1.本技术涉及蒸发器的技术领域,尤其是涉及一种冰淇淋机用蒸发器。
背景技术:
2.蒸发器作为冰淇淋制作设备的关键部件,其制冷原理是通过外部冷媒带走冰淇淋浆料的热量从而对冰淇淋浆料制冷。蒸发器的制冷效果影响冰淇淋生产制作的产量以及机器制冷系统稳定性等。
3.相关技术中,蒸发器包括用以盛装冰淇淋浆料的料筒,料筒的外壁固定绕设有冷却盘管。制冷冰淇淋浆料时,冷媒流经冷却盘管在料筒外壁与料筒内部换热,从而完成制冷工作。
4.针对上述中的相关技术,发明人认为冷媒在与冰淇淋浆料换热过程中,需要经过冷却盘管的管壁以及料筒的外壁才能带走冰淇淋浆料的热量,制冷效果较差。
技术实现要素:
5.为了改善蒸发器制冷效果,本技术提供一种冰淇淋机用蒸发器。
6.本技术提供的一种冰淇淋机用蒸发器采用如下的技术方案:
7.一种冰淇淋机用蒸发器,包括冷冻筒,所述冷冻筒的外壁套设有冷却套,所述冷却套的内壁与所述冷冻筒的外壁之间形成有螺旋流道,且所述螺旋流道沿所述冷冻筒的轴向螺旋延伸,所述冷却套的侧壁位于所述螺旋流道的一端开设有供冷媒导入的导入口,所述冷却套的侧壁位于所述螺旋流道的另一端开设有供冷媒导出的导出口,所述冷却套的内壁与所述冷冻筒的外壁过盈配合;
8.所述冷冻筒的筒底壁同轴心开设有供搅拌轴导入的轴孔,所述冷冻筒的外筒底壁同轴心固定有定心座,所述定心座开设有定心孔,所述定心孔与所述轴孔同心。
9.通过采用上述技术方案,操作人员在冷冻筒的筒底壁同心开设轴孔,然后将冷却套与冷冻筒过盈配合安装,从而形成螺旋流道;在定心座上开设定心孔,然后以轴孔为基准将定心座安装在冷冻筒的外筒底壁上,使定心孔和轴孔同心;冰淇淋浆料置入冷冻筒后,操作人员将冷媒由导入口导入螺旋流道并由导出口导出,冷媒直接在冷冻筒的外壁与冷冻筒内部的冰淇淋浆料换热,有利于改善冷冻筒及冷却套整体结构的制冷效果,提高冰淇淋浆料的冷却效率,减少冷传递损耗;同时,冷冻筒通过定心座同心置于外部动力装置上,使搅拌轴由轴孔伸入冷冻筒内配合冷媒搅拌冰淇淋浆料,有利于均匀冷却冰淇淋浆料,定心座减少冷冻筒的外壁为了与外部动力装置连接所需的加工处理,方便在搅拌轴与冷冻筒连接端加装密封结构。
10.可选的,所述定心座位于所述定心孔的外侧开设有定心环槽,所述定心环槽与所述冷冻筒的内壁同轴心。
11.通过采用上述技术方案,定心环槽以冷冻筒的内壁为基准同轴心设置,配合定心孔多次校准搅拌轴安装的轴心位置,有利于进一步提高搅拌轴与冷冻筒内壁的同心度,有
利于减少搅拌轴装配搅拌叶片与冷冻筒内壁产生碰撞。
12.可选的,所述定心座背离所述冷冻筒的侧壁开设有若干螺纹孔。
13.通过采用上述技术方案,螺纹孔方便操作人员快速将定心座固定安装在外部动力装置上,方便后续拆卸维护。
14.可选的,所述定心座与所述冷冻筒之间形成有空腔。
15.通过采用上述技术方案,定心座与冷冻筒之间形成的空腔一方面有利于降低整体结构质量,另一方面空腔在冷冻筒底部形成隔热效果,有利于减少冷却过程中的能量损失。
16.可选的,所述冷冻筒位于自身筒口一侧的外壁套设有环边。
17.通过采用上述技术方案,操作人员制作冷冻筒时在筒口外侧预制环边,装配冷却套过程中,采用如将冷冻筒压入冷却套的方式时,环边为冷却套的套装位置提供定位效果,方便快速定位安装冷却套。
18.可选的,所述冷冻筒的外壁开设有用于配合所述冷却套的内壁压入的螺旋槽。
19.通过采用上述技术方案,操作人员制作冷却套后,预先在冷冻筒外壁预先开设与冷却套配合的螺旋槽,当冷冻筒套装冷却套后,冷却套与冷冻筒的外壁形成螺旋流道的同时螺旋压合至螺旋槽内,从而进一步提高螺旋流道每一周圈的相互密封效果,有利于冷媒螺旋绕流冷冻筒的外壁,改善冷媒针对冷冻筒内部的制冷效果。
20.可选的,所述螺旋槽内设置有密封层一。
21.通过采用上述技术方案,密封层一进一步提高冷却套压合至螺旋槽内的密封效果,减少螺旋流道相邻周圈间冷媒渗漏问题的发生。
22.可选的,所述冷冻筒的外壁位于所述冷却套的两端均设置有密封层二,且所述密封层二密封所述冷却套的两端。
23.通过采用上述技术方案,密封层二有利于提高冷却套两端的密封性,减少冷媒流通在螺旋流道内后由冷却套两端发生渗漏。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.冷媒由导入口导入螺旋流道并由导出口导出,冷媒直接在冷冻筒的外壁与冷冻筒内部的冰淇淋浆料换热,有利于改善整体结构制冷效果,提高冰淇淋浆料的冷却效率,减少冷传递损耗;冷冻筒通过定心座同心置于外部动力装置上,使搅拌轴由轴孔伸入冷冻筒内配合冷媒搅拌冰淇淋浆料,有利于均匀冷却冰淇淋浆料,定心座减少冷冻筒的外壁为了与外部动力装置连接所需的加工处理,方便在搅拌轴与冷冻筒连接端加装密封结构;
26.空腔一方面有利于降低整体结构质量,另一方面空腔在冷冻筒底部形成隔热效果,有利于减少冷却过程中的能量损失;
27.冷却套与冷冻筒的外壁形成螺旋流道的同时螺旋压合至螺旋槽内,进一步提高螺旋流道每一周圈的相互密封效果,有利于冷媒螺旋绕流冷冻筒的外壁,改善冷媒针对冷冻筒内部的制冷效果。
附图说明
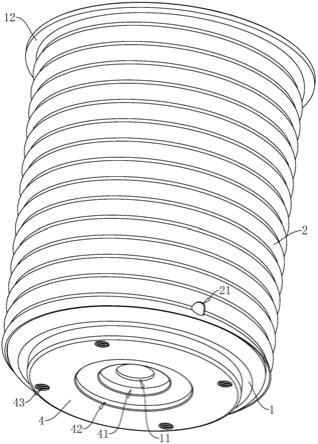
28.图1是本技术实施例1中用于体现蒸发器的结构示意图。
29.图2是本技术实施例1中用于体现螺旋流道、导入口、导出口和空腔的剖视图。
30.图3是本技术实施例2中用于体现冷冻筒和冷却套配合结构的断开剖视图。
31.图4是图3中a部分的放大图,用于体现密封层一和密封层二的结构。
32.附图标记说明,1、冷冻筒;11、轴孔;12、环边;13、螺旋槽;14、密封层一;15、密封层二;2、冷却套;21、导入口;22、导出口;3、螺旋流道;4、定心座;41、定心孔;42、定心环槽;43、螺纹孔;44、空腔。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.本技术实施例公开了一种冰淇淋机用蒸发器。
35.实施例1:
36.参照图1和图2,一种冰淇淋机用蒸发器包括冷冻筒1,冷冻筒1的外壁套设有冷却套2。冷却套2可采用冲压成型的方式使自身内壁形成螺旋槽13结构。冷却套2的内壁与冷冻筒1的外壁过盈配合,装配完成后,冷却套2的内壁与冷冻筒1的外壁之间形成有螺旋流道3,螺旋流道3沿冷冻筒1的轴向螺旋延伸。冷却套2的外侧壁位于冷冻筒1的底部开设有导入口21,冷却套2的外侧壁位于冷冻筒1的顶部开设有导出口22,冷媒由导入口21导入螺旋流道3并由导出口22导出。
37.冷冻筒1和冷却套2均采用食品级金属材料制成,本技术实施例中可采用304不锈钢材料。冷冻筒1和冷却套2可采用压装配合的方式,即将冷冻筒1压入冷却套2内实现过盈配合。
38.冰淇淋浆料置入冷冻筒1后,操作人员将冷媒由导入口21导入螺旋流道3并由导出口22导出,冷媒沿螺旋流道3螺旋流动并直接在冷冻筒1的外壁与冷冻筒1内部的冰淇淋浆料换热,相较于冷却盘管的换热形式减少冷传递损耗,改善了冷冻筒1及冷却套2整体结构制冷效果,提高冰淇淋浆料的冷却效率。
39.参照图1,操作人员制作冷冻筒1时在筒口外侧预制有环边12,环边12套设在冷冻筒1外侧,压装冷却套2过程中,将冷冻筒1的底部朝向冷却套2内压入,环边12为冷却套2的套装位置提供定位效果,方便快速定位安装冷却套2。
40.参照图1和图2,冷冻筒1的筒底壁中心开设有用以后续穿接搅拌轴的轴孔11,冷冻筒1的外筒底壁同轴心固定有定心座4。定心座4的底面中心开设有定心孔41,定心孔41的孔径大于轴孔11并且定心孔41与轴孔11同心。定心座4位于定心孔41的外侧开设有定心环槽42,定心环槽42与冷冻筒1的内壁同轴心。定心座4与冷冻筒1可采用焊接方式连接。定心座4可采用型材,使定心座4与冷冻筒1之间形成有空腔44。定心座4的底面周向均匀开设有若干螺纹孔43,本技术实施例中以四个螺纹孔43为例,在其他实施方式中也可以设置为其他数量。
41.操作人员预先在冷冻筒1的底面开设轴孔11,以轴孔11为基准将定心座4焊接在冷冻筒1的外筒底壁上并使定心孔41与轴孔11同心。然后以冷冻筒1的内壁为基准同轴心开设定心环槽42。定心环槽42配合定心孔41多次校准搅拌轴安装的轴心位置,有利于进一步提高后续轴孔11处穿入的搅拌轴与冷冻筒1内壁的同心度,减少搅拌轴装配搅拌叶片与冷冻筒1内壁产生碰撞的问题。螺纹孔43方便操作人员快速将定心座4固定安装在外部动力装置上,方便后续拆卸维护。定心座4与冷冻筒1之间形成的空腔44一方面有利于降低整体结构质量,另一方面空腔44在冷冻筒1底部形成隔热效果,有利于减少冷却过程中的能量损失。
42.实施例1的实施原理为:操作人员在冷冻筒1的筒底壁同心开设轴孔11,然后将冷却套2与冷冻筒1压装配合以形成螺旋流道3。以轴孔11为基准将定心座4焊接在冷冻筒1的外筒底壁上,方便后续冷冻筒1通过定心座4同心置于外部动力装置上。冷媒由导入口21导入螺旋流道3后螺旋绕出导出口22,从而针对冷冻筒1内的冰淇淋浆料进行换热冷却。搅拌轴由轴孔11伸入冷冻筒1内配合冷媒搅拌冰淇淋浆料,有利于均匀冷却冰淇淋浆料。定心座4减少冷冻筒1的外壁为了与外部动力装置连接所需的加工处理,方便在搅拌轴与冷冻筒1连接端加装密封结构,减少搅拌轴穿入轴孔11后工作过程中发生渗漏的问题。
43.实施例2:
44.参照图3和图4,本实施例与实施例1的不同之处在于,冷冻筒1的外壁开设有螺旋槽13,螺旋槽13与压装配合的冷却套2螺旋预压结构相契合。螺旋槽13内设置有密封层一14。密封层一14可采用防冻密封胶材料、耐低温密封橡胶材料等,冷却套2压入螺旋槽13后与密封层一14密封接合。
45.冷冻筒1的外壁位于冷却套2的两端均设置有密封层二15,密封层二15密封冷却套2的两端。密封层二15可采用防冻密封胶材料、耐低温密封橡胶材料等。密封层二15有利于提高冷却套2两端的密封性,减少冷媒流通在螺旋流道3内后由冷却套2两端发生渗漏。
46.实施例2的实施原理为:操作人员压装冷冻筒1和冷却套2后,冷却套2与冷冻筒1的外壁形成螺旋流道3。同时,冷却套2自身压制的螺旋结构压合至螺旋槽13内并与密封层一14密封接合,最后在冷却套2两端封填密封层二15。螺旋流道3及密封层一14提高螺旋流道3每一周圈的相互密封效果,有利于冷媒螺旋绕流冷冻筒1的外壁,改善冷媒针对冷冻筒1内部的制冷效果。螺旋槽13提高冷冻筒1和冷却套2压合后的轴向稳定性。密封层二15在冷却套2两端形成对冷却套2的限位作用及密封作用,提高冷却套2和冷冻筒1压装接合的稳定性以及冷却套2两端的密封性。
47.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。