一种so3磺化系统的节能环保装置
技术领域
1.本实用新型涉及一种so3磺化系统的节能环保装置,尤其适用于污水浓缩回收系统。
背景技术:
2.so3磺化包含硫磺燃烧生产so2、so3生成、磺化、中和和干燥系统,还有几个部分会产生三废造成无机盐和cod增加,如磺化尾气处理系统产生污水和静电酸,干燥系统废气会排放一些voc。处理这些三废都需要较大的费用,而且会增加环境压力。上述过程中包含以下几个产生热量的工艺过程可以进行回收。下面进行简单介绍:
3.(1)硫磺燃烧放热生产600
‑
700℃的气体再冷却到440℃去转化塔;
4.(2)转化塔一层so2转化so3放热产生500
‑
650℃的气体需要冷却到440℃去二层;
5.(3)转化塔出口440℃的高温so3气体在第一冷却器进行冷却到160℃;
6.(4)so3气体在第二、三冷却器从160℃冷却到70℃以下。
7.目前,热量回收工艺主要有以下几种:第一种,so2冷却器、so3转化塔一层冷却器、so3第一冷却器使用风冷生成高温热风(一般大于300℃)去热回收装置进行回收,回收后150℃热风放空或去空气干燥再生系统。所用热回收装置有热管、翅片或预热锅炉等形式。而so3第二、三冷却器热风温度比较低约100
‑
200℃,一般和来自热回收系统的热风混合去放空或者去空气干燥再生系统。这种方案主要造成热风放空浪费很大一部分能量。
8.第二种,直接使用锅炉冷却so3第一冷却器,so3气体从440℃下降到160℃,回收热量生成蒸汽。而so2冷却器、so3转化塔一层冷却器因为温度较高无法直接使用锅炉回收,一般使用风冷生成大于300℃的热风和来自so3第二、三冷却器约100
‑
200℃的热风冷混合放空或者去空气再生系统。这种方案虽然充分利用了so3第一冷却器的能量,但so2冷却器、so3转化塔一层冷却器的高温热风和so3第二、三冷却器的中温热风没有得到回收和利用。同时so3是腐蚀性介质,直接使用锅炉冷却,容易造成设备腐蚀,风险较大,尤其是空气干燥系统故障,空气露点不好,或者so3发生系统开停车次数多,风险会增加。
9.热回收根据效率不同可以选择直接热回收,直接使用水冷却产生热量效率较高,比如so3第一冷却器把440℃冷却到160℃使用蒸汽锅炉冷却刚好可以产生约0.5mpa的低压蒸汽。而so2冷却器把600
‑
700℃的气体再冷却到440℃和转化塔一层冷却器把500
‑
650℃气体需要冷却到440℃使用锅炉冷却要求较高,因440℃对于蒸汽压力太高防止超压。如cn 211988542 u《一种膜式磺化节能系统》中介绍可以对其中两部分高温工艺进行回收。另外,so3第二、三冷却器把160℃冷却到70℃以下基本无法产生蒸汽,一般作为干燥器干燥剂的再生使用。间接热回收是使用空气作为冷却介质产生热风,高温热风使用锅炉冷却到160℃和来自so3第二、三冷却器的热风会和去干燥器干燥剂的再生使用,同时产生约0.5mpa的低压蒸汽,因间接冷却产生160℃的热风无法进行回收,所以回收效率较低。但间接回收可以同时对上述三部分高温工艺进行回收,工艺比较简洁、安全,回收后的热空气刚好可以去再生。
10.对比上述两种方法,从回收效率进行计算,回收产生蒸汽,按间接热回收法是直接热回收法的50%效率计算,结果如下表1:
11.表1
[0012][0013]
由上表可以看出:(1)直接法比间接法大25%的回收率;(2)直接法不能回收转化塔一层冷却器的热量,因为干燥剂再生需要这部分热量。
[0014]
从设备投资角度考虑,直接热回收法法so2冷却器回收因温度高达到440℃,风险大,可能属于高压设备。间接热回收法属于简单压力容器,风险小。
[0015]
从安全性考虑,《化工安全防火防爆安全技术》,化工防火防爆基本要求,工艺参数的措施中明确规定正确选择传热介质中提到,正确选择和使用热载体如水蒸气、热水、烟道气、联苯醚、液体石蜡、熔盐、熔融金属等,对加热过程的安全控制具有十分重要的意义。避免使用与反应物料性质相抵触的物质作传热介质。蒸汽锅炉使用的热载体是水,而工艺过程的介质是so2和so3,物料性质相抵触,容易产生腐蚀,泄露后会出现较大生产事故,甚至产生爆炸,安全隐患较大。
技术实现要素:
[0016]
本实用新型的目的在于针对目前制造工艺和制造设备的缺陷,提出了一种so3磺化系统的节能环保装置,既可以回收so2冷却器、so3转化塔冷却器、so3第一冷却器产生的高温热风去制备蒸汽,回收后的热风与so3第二冷却器的的中温热风再进行综合利用变废为宝,实现能量利用最大化,同时能够保证热回收装置的安全性,减少系统风险。
[0017]
本实用新型所述一种so3磺化系统的节能环保装置,包括转化塔,所述转化塔内分别设置so2冷却器和转化塔冷却器;所述转化塔下端连接so3第一冷却器和so3第二冷却器;所述so2冷却器、转化塔冷却器和so3第一冷却器的冷却风出口管分别连接蒸汽回收器的入口管,所述蒸汽回收器的热风出口管与所述so3第二冷却器的冷却风出口管相连并共同连接到回收器;所述回收器的底部和循环泵相连,所述循环泵的出口管连接到所述回收器的内部。
[0018]
所述回收器两端分别设有进气口和出气口,所述出气口连接碱洗塔;所述回收器底部设有循环液出口,所述循环液出口管道上连接有循环泵,所述循环泵连接到循环液进口;所述回收器内部焊接有再分布板,所述再分布板前部安装有喷头,所述喷头连接在循环液进口管道上;所述回收器后部还设有回收液排放口和循环液补充口。
[0019]
本实用新型的有益效果如下:
[0020]
(1)安全性:so2冷却器、转化塔冷却器、so3第一冷却器全部使用风冷,可以提高设备安全性,防止so3腐蚀。
[0021]
(2)高效性:不仅回收高温气体制备蒸汽,而且回收中温气体,放空温度小于50℃。
[0022]
(3)环保性:中温热风高效利用,回收so3磺化干燥系统的污水中的有效成分,变废为宝。可以有效回收硫酸盐和油脂,大幅降低污水硫酸根以及cod。
附图说明
[0023]
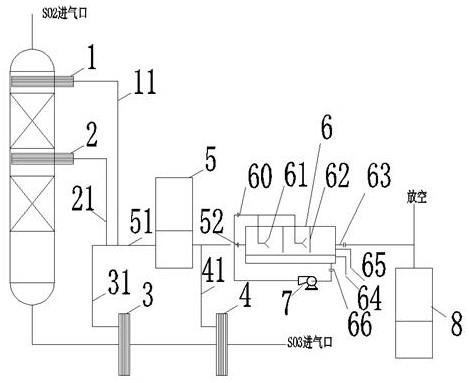
图1是本实用新型的连接示意图。
[0024]
图2为所述回收器6的放大结构示意图。
[0025]
图中:1、so2冷却器;2、转化塔冷却器;3、so3第一冷却器;4、so3第二冷却器;5、蒸汽回收器;51、入口管;52、热风出口管;6、回收器;60、循环液进口;61、喷头;62、再分布板;63、出气口;64、回收液排放口;65、循环液补充口;66、循环液出口;7、循环泵;8、碱洗塔。
具体实施方式
[0026]
下面将结合附图对本实用新型作进一步的说明。
实施例
[0027]
一种so3磺化系统的节能环保装置,包括转化塔,所述转化塔内分别设置so2冷却器1和转化塔冷却器2;所述转化塔下端连接so3第一冷却器3和so3第二冷却器4;所述so2冷却器1、转化塔冷却器2和so3第一冷却器3的冷却风出口管分别连接蒸汽回收器5的入口管51,所述蒸汽回收器5的热风出口管52与所述so3第二冷却器4的冷却风出口管相连并共同连接到回收器6;所述回收器6的底部和循环泵7相连,所述循环泵7的出口管连接到所述回收器6的内部。
[0028]
本实用新型的工作原理:所述so2冷却器1、转化塔冷却器2和so3第一冷却器3冷却后的高温热风经过蒸汽回收器5进行热回收制备蒸汽,热风出口管52排出热风和来自so3第二冷却器4的冷却风混合后通入回收器6回收热能,最后和来自碱洗塔8的废气会和进行放空。所述回收器6底部和循环泵7相连,循环泵7的出口连接到回收器6的进口。
[0029]
所述so2冷却器1、转化塔冷却器2、so3第一冷却器3使用风冷得到大于300℃的高温热风回收后用于制备蒸汽,回收后的中温热风温度约130℃以上。风冷安全性较高,可以有效防止设备受到酸性气体的腐蚀。130℃以上的中温热风和so3第二冷却器4的冷却风(温度大于100℃)在回收器6中进行二次回收,经过回收后废气放空温度约50℃,能量再次得到极大利用。
[0030]
所述回收器6与蒸汽回收器5的热风出口管52相连,其上设有出气口63,所述回收器6的出气口63连接碱洗塔8。所述回收器6的内部焊接再分布板62,在再分布板前部安装有喷头61,喷头通过管道连接回收器循环液进口60处的管道,回收器底部有循环液出口66,通过输送泵7连接循环液进口60,回收器后部还连接回收液排放口64和循环液补充口65。热空气经过进气口进入回收器,循环液经过喷头61分散后,和循环液一起高速通过再分布板62,并和热空气充分接触。因空气中水汽分压低,部分水汽化到空气中,降低热空气温度,还有部分未汽化的液体掉落到回收器底部。同理,吸收水汽的热空气再次和循环液充分接触再
次降温。经过多次回收废气最后下降到50℃以下。
[0031]
所述回收器6使用水汽直接混合蒸发降温。所用循环液是碱洗液、洗涤液等污水,这些污水经过浓缩分离,可以回收硫酸盐和油脂。