16在电磁力的作用下可以流动,单向阀10确保了金属液16可以正常通入到第一定量槽2内且不会回流到熔池1内,其中,第一对电极片7、第一上磁铁8、第一下磁铁9和单向阀10组成第一级电磁驱动装置;第二隔断的底部开设有连通第一定量槽2和第二定量槽3的第二流槽11,第二流槽11的槽底与第一定量槽2的槽底以及第二定量槽3的槽底相平,第二流槽11的槽顶设置有第二对电极片12,第二对电极片12的上表面设置有第二上磁铁13,第二流槽11的槽底设置有第二下磁铁14,第二下磁铁14内嵌在保温隔热层17内,第二上磁铁13和第二下磁铁14分别连接在第二对电极片12的上下两侧,确保了金属液16在电磁力的作用下可以流动,其中,第二对电极片12、第二上磁铁13和第二下磁铁14组成第二级电磁驱动装置;池体的右池壁上设置有与第二定量槽3连通的浇注口管15,浇注口管15位于第二定量槽3侧的管口高于溢流口管5位于第一定量槽2侧的管口。
18.2)在熔池1内加入金属液16,加入至金属液16液面不超过溢流口管5位于熔池1侧的管口的位置处,该位置也记为熔池1的上限刻度线位置,如图1所示。
19.3)对第一对电极片7通入50~5000a的电流,在第一上磁铁8和第一下磁铁9的作用下,第一流槽6内金属液16中会产生驱动力,使金属液16从熔池1流向第一定量槽2和第二定量槽3中,直到第一定量槽2内的金属液16液面高度与溢流口管5位于第一定量槽2侧的管口齐平位置,超出的金属液16将从溢流口管5回流至熔池1内。
20.4)停止对第一对电极片7通电,单向阀10保证第一定量槽2和第二定量槽3中的金属液16无法通过第一流槽6回流到熔池1内,此时装置内金属液16如图2所示位置。
21.5)对第二对电极片12通入50~5000a的电流,运用同样的电磁效应使第一定量槽2中的金属液16通过第二流槽11流向第二定量槽3中,第二定量槽3中的金属液16再从浇注口管15流出,浇注铸件。
22.6)第二对电极片12的通电保持时间不少于5s,待第一定量槽2和第二定量槽3内金属液16面平稳后,停止通电,金属液16由第二定量槽3通过第二溜槽再回流至第一定量槽2内,浇注完成,此时装置内金属液16如图3所示;浇筑体积由如下公式计算得到v= a1·h1-a2·
δh,其中,a1为第一定量槽2的横截面面积,h1为溢流口管5位于第一定量槽2侧的管口至第一定量槽2内金属液16面的距离,a2为第二定量槽3的横截面面积,δh为浇注口管15位于第二定量槽3侧的管口与溢流口管5位于第一定量槽2侧的管口的高度差;7)取出铸件,此时整个装置处于静止状态,第一定量槽2和第二定量槽3内的金属液16面平行,且略高于熔池1内的金属液16面;8)重复操作步骤2)至步骤6),继续浇注第2,3,4,
……
,n个铸件即可。
23.以下列举两个具体的实施例对本发明作进一步的说明:实例11)在熔池1内加入25℃低熔点镓铟锡合金金属液16至不超过熔池1的上限刻度线位置,确保加入的金属液16满足浇注要求,通过加热装置4保证镓铟锡合金金属液16的温度恒定在35℃;2)在第一对电极片7中通入60a直流电,金属液16在第一上磁铁8和第一下磁铁9的作用下,会对第一流槽6内的金属液16产生电磁驱动力,使金属液16流向第一定量槽2和第二定量槽3中,当第一定量槽2内的金属液16面高度超过溢流口管5后,金属液16将从溢流口管5回流至熔池1内;3)停止对第一对电极片7通电,依靠单向阀10使第一定量槽2和第二定量槽3中的金属液16无法通过第一流槽6回流到熔池1内,第一定量槽2和第二定量槽3在连通器原理作用下液面等高;4)对第二对电极片12通入100a直流电,依靠电磁作用力效应使第一定量槽2中的金属液16通过第二溜槽流向第二定量槽3内,当第二定量槽3内金属液16面超过浇注口管15后,金属液16从浇注口管15流入铸件;5)第二对电极片12通电保持时间不少于5s,待第一定量槽2和第二定量槽3内液面平稳后,停止通电,金属液16由第二定量槽3回流至第一定量槽2内,浇注完成;6)取出铸件,此时整个装置处于静止状态,第一定量槽2和第二定量槽3内金属液16面平行,且略高于熔池1内的金属液16面;7)重复操作步骤2)至步骤6),浇注第2、3、4、5、6、7、8个铸件,浇注结果如表1所示。
24.表1低熔点镓铟锡合金定量浇注结果(单位g)第1次第2次第3次第4次第5次第6次第7次第8次183.9180183.3182185.3183181.5183.3实例21)在熔池1内加入700 ℃ zl101合金金属液16至不超过熔池1的上限刻度线位置,确保加入的金属液16满足浇注要求,通过加热装置4保证zl101合金金属液16的温度恒定在700 ℃;
2)在第一对电极片7中通入800a直流电,金属液16在第一上磁铁8和第一下磁铁9的作用下,会对第一流槽6内的金属液16产生电磁驱动力,使金属液16流向第一定量槽2和第二定量槽3中,当第一定量槽2内的金属液16面高度超过溢流口管5后,金属液16将从溢流口管5回流至熔池1内;3)停止对第一对电极片7通电,依靠单向阀10使第一定量槽2和第二定量槽3中的金属液16无法通过第一流槽6回流到熔池1内,第一定量槽2和第二定量槽3在连通器原理作用下液面等高;4)对第二对电极片12通入1200a直流电,依靠电磁作用力效应使第一定量槽2中的金属液16通过第二溜槽流向第二定量槽3内,当第二定量槽3内金属液16面超过浇注口管15后,金属液16从浇注口管15流入铸件;5)第二对电极片12通电保持时间不少于5s,待第一定量槽2和第二定量槽3内液面平稳后,停止通电,金属液16由第二定量槽3回流至第一定量槽2内,浇注完成;6)取出铸件,此时整个装置处于静止状态,第一定量槽2和第二定量槽3内金属液16面平行,且略高于熔池1内的金属液16面;7)重复操作步骤2)至步骤6),浇注第2、3、4、5、6、7、8个铸件,浇注结果如表1所示。
25.表2 zl101合金定量浇注结果(单位kg)第1次第2次第3次第4次第5次第6次第7次第8次23.5123.4423.6323.223.5423.3123.1623.32上面是对本发明实施例中的技术方案进行了清楚、完整地描述,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。