1.本发明涉及一种纤维及其制备方法,尤其涉及一种细旦型涤纶中空纤维及其制备方法。
背景技术:
2.随着纺织技术的发展,中空纤维的应用领域越来越广泛,产品用途不同,对纤维的蓬松性、回弹性、中空度及细度等特性要求各有不同。在毛皮行业,采用涤纶中空纤维生产滚球绒、羊羔绒等毛皮产品具有许多优越性能,要求纤维具有优异的三维螺旋卷曲和压缩回弹性,可以使面料蓬松耐压,经多次洗涤长时间使用后仍不塌陷,采用细旦型涤纶中空纤维可以使手感更加细腻丰满。采用涤纶中空纤维代替羽绒用在羽绒服装上,或直接用来生产仿毛面料等,则要求纤维除了具有优异的三维螺旋卷曲和蓬松性能以外,还要求有更高的抗压缩性和压缩回弹性,纤度上还要细旦化。
3.中空纤维是一种截面上呈现孔状的化学纤维,有单孔、多孔之分。因为管状空腔贯通纤维轴向,富含空气而具有轻质保暖、蓬松性好等优异性能。中空纤维主要是采用“单c”、“双c”、“三c”等异形喷丝板,由聚酯熔融纺丝而成。熔融纺丝过程中,为了获得良好的三维螺旋自卷曲效果,通常采取两种技术手段:一是单组分纺丝、强化冷却,通过高速、低温的冷却吹风在初生纤维的迎风侧和背风侧造成微观结构及物理性能的差异而得到;二是复合纺丝技术,采用两种原料通过复合喷丝板进行纺丝,由于熔体性能的差异造成纤维轴向上两组分间存在收缩率的差异,从而形成三维螺旋立体卷曲效果。
4.中空纤维的各种特性如蓬松性、压缩回弹性与中空度和三维立体卷曲有很大关系,中空纤维的一些重要优势如质轻保暖、蓬松性好均与其具有较高的中空度相关,理论上讲中空度越高越好,现有的中空纤维生产技术多以高中空度为首要追求目标,要求中空率达到20-30%以上,但是过高的中空度将导致纤维易被压缩且不易加工。对于单组分强冷技术制得的中空纤维,其中空度越大,纤维截面上微观结构的各向差异越大,初生纤维潜在卷曲性能越好,纤维三维螺旋状卷曲越充分,膨松性能优异;但高中空度必然导致纤维的壁较薄,生产中易产生破裂丝,纤维易被压扁且难以恢复,回弹性较差。降低中空度后,又会导致纤维迎风面和背风面的非对称性结构差异减小,三维螺旋卷曲程度较低,很难达到要求。这一问题尤其在细旦中空纤维上更加突出。现有单组分强冷型中空纤维产品的最小细度约在1.33dt,原丝中空度约在15-30%左右,仍是通过卷曲机施加机械压力获得二维卷曲,不具备三维螺旋立体卷曲性能,因此导致纤维的蓬松性、压缩回弹性较差。
5.专利cn102242410a公开了一种纤维熔融纺丝柔性吹风的方法及其产品,熔融纺丝过程中,冷却吹风的风速由脉冲信号控制而按规律变化,所述的规律是指所述风速满足方程v(t)=s+asinωt,是在熔融纺丝冷却成形的关键区域,采用风冷差别化方法,解决了既能保证原丝成形、卷绕正常进行,又能保证纤维内在结晶取向的差别,纤维形态结构异形度和中空度的差别化,从而达到合成纤维仿真化的目的。该发明采用的熔体原料为pet、pa、pp、pla、pbt或pdt,制备一种单组分纤维,卷曲弹性回复率为85~98%,经拉伸后,纤维呈现
三维卷曲,在总牵伸倍数1.4~5.5情况下,最终纤维卷曲数为7~35个/25mm。然而,该发明采用脉冲信号控制而按规律变化的冷却吹风,在纤维拉伸方向形成长片段的冷却不匀,进而在纤维长轴向形成结晶取向、形态结构异形度和中空度的差别化。众所周知,熔纺初生原丝的可牵伸性能(牵伸倍率的大小)在纺程上随着熔体的冷却条件变化而改变,冷却条件强烈的可牵伸倍率小,这样的原丝在后牵伸过程中倍率的设定只能按最小的设定,无法达到极限牵伸倍率,形成的纤维各项性能也不均匀,尤其是卷曲性能。
6.采用双组份复合纺技术制备具有良好三维螺旋状卷曲的中空纤维已成为较为成熟的技术,原料的选择上也是多种多样,如pet/pbt、pet/ptt、高粘度pet/低粘度pet等,该方法主要是通过加大两种原料组分之间的性能差异、强制冷却等手段来提高中空度、改善纤维的三维螺旋立体卷曲性能,但在产品性能的控制上仍然存在高中空度导致压缩回弹性差的问题。现有高粘度pet/低粘度pet型的并列复合中空涤纶纤维由于两种原料的性能差异较小,三维螺旋立体卷曲性能较差,导致其蓬松性和压缩回弹性均较差,生产中即使采用叠加实施强制冷却、提高中空度、机械卷曲等多种技术手段,也很难使高/低粘度pet型的并列复合中空涤纶纤维获得良好的三维螺旋立体卷曲和良好的压缩回弹性。
7.现有产品虽有1.33dt、1.67dt、2.2dt的中空纤维,但均为二维机械卷曲。随着纺织行业对中空涤纶纤维用品的需求多样化,现有的涤纶中空纤维在纤度、蓬松性能和压缩回弹性能上不能完全满足下道用户更高的需求。特别是由于现有技术的限制,导致现有中空纤维产品在细旦化、高蓬松性(即具有良好三维螺旋卷曲)、高压缩回弹性(即具有较低的中空度)这三个性能上始终不能同时具备。
技术实现要素:
8.发明目的:本发明的目的是提供一种细旦化、高蓬松性、高压缩回弹性的细旦型涤纶中空纤维;
9.本发明的另一个目的是提供一种能够获得细旦化、高蓬松性、高压缩回弹性的细旦型涤纶中空纤维的制备方法。
10.技术方案:本发明的细旦型涤纶中空纤维,所述细旦型涤纶中空纤维的中空度为4~13%,纤度为0.7-2.0dtex,压缩回弹率为60-90%,断裂伸长率为5-30%,卷曲为三维螺旋卷曲;所述细旦型涤纶中空纤维为双组份纤维。
11.一种细旦型涤纶中空纤维的制备方法,包括以下步骤:以不同粘度的pet为原料通过并列型双组份复合纺丝法得到初生原丝,将所述初生原丝进行极限拉伸,得到所述细旦型涤纶中空纤维。
12.现有的中空纤维生产技术多以高中空度为首要追求目标,要求中空率达到20-30%以上,但是过高的中空度将导致纤维易被压缩且不易加工。现有产品虽有纤度较低的1.33dt、1.67dt、2.2dt的中空纤维,但均为二维机械卷曲,这是因为现有技术对于细旦型原丝进行常规倍率的牵伸,由于细旦型纤维较细,对于并列双组份型则造成因原料差异形成的两组分差异小或单组分强制冷却型的迎风面和背风面的差异小,不足以产生良好的回弹和三维卷曲,即使施加常规机械卷曲,获得的是二维卷曲,得到的回弹性也较差,且本发明制备的是细旦型涤纶中空纤维,为了使产品获得较好的压缩回弹率,控制原丝为低中空度,优选控制所述初生原丝的中空度为3-12%。
13.现有技术中涤纶短纤维的原丝性能通过测试应力-应变拉伸曲线(s-s曲线)获得原丝的断裂伸长,总牵伸倍率通过下式进行估算:
[0014][0015]
对于中空纤维,由于强制型冷却或高中空度造成原丝的断裂伸长较小、实际的牵伸倍率低于该估算值。现有技术中的中空纤维,纺丝速度通常为1000m/min,而牵倍最大不超过3.5。
[0016]
本发明所述极限拉伸的总拉伸倍率满足以下公式:
[0017][0018]
其中,所述原丝断裂伸长率通过原丝的应力-应变拉伸曲线获得。本发明制备的纤维由于中空度小、壁厚,纤维伸长至少达到300%,即总倍率至少3.6,对于中空纤维来说可称为是极限拉伸。
[0019]
优选的,所述初生原丝经过纺丝速度900-1000m/min获得。纺丝速度越低,最大拉伸倍率越大,但是生产的稳定性越差。在上述纺丝速度下,所述极限拉伸的总拉伸倍率为3.6-6.0,更优选为3.6-5.8。
[0020]
优选的,控制所述初生原丝的断裂伸长率为300-450%。
[0021]
为了使计算出来的总拉伸倍率更符合实际,对经过所述公式计算出来的总拉伸倍率根据拉伸断裂情况来修正。
[0022]
所述极限拉伸过程包括一级牵伸、二级牵伸,所述一级牵伸的倍率与总牵伸的倍率比值为90-100%。
[0023]
为了保证两种不同粘度的原料本身的差异性,所述不同粘度的pet的粘度差0.06-0.09dl/g。
[0024]
优选地,控制所述细旦型涤纶中空纤维的纤度为0.7-2.0dtex。
[0025]
对不同纤度的原丝进行拉伸,经拉伸后,其中空异形度有所增加,纤维取向度、结晶度明显增加。拉伸倍率越高,纤维的中空异形度增加得越明显,这是因为中空纤维中薄壁厚度减少率大,因而中空度便大。拉伸倍率越高,纤维中的取向度、结晶度增加得越明显,两组分之间差异增加得越明显,纤维的三维螺旋卷曲效果越好。
[0026]
有益效果:本发明与现有技术相比,能够取得下列有益效果:1、通过在低中空度下对原丝进行极限拉伸来增大两组分之间的性能差异,从而获得一种同时兼具良好的三维螺旋卷曲性能、良好的压缩回弹性的细旦型涤纶中空纤维;2、现有中空纤维一般都具有较高的中空度,本发明为了获得较好的压缩回弹性,控制纤维为低中空度,同时为后续进行极限拉伸做准备。3、通过本发明计算极限拉伸总拉伸倍率的公式,以及根据拉伸断裂情况及设备运行情况进行修正,可方便的获知极限拉伸倍率。4、通过本发明的纺丝和牵伸条件后,可在牵伸之后直接获得三维螺旋卷曲,现有工艺在牵伸之后还需通过机械手段获得卷曲,获得的是二维卷曲,三维螺旋卷曲相比二维卷曲,蓬松性能更好。5、通过本方法制备的纤维的纤度能够达到0.7-2.0dtex,压缩回弹率为60-90%,原丝中空度为3-12%。
附图说明
[0027]
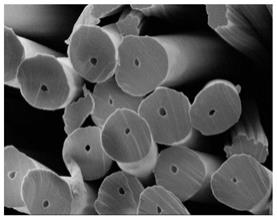
图1为本发明制备的细旦型涤纶中空纤维的截面扫描电镜图;
[0028]
图2为本发明制备的细旦型涤纶中空纤维卷曲形貌的扫描电镜图。
具体实施方式
[0029]
下面结合说明书附图对本发明作进一步详细描述。
[0030]
实施例1
[0031]
本发明是在现有中空纤维生产设备上进行,未强调的工艺技术为常规的生产中空纤维的方法。
[0032]
(1)细旦涤纶中空纤维初生原丝的制备:
[0033]
采用双螺杆涤纶短纤熔融纺丝设备和1204f双组份并列中空喷丝板进行生产,将制备好的特性粘度为0.592dl/g的低粘pet切片和特性粘度为0.682dl/g的常规pet切片分别进行干燥后、进入双螺杆分别进行熔融挤压、计量后进入纺丝箱体、双组份并列中空喷丝组件进行熔融纺丝,控制常规粘度pet切片纺丝温度为290℃、低粘度pet切片纺丝温度为285℃,常规粘度pet切片和低粘度pet切片的计量泵供料的熔体质量比为40/60,控制原丝dpf值为3.5dt,纺丝速度设定900m/min,环吹风速设定0.30m/s,即得到细旦涤纶中空纤维初生原丝。
[0034]
(2)细旦型低中空高回弹涤纶短纤维的制备:
[0035]
将原丝集束、牵伸、定型、切断、打包,即得到细旦型低中空高回弹涤纶短纤维。牵伸工艺中,将初生原丝进行上述纺丝速度下的极限倍率的拉伸,总拉伸倍率先以上述公式计算,再根据拉伸后是否有毛丝或缠辊等运行情况等对倍率进行提高或降低。对原丝进行应力-应变拉伸曲线测试,得到原丝的断裂伸长为419%,根据上述公式,计算出来极限倍率为4.67~4.93,根据毛丝、缠辊等运行情况,实际设定的极限倍率为4.67。
[0036]
牵伸工艺中,包括一级牵伸、二级牵伸。其中,一级牵伸倍率设定为4.45,二级牵伸倍率设定为1.05,一级牵伸占总牵伸倍率的0.952。第三牵伸机的入口温度设定100℃,出口温度设定120℃,在卷曲工艺中,卷曲机的卷曲轮主压设置0.01mpa,卷曲被压压力设定为0mpa,以纤维束顺利通过为目标,其他未强调的工艺技术的设定参照现有中空纤维。
[0037]
图1(a)为本实施例制备的细旦型中空涤纶纤维截面形貌,可以看到,纤维横截面上的中孔为未经压缩变形的圆形,中空度较低;图2(a)为本实施例制备的细旦型中空涤纶纤维卷曲形貌,呈现出丰满细密的三维螺旋卷曲。
[0038]
实施例2
[0039]
基本步骤与实施例1相同,与实施例1不同的是,步骤(1)中低黏pet切片的黏度为0.601dl/g,原丝dpf值为4.6dt,纺丝速度设定为950m/min;步骤(2)中:对原丝进行应力-应变拉伸曲线测试,得到原丝的断裂伸长为411%,根据上述公式,计算出来极限倍率为4.6~4.8,根据毛丝、缠辊等运行情况,实际设定的极限倍率为4.62。其中,一级牵伸倍率设定为4.40,二级牵伸倍率设定为1.05,一级牵伸占总牵伸倍率的0.952。
[0040]
卷曲机的卷曲轮主压设置0.05mpa,卷曲被压压力设定为0.005mpa。
[0041]
实施例3
[0042]
基本步骤与实施例2相同,与实施例2不同的是,步骤(1)中控制原丝dpf值为
6.9dt,纺丝速度设定1000m/min;步骤(2)中:对原丝进行应力-应变拉伸曲线测试,得到原丝的断裂伸长为363%,根据上述公式,计算出来极限倍率为4.2~4.4,根据毛丝、缠辊等运行情况,实际设定的极限倍率为4.4。其中,一级牵伸倍率设定为4.2,二级牵伸倍率设定为1.05,一级牵伸占总牵伸倍率的0.952。
[0043]
卷曲机的卷曲轮主压设置0.1mpa,卷曲被压压力设定为0.002mpa。
[0044]
实施例4
[0045]
基本步骤与实施例2相同,与实施例2不同的是,步骤(1)中控制原丝dpf值为11.0dt,纺丝速度设定800m/min;步骤(2)中:对原丝进行应力-应变拉伸曲线测试,得到原丝的断裂伸长为445%,根据上述公式,计算出来极限倍率为4.9~5.2,根据毛丝、缠辊等运行情况,实际设定的极限倍率为5.8。其中,一级牵伸倍率设定为5.5,二级牵伸倍率设定为1.05,一级牵伸占总牵伸倍率的0.952。
[0046]
卷曲机的卷曲轮主压设置0.2mpa,卷曲被压压力设定为0.01mpa。图1(b)为本实施例制备的细旦型中空涤纶纤维截面形貌,可以看到,纤维横截面上的中孔为未经压缩变形的圆形,中空度较低;图2(b)为本实施例制备的细旦型中空涤纶纤维卷曲形貌,呈现出丰满细密的三维螺旋卷曲。
[0047]
对比例1
[0048]
取现有技术中纤度为5.05dt、伸长为43.55%、中空度为5%的双组份粗旦中空纤维,进行相同条件的测试,中空形态基本被压扁,目测形貌具有较好的三维螺旋卷曲。
[0049]
对比例2
[0050]
取现有技术中纤维纤度为3.97dt、伸长为46.7%、中空度为20%的单组分粗旦中空纤维,进行相同条件的测试,目测形貌具有较好的三维螺旋卷曲,同样测试条件下的回弹率只有57.6%。
[0051]
对比例3
[0052]
在实施例1的基础上,采用实施例1的原丝进行牵伸,与实施例1不同的是,对得到的初生原丝未进行极限拉伸,而设置的总牵伸倍率为3.63,目测纤维的形态基本呈线状、无三维螺旋卷曲,蓬松性差。
[0053]
对比例4
[0054]
在实施例1的基础上,与实施例1不同的是,控制初生原丝中空度为19%,对得到的初生原丝进行常规倍率拉伸,而设置的总牵伸倍率为2.85,因原丝中空度高,纤维壁薄,所以能达到的牵倍较小。目测纤维无三维螺旋卷曲,蓬松性差,经同比条件测试,结果如表1、2所示。
[0055]
对各实施例及对比例制备的细旦型涤纶中空纤维进行中空纤维压缩率和回弹率测试,测试的方法如下:
[0056]
1、称取纤维400g;
[0057]
2、将纤维平梳开松;
[0058]
3、将平梳开松好的纤维均匀置于10000ml的大烧杯中;
[0059]
4、将625g聚四氟乙烯压片置于烧杯中的纤维上面,此时开始计时,
[0060]
(4.1)30s后将一个2kg的砝码置于聚四氟乙烯压片上,停留时间为30s;
[0061]
(4.2)将2kg的砝码从聚四氟乙烯压片取出30s;
[0062]
(4.3)重复4.2、4.3的操作一共三次,然后开始量高度,注意每次量高度的时候读取聚四氟乙烯压片的上层高度,每次快速读取烧杯杯壁四个方向的高度,将四个方向高度的平均值作为h0;
[0063]
5、将两个2kg砝码置于聚四氟乙烯压片表面,停留时间为30s,开始量高度,注意每次量高度的时候读取聚四氟乙烯压片的上层高度,每次快速读取烧杯杯壁四个方向的高度,将四个方向高度的平均值作为h1;
[0064]
6、将两个2kg砝码从聚四氟乙烯压片表面取出,180s后,开始量高度,注意每次量高度的时候读取聚四氟乙烯压片的上层高度,每次快速读取烧杯杯壁四个方向的高度,将四个方向高度的平均值作为h2;
[0065]
注意:实际高度=测量高度cm-2.7cm
[0066]
其中,聚四氟乙烯压片厚度2cm,杯底高度0.7cm。
[0067]
压缩率
[0068]
回弹率
[0069]
表1
[0070][0071]
压缩率越小,纤维越不容易压缩,蓬松性越好;压缩回弹率越高,弹性回复性越好。由表1可知,本发明制备中空纤维样的压缩回弹性能优于对比样1双组份中空和对比样2单组分3d中空短纤维。
[0072]
表2
[0073]