1.本发明属于打标设备技术领域,具体涉及一种卷带快装模组,以及一种应用有卷带快装模组的激光打标机。
背景技术:
2.激光打标机是利用激光束在各种不同的物质表面打上标记,其中针对标签卷带的激光打标机,处理主要是将需要加工的标签卷带放置在高能量密度的激光束下,利用光热效应使得标签卷带表面发生氧化等现象,从而在标签卷带的表面刻画出复杂精美的图案及线条,因为激光加工对标签卷带的处理具有表面变形量小,加工精度高等特点,激光加工技术在卷料生产领域显得愈发重要。
3.但是,现有的打标机在使用上具有以下问题:现有的打标机是由固定位置的主动转辊与传动转辊将卷带压紧,然后通过主动转辊转动将卷带向外传输,从而实现连续对卷带的打标;如果在打标完成后需要更换新的标签卷带,必须拆下传动转辊后才能安装新的标签卷带,无法及时有效地更换标签卷带。
技术实现要素:
4.为了克服现有技术的不足,本发明提供一种具有打标机,以解决现有技术的更换新的标签卷带,必须拆下传动转辊后才能安装新的标签卷带,无法及时有效地更换标签卷带的问题。
5.本发明提供了一种卷带快装模组,设置在主板上,包括:主动转辊组件,可转动固定在所述主板上;压合转辊组件,可上下滑动地设置在所述主板上;所述压合转辊组件设置在主动转辊组件上方,用于将标签带压紧在压合转辊组件与主动转辊组件之间,沿主动转辊组件的转动方向将标签带向外传出;手柄组件,可转动固定在所述主板上;所述手柄组件的一端抵接设置在所述压合转辊组件下方,用于抬升压合转辊组件向上滑动与主动转辊组件分离,实现标签卷带的快速安装。
6.作为本发明的进一步优选方案,还包括:安装组件,所述安装组件包括第一安装板、第二安装板;所述主板具有第一表面、第二表面;所述第一安装板通过标签托板设置在所述第一表面一侧;所述第二安装板设置在所述第二表面一侧;所述主动转辊组件可转动固定在所述第一安装板、主板之间;轴承板组件,包括主动轴承板、从动轴承板;所述第一安装板具有第三表面、第四表面;所述主动轴承板上下可滑动设置在所述第三表面;所述第二安装板具有第五表面、第六表面;所述从动轴承板上下可滑动设置在第五表面;所述压合转辊组件可转动固定在所述主动轴承板、从动轴承板之间;所述压合转辊组件具有压合转辊,且压合转辊的下端与主动转辊组件的上端相接触。
7.作为本发明的进一步优选方案,所述第三表面纵向镶嵌设置有第一导轨,且第一导轨滑动设置有第一滑块;所述第一滑块上固定设置有主动轴承板;所述第五表面纵向镶嵌设置有第二导轨,且第二导轨上滑动设置有第二滑块;所述第二滑块上固定设置有传动轴承板。
8.作为本发明的进一步优选方案,所述手柄组件至少设置包括一个拨动手柄,所述拨动手柄包括相交的动力臂与阻力臂;所述动力臂与阻力臂的相交处固定有手柄轴,所述手柄轴水平设置于主板、第一安装板之间;所述手柄轴与主板、第一安装板可转动固定;和/或,手柄组件包括第一拨动手柄、第二拨动手柄;所述第一拨动手柄位于第三表面外侧;所述第二拨动手柄位于第二表面外侧;所述第二拨动手柄通过手柄轴与第一拨动手柄传动连接。
9.作为本发明的进一步优选方案,所述第三表面具有第一通孔贯通至第四表面;所述第五表面具有第二通孔贯通至第六表面;所述主板上具有对应第二通孔的避让孔,且第二通孔与第一通孔高度位置相同;所述第四表面外侧设置有第一轴承座,所述第一轴承座具有第一连接杆,所述第一连接杆穿过第一通孔与主动轴承板连接;第二表面外侧设置有第二轴承座,所述第二轴承座具有第二连接杆,所述第二连接杆穿过第二通孔与传动轴承板相连接;所述压合转辊组件的一端可转动固定在第一轴承座上,所述压合转辊组件的另一端可转动固定在所述第二轴承座上。
10.作为本发明的进一步优选方案,所述第一安装板顶部具有垂直延伸至第一通孔的贯穿孔,所述贯穿孔内部设置有导向插销;所述导向插销可活动贯穿第一连接杆,所述导向插销连接在第一安装板上;所述第一连接杆上方与第一通孔之间设置有弹簧,且弹簧套接于导向插销外圈面;和/或,所述第二安装板顶部具有垂直延伸至第二通孔的贯穿孔,所述贯穿孔内部设置有导向插销;所述导向插销可活动贯穿第二连接杆,所述导向插销连接在第二安装板上;所述第二连接杆上方与第二通孔之间设置有弹簧,且弹簧套接于导向插销外圈面;所述弹簧用于将压合转辊组件下压在主动转辊组件上。
11.作为本发明的进一步优选方案,一种快速安装标签卷带的打标机,包括:供料机构,用于放置标签卷带,并传出标签卷带;涨紧机构,设置在所述供料机构一侧,用于令标签卷带绷紧;卷带快装模组,包括压合转辊组件、主动转辊组件,用于带动标签卷带连续打标;以及手柄组件,用于抬升压合转辊组件向上滑动与主动转辊组件分离,实现标签卷带的快速安装;激光打标装置,设置于所述涨紧机构、卷带快装模组之间位置的上方,用于在标签卷带上打印出标记;其中,所述卷带快装模组为上述多个方案中任意一个所述的卷带快装模组。
12.作为本发明的进一步优选方案,还包括机柜,所述机柜包括机柜面板,以及安装在机柜面板上的第一主板支板、第二主板支板、安装立柱;所述激光打标装置可调位置固定在安装立柱上;所述第一主板支板、第二主板支板上安装有主板;所述涨紧机构、卷带快装模组设置在主板的第一表面上;所述供料机构设置在第一主板支板上,且供料机构位主体位于第一表面旁边。
13.作为本发明的进一步优选方案,所述供料机构包括有轴承安装座以及可转动固定在轴承安装座上的转盘轴;所述轴承安装座固定在第一主板支板上,且所述轴承安装座位于主板的第二表面旁边;所述转盘轴上设置有挡料盘、弹簧压盘,所述弹簧压盘朝向挡料盘,用于将标签卷带压紧在挡料盘上;和/或,所述挡料盘上设置有第一定位转盘,用于挡住标签卷带;所述弹簧压盘上设置有与第一定位转盘平行的第二定位转盘,用于压紧标签卷带在第一定位转盘上。
14.作为本发明的进一步优选方案,所述供料机构另一侧设置有制动组件;所述制动组件包括制动器安装座以及设置在制动器安装座上的制动器,所述制动器安装座固定在机柜面板上;所述制动器与转盘轴连接,用于制动转盘轴,防止转盘轴上固定的标签卷带在惯性作用下转动。
15.作为本发明的进一步优选方案,所述涨紧机构包括有至少一个定位滚筒以及至少一个涨紧组件;所述定位滚筒与涨紧组件之间具有高度差;所述定位滚筒可转动设置在主板第一表面上;所述定位滚筒上设置有定位圈,用于定位标签卷带。
16.作为本发明的进一步优选方案,所述涨紧组件包括第一弹簧座、第二弹簧座、滑动滚筒;所述第一弹簧座通过连接杆固定在主板第一表面上,所述第二弹簧座固定在主板第二表面上;所述第一弹簧座上设置有第三通孔,第二弹簧座上设置有第四通孔;所述第三通孔与第四通孔位于同一高度位置,且主板上具有与第四通孔对应的避让孔;所述滑动滚筒具有滑动滚轴,所述滑动滚轴水平容置于第三通孔、第四通孔内,且所述滑动滚轴外圈可转动固定有滑动滚筒;和/或,所述第一弹簧座顶端具有贯穿至第三通孔的贯穿孔,所述第二弹簧座顶端具有贯穿至第四通孔的贯穿孔;所述贯穿孔内设置有导向插销,且导向插销活动贯穿滑动滚轴;所述导向插销外圈面设置有弹簧,所述弹簧位于滑动滚轴下端面与第三通孔、第四通孔底部之间,用于将滑动滚轴向上顶起,使经过滑动滚筒的标签卷带绷紧。
17.作为本发明的进一步优选方案,所述主动转辊组件包括有主动辊轴以及套接于主动转辊外侧的主动转辊;所述主动辊轴可转动固定在主板、第一安装板之间;所述主动辊轴两端通过轴承可转动固定在主板、第一安装板上;和/或,所述打标机还包括驱动机构,所述驱动机构通过安装座设置于主板第二表面的旁边,且驱动机构通过同步组件与主动辊轴传动连接。
18.作为本发明的进一步优选方案,所述打标机还包括标签托板,水平设置在所述涨紧机构与所述主动转辊组件之间,用于托起标签卷带;所述标签托板具有第七表面以及导向面;所述第七表面高出与涨紧机构传出标签卷带的下端面;所述导向面设置在标签托板朝向涨紧机构的一侧,用于导向过渡标签卷带,令标签卷带平铺在第七表面上。
19.作为本发明的进一步优选方案,所述压合转辊、主动转辊、定位滚筒、滑动滚筒的外周面设置有防尘槽,用于将灰尘汇集在防尘槽内,防止灰尘在转辊或滚筒表面堆积聚集;和/或,所述防尘槽为v形槽。
20.本发明所提供的一种快速安装标签卷带的打标机具有以下有益效果:1、本发明提出的一种快速安装标签卷带的打标机,在更换新的标签卷带时,通过手柄组件抬升压合转辊组件,无须拆下转辊就能安装新的标签卷带,可以及时有效地更换标签卷带。
21.2、本发明提出的一种快速安装标签卷带的打标机,打标机的前端设置有涨紧机构,以防止卷带松弛。
22.3、本发明提出的一种快速安装标签卷带的打标机,通过在转辊或滚筒的外周面设置防尘槽,随着转辊或滚筒的转动,落在表面的灰尘会逐渐汇集落入到防尘槽两侧槽壁或槽底,防止灰尘在转辊或滚筒表面堆积聚集,保证转辊或滚筒外周面的洁净。只需要定期将转辊或滚筒拆下清洗除尘即可。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
24.图1表示本发明的卷带快装模组结构示意图;图2表示本发明的卷带快装模组的爆炸示意图;图3表示本发明的主动转辊结构示意图;图4表示本发明的手柄组件结构示意图;图5表示本发明的第一拨动手柄结构示意图;图6表示本发明的第一安装板立体结构示意图;图7表示本发明的第一安装板立体另一面的立体结构示意图;图8表示本发明的第二安装板立体结构示意图;图9表示本发明的第二安装板立体另一面的立体结构示意图;图10表示本发明的供料机构立体结构示意图;图11表示本发明的供料机构正视结构示意图;图12表示本发明的涨紧机构结构示意图;图13表示本发明的涨紧组件结构示意图;图14表示本发明的打标机机柜内部结构示意图;图15表示本发明的打标机机柜内部结构正视示意图;图16表示本发明的打标机整体结构示意图;图17表示本发明的打标机整体另一角度结构示意图;图18表示本发明的打标机中防尘槽的结构示意图。
25.其中,100、主动转辊组件;110、主动转辊;120、驱动机构;130、同步组件;140、标签托板;141、第七表面;142、导向面;200、压合转辊组件;210、压合转辊;300、手柄组件;310、第一拨动手柄;311、动力臂;312、阻力臂;313、手柄轴;320、第二拨动手柄;400、安装组件;410、第一安装板;411、第三表面;412、第四表面;413、第一导轨;414、第一通孔;420、第二安装板;421、第五表面;422、第六表面;423、第二导轨;424、第二通孔;430、第一轴承座;431、第一连接杆;440、第二轴承座;441、第二连接杆;500、轴承板组件;510、主动轴承板;520、从动轴承板;
600、供料机构;610、轴承安装座;620、转盘轴;630、挡料盘;631、第一定位转盘;640、弹簧压盘;641、第二定位转盘;650、制动组件;651、制动器安装座;652、制动器;700、涨紧机构;710、定位滚筒;711、定位圈;720、涨紧组件;721、第一弹簧座;722、第二弹簧座;723、第三通孔;724、第四通孔;730、滑动滚筒;731、滑动滚轴;800、激光打标装置;810、激光打标头;900、机柜;910、机柜面板;911、第一主板支板;912、第二主板支板;913、安装立柱;920、立板;921、第一表面;922、第二表面;930、显示器;940、观察窗;950、出纸口;960、第一转动门;970、第二转动门;980、第三转动门;1000、防尘槽。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
28.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”或者“及/或”,其含义包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
29.本发明其中一实施例提供了一种卷带快装模组,如图1-图4所示,设置在立板920上,包括:主动转辊组件100,可转动固定在所述立板920上;压合转辊组件200,可上下滑动地设置在所述立板920上;所述压合转辊组件200设置在主动转辊组件100上方,用于将标签带压紧在压合转辊组件200与主动转辊组件100之间,沿主动转辊组件100的转动方向将标签卷带向外传出;手柄组件300,可转动固定在所述立板920上;所述手柄组件300的一端抵接设置在所述压合转辊组件200下方,用于抬升压合转辊组件200向上滑动与主动转辊组件100分离,实现标签卷带的快速安装。
30.在本实施例中,所述主动转辊组件100外部连接由动力源,使主动转辊组件100以主动辊轴进行旋转,为标签卷带的传输提供动力。在主动转辊组件100中的转辊转动时,经过转辊表面的标签卷带与转辊之间产生摩檫力,带动标签卷带向外传出。
31.进一步的,所述压合转辊组件200可以由主动转辊组件100带动,从而实现同步运
动,压合转辊组件200通过弹性件下压在主动转辊组件100上,令标签卷带更好地贴紧在主动转辊组件100上,提高标签卷带与主动转辊组件100之间地静摩擦力,同时,压合转辊组件200中的转辊下端通过摩擦力带动与之接触的标签卷带,提高了卷带快装模组对标签卷带传动效率。
32.以及,所述手柄组件300通过支点可转动地安装在立板920上,并且手柄组件300中的手柄通过支点形成杠杆。手柄的一端抵接在压合转辊的下方,在向下拨动手柄的另一端时,手柄与压合转辊组件200抵接的一端向上抬升,使压合转辊组件200向上移动,与主动转辊组件100分离形成空隙,便于通过空隙便于安装新的标签卷带,不需要对压合转辊组件200进行拆除。在安装好标签卷带后,松开手柄,压合转辊组件200下压复位,将新的标签卷带夹紧在压合转辊组件200与主动转辊组件100之间。
33.在其中一个实施例中,还包括:安装组件400,所述安装组件400包括第一安装板410、第二安装板420;所述立板920具有第一表面921、第二表面922;所述第一安装板410通过标签托板140设置在所述第一表面921一侧;所述第二安装板420设置在所述第二表面922一侧;所述主动转辊组件100可转动固定在所述第一安装板410、立板920之间;轴承板组件500,包括主动轴承板510、从动轴承板520;所述第一安装板410具有第三表面411、第四表面412;所述主动轴承板510上下可滑动设置在所述第三表面411;所述第二安装板420具有第五表面421、第六表面422;所述从动轴承板520上下可滑动设置在第五表面421;所述压合转辊组件200可转动固定在所述主动轴承板510、从动轴承板520之间;所述压合转辊组件200具有压合转辊210,且压合转辊210的下端与主动转辊组件100的上端相接触。
34.在本实施例中,通过立板920与安装组件400固定主动转辊组件100,令主动转辊组件100中的主动转辊110可以在第一安装板410、立板920之间进行转动,从而带动标签卷带进行移动;以及轴承板组件500滑动设置在安装组件400上,通过轴承板组件500的主动轴承板510与从动轴承板520固定压合转辊组件200,令压合转辊组件200中的压合转辊210可以在主动轴承板510、从动轴承板520之间进行转动;基于上述设计,不仅可以实现压合转辊组件200的灵活移动,而且压合转辊组件200与主动转辊组件100的固定结构互相独立,在维修保养时可以单独拆出压合转辊组件200或主动转辊组件100,便于保养维护。
35.在其中一个实施例中,所述第三表面411纵向镶嵌设置有第一导轨413,且第一导轨413滑动设置有第一滑块;所述第一滑块上固定设置有主动轴承板510;所述第五表面421纵向镶嵌设置有第二导轨423,且第二导轨423上滑动设置有第二滑块;所述第二滑块上固定设置有从动轴承板520。
36.在本实施例中,通过第一导轨413、第二导轨423上的第一滑块、第二滑块分别安装主动轴承板510、从动轴承板520;基于上述设计,不仅可以实现轴承板组件500的上下滑动,并且通过第一导轨413、第二导轨423减小轴承板收到的摩檫力,可以令轴承板组件500的滑动更加的流畅。
37.如图5所示,在其中一个实施例中,所述手柄组件300至少设置包括一个拨动手柄,所述拨动手柄包括相交的动力臂311与阻力臂312;所述动力臂311与阻力臂312的相交处固定有手柄轴313,所述手柄轴313水平设置于立板920、第一安装板410之间;所述手柄轴313与立板920、第一安装板410可转动固定;
和/或,手柄组件300包括第一拨动手柄310、第二拨动手柄320;所述第一拨动手柄310位于第三表面411外侧;所述第二拨动手柄320位于第二表面922外侧;所述第二拨动手柄320通过手柄轴313与第一拨动手柄310传动连接。
38.在本实施例中,所述阻力臂312末端具有半圆形凸块,通过半圆形凸块与主动轴承板510下端抵接;在拨动所述动力臂311下压时,所述手柄轴313作为拨动手柄的转动支点,令阻力臂312向上抬升,通过半圆形凸块有利于提高主动轴承板510上升的流畅性;以及,所述第二拨动手柄320具有与第一拨动手柄310结构相同的阻力臂及半圆形凸块,所述半圆形凸块抵接在从动轴承板520的下端。手柄轴313转动的过程中,同时带动第二表面922外侧的第二拨动手柄320进行转动,令第二拨动手柄320的阻力臂312向上抬升,从而实现从动轴承板520与主动轴承板510的同步移动。
39.基于上述结构设计,不仅可以确保在拨动手柄组件300时,轴承板组件500同步升降,使压合转辊组件200平稳升降,防止出现压合转辊组件200的两端出现高低差,而且有助于提高压合转辊组件200的升降稳定性。
40.如图6、图7所示,在其中一个实施例中,所述第三表面411具有第一通孔414贯通至第四表面412;所述第五表面421具有第二通孔424贯通至第六表面422;所述立板920上具有对应第二通孔424的避让孔,且第二通孔424与第一通孔414高度位置相同;所述第四表面412外侧设置有第一轴承座430,所述第一轴承座430具有第一连接杆431,所述第一连接杆431穿过第一通孔414与主动轴承板510连接;第二表面922外侧设置有第二轴承座440,所述第二轴承座440具有第二连接杆441,所述第二连接杆441穿过第二通孔424与从动轴承板520相连接;所述压合转辊组件200的一端可转动固定在第一轴承座430上,所述压合转辊组件200的另一端可转动固定在所述第二轴承座440上。
41.在本实施例中,所述第一连接杆431与主动轴承板510镶嵌固定,所述第二连接杆441与从动轴承板520镶嵌固定。所述第一轴承座430通过轴承与压合转辊组件200的压合转辊轴一端可转动固定,所述第二轴承座440通过轴承与压合转辊组件200的压合转辊轴另一端可转动固定。
42.以及,所述第一通孔414略宽于第一连接杆431的宽度,所述第二通孔424略宽于第二连接杆441的宽度,基于上述设计,不仅可以令第一连接杆431、第二连接杆441在第一通孔414、第二通孔424进行上下移动,而且可以防止第一连接杆431、第二连接杆441发生偏移,确保压合转辊组件200的平稳升降。
43.如图8、图9所示,在其中一个实施例中,所述第一安装板410顶部具有垂直延伸至第一通孔414的贯穿孔,所述贯穿孔内部设置有导向插销;所述导向插销可活动贯穿第一连接杆431,所述导向插销连接在第一安装板410上;所述第一连接杆431上方与第一通孔414之间设置有弹簧,且弹簧套接于导向插销外圈面;和/或,所述第二安装板420顶部具有垂直延伸至第二通孔424的贯穿孔,所述贯穿孔内部设置有导向插销;所述导向插销可活动贯穿第二连接杆441,所述导向插销连接在第二安装板420上;所述第二连接杆441上方与第二通孔424之间设置有弹簧,且弹簧套接于导向插销外圈面;所述弹簧用于将压合转辊组件200下压主动转辊组件100上。
44.在本实施例中,所述第一通孔414在第一安装板410上形成有上、下接触端面,所述第二通孔424在第二安装板420上形成有上、下接触端面。导向插销沿第一安装板410的贯穿
孔可活动贯穿第一连接杆431后,在第一通孔414的下接触端面与第一安装板410螺纹连接;导向插销沿第二安装板420的贯穿孔可活动贯穿第二连接杆441后,第二连接杆441之后,在第二通孔424的下接触端面与第二安装板420螺纹连接;所述弹簧设置在第一连接杆431与第一通孔414上接触端面、第二连接杆441与第二通孔424上接触端面之间。
45.具体的,弹簧将第一连接杆431、第二连接杆441向下接触端面推动,从而实现连接第一轴承座430、第二轴承座440上的压合转辊组件200下压,将标签卷带压紧在主动转辊组件100上。基于上述设计,在通过手柄组件300使压合转辊组件200抬升安装标签卷带时,弹簧收缩积蓄弹性势能。在松开手柄组件300后,弹簧舒张释放弹性势能,令压合转辊组件200下压,将更换好的标签卷带压紧在主动转辊组件100上,可以简单快捷地实现更换标签卷带的目的。
46.如图14、图15所示,在其中一个实施例中,一种快速安装标签卷带的打标机,包括:供料机构600,用于放置标签卷带,并传出标签卷带;涨紧机构700,设置在所述供料机构600一侧,用于令标签卷带绷紧;卷带快装模组,包括压合转辊组件200、主动转辊组件100,用于带动标签卷带连续打标;以及手柄组件300,用于抬升压合转辊组件200向上滑动与主动转辊组件100分离,实现标签卷带的快速安装;激光打标装置800,设置于所述涨紧机构700、卷带快装模组之间位置的上方,用于在标签卷带上打印出标记;其中,所述卷带快装模组为上述多个实施例中任意一个所述的卷带快装模组。
47.在本实施例中,供料机构600可转动固定有标签卷带,通过标签卷带的旋转向外传出标签卷带。
48.然后,由供料机构600传出的标签卷带,经过涨紧机构700的多个滚轮的外周面进行传输,并且涨紧机构700令标签卷带绷紧,防止标签卷带出现褶皱。
49.以及,所述主动转辊组件100外部连接由动力源,使主动转辊组件100以主动转辊轴进行旋转,为标签卷带的传输提供动力。在主动转辊组件100中的转辊转动时,经过转辊表面的标签卷带与转辊之间产生摩檫力,带动标签卷带向外传出。所述压合转辊组件200可以由主动转辊组件100带动,从而实现同步运动,压合转辊组件200通过弹性件下压在主动转辊组件100上,令标签卷带更好地贴紧在主动转辊组件100上,提高标签卷带与主动转辊组件100之间的静摩擦力,同时,压合转辊组件200中的转辊下端通过摩擦力带动与之接触的标签卷带,提高了卷带快装模组对标签卷带传动效率。
50.进一步的,激光打标装置800具有激光打标头810,所述激光打标头810位于所述涨紧机构700、卷带快装模组之间位置上方,所述激光打标装置800的光纤激光器生成的激光束,经过激光打标装置800内部的光路后,由激光打标头810向下射出,照射在呈平面绷紧于所述涨紧机构700、卷带快装模组之间的标签卷带上,最后完成打标作业。
51.在其中一个实施例中,还包括机柜900,所述机柜900包括机柜面板910,以及安装在机柜面板910上的第一主板支板911、第二主板支板912、安装立柱913;所述激光打标装置800可调位置固定在安装立柱913上;所述第一主板支板911、第二主板支板912上安装有立板920;所述涨紧机构700、卷带快装模组设置在立板920的第一表面921上;所述供料机构600设置在第一主板支板911上,且供料机构600位主体位于第一表面921旁边。
52.在本实施例中,所述激光打标装置800通过支架可调位置地固定在安装立柱913上,所述安装立柱913内部设置有丝杆,且丝杆与支架传动连接,所述丝杆顶端连接转动拨盘。通过旋转转动拨盘,令支架沿丝杆进行上下移动,从而调整激光打标装置800的位置高度。
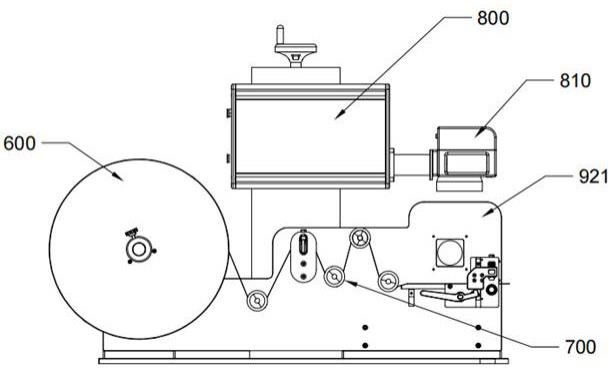
53.以及,如图16、图17所示,所述机柜900正面设置有显示器930,显示器930下方设置有观察窗940,且观察窗940与卷带快装模组的位置相对应,便于观察激光打标机的工作情况以及涨紧机构700对标签卷带的绷紧状态,且所述观察窗940内镶嵌有亚克力防护板。所述观察窗下方设置有出纸口950,且出纸口950与卷带快装模组的位置相对应,用于传输出已打标好的标签卷带。
54.进一步的,所述机柜900上具有可转动打开的第一转动门960、第二转动门970和第三转动门980,所述第一转动门960对应激光打标装置800的高度位置,所述第二转动门970对应卷带快装模组的高度位置,且第一转动门960、第二转动门970位于机柜的同一侧;所述第三转动门980位于机柜900相对第一转动门960的另一侧。
55.如图10、图11所示,在其中一个实施例中,所述供料机构600包括有轴承安装座610以及可转动固定在轴承安装座610上的转盘轴620;所述轴承安装座610固定在第一主板支板911上,且所述轴承安装座610位于立板920的第二表面922旁边;所述转盘轴620上设置有挡料盘630、弹簧压盘640,所述弹簧压盘640朝向挡料盘630,用于将标签卷带压紧在挡料盘630上;和/或,所述挡料盘630上设置有第一定位转盘631,用于挡住标签卷带;所述弹簧压盘640上设置有与第一定位转盘631平行的第二定位转盘641,用于压紧标签卷带在第一定位转盘631上。
56.在本实施例中,所述轴承安装座610上具有轴承,且通过轴承实现转盘轴620的可转动固定;所述挡料盘630安装于转盘轴620靠近轴承安装座610的位置上,所述弹簧压盘640安装于转盘轴620远离轴承安装座610的位置上;进一步的,第一定位转盘631、第二定位转盘641采用透明的亚克力盘,可以清楚看到固定的标签卷带余量,便于工作人员及时准备新的标签卷带。
57.在其中一个实施例中,所述供料机构600另一侧设置有制动组件650;所述制动组件650包括制动器安装座651以及设置在制动器安装座651上的制动器652,所述制动器安装座651固定在机柜面板910上;所述制动器652与转盘轴620连接,用于制动转盘轴620,防止转盘轴620上固定的标签卷带在惯性作用下转动。
58.因为在主动转辊组件100停止时,转盘轴620因惯性原因无法及时停止,供料机构600继续向外传输出标签卷带,导致传出的标签卷带量超过涨紧机构700的调节范围,使标签卷带松弛产生曲面,影响激光打标装置800的打标效果。
59.在本实施例中,制动组件650主要是对供料机构600的转盘轴620进行制动,所述制动组件650设置在转盘轴620远离挡料盘630的一端,且制动组件650的制动器652与转盘轴620之间存在摩擦力,该摩擦力小于主动转辊组件100对标签卷带的拉力,在主动转辊组件100停止运动后,通过制动器652与转盘轴620之间的摩擦力令转盘轴620停止转动,防止供料机构600继续向外传出多余的标签卷带。
60.如图12所示,在其中一个实施例中,所述涨紧机构700包括有至少一个定位滚筒
710以及至少一个涨紧组件720;所述定位滚筒710与涨紧组件720之间具有高度差;所述定位滚筒710可转动设置在立板920第一表面921上;所述定位滚筒710上设置有定位圈711,用于定位标签卷带。
61.标签卷带在经过定位滚筒710表面进行传输时,由于摩擦力以及拉力的细微不均匀,在经过多个定位滚筒710的传输后,标签卷带的传输方向可能会出现偏差,甚至偏离出定位滚筒710的范围,这样不利于标签卷带的打标。
62.在本实施例中,通过在定位滚筒710两侧端设置的定位圈711对标签卷带进行限位,尤其时在设置有多个定位滚筒710时,经过多个定位滚筒710以及定位圈711对标签卷带传输方向的逐步修正,可以令最后传出的标签卷带沿直线稳定地传输到主动转辊组件100。
63.如图13所示,在其中一个实施例中,所述涨紧组件720包括第一弹簧座721、第二弹簧座722、滑动滚筒730;所述第一弹簧座721通过连接杆固定在主板第一表面921上,所述第二弹簧座722固定在立板920第二表面922上;所述第一弹簧座721上设置有第三通孔723,第二弹簧座722上设置有第四通孔724;所述第三通孔723与第四通孔724位于同一高度位置,且立板920上具有与第四通孔724对应的避让孔;所述滑动滚筒730具有滑动滚轴731,所述滑动滚轴731水平容置于第三通孔723、第四通孔724内,且所述滑动滚轴731外圈可转动固定有滑动滚筒730;和/或,所述第一弹簧座721顶端具有贯穿至第三通孔723的贯穿孔,所述第二弹簧座722顶端具有贯穿至第四通孔724的贯穿孔;所述贯穿孔内设置有导向插销,且导向插销活动贯穿滑动滚轴731;所述导向插销外圈面设置有弹簧,所述弹簧位于滑动滚轴731下端面与第三通孔723、第四通孔724底部之间,用于将滑动滚轴731向上顶起,使经过滑动滚筒730的标签卷带绷紧。
64.在主动转辊组件100拉动标签卷带时,标签卷带承受的拉力增加,如果没有涨紧组件720调整,可能会导致标签卷带出现形变。
65.在本实施例中,弹簧将滑动滚轴731向第三通孔723、第四通孔724的顶端推动,从而实现滑动滚轴731的上升,将标签卷带绷紧在滑动滚筒730上。基于上述设计,在主动转辊组件100拉动标签卷带,标签卷带过于紧绷时,标签卷带通过滑动滚筒730对滑动滚轴731施加向下的压力,滑动滚轴731向下移动,使弹簧收缩积蓄弹性势能;同时减少了标签卷带的传输路程,缓解标签卷带的紧绷程度。在传出较多标签卷带,标签卷带较为松弛时,弹簧舒张释放弹性势能,令滑动滚轴731上升,使使经过滑动滚筒730的标签卷带绷紧。
66.在其中一个实施例中,所述主动转辊组件100包括有主动辊轴111以及套接于主动转辊外侧的主动转辊110;所述主动辊轴111可转动固定在立板920、第一安装板410之间;所述主动辊轴111两端通过轴承可转动固定在立板920、第一安装板410上;和/或,所述打标机还包括驱动机构120,所述驱动机构120通过安装座设置于立板920第二表面922的旁边,且驱动机构120通过同步组件130与主动辊轴111传动连接。
67.在本实施例中,所述驱动机构120运动时,通过同步组件130令主动转辊组件100中的主动辊轴111同步转动,带动套接于主动辊轴111外侧的主动转辊110,从而将经过主动转辊110外侧的标签卷带向外传出。
68.进一步的,所述同步组件130包括第一同步齿轮、第二同步齿轮,所述第一同步齿轮设置在驱动机构120的输出轴上,所述第二同步齿轮设置在主动辊轴111的一端;所述第
一同步齿轮、第二同步齿轮之间通过同步带同步传动。
69.在其中一个实施例中,所述打标机还包括标签托板140,水平设置在所述涨紧机构700与所述主动转辊组件100之间,用于托起标签卷带;所述标签托板140具有第七表面141以及导向面142;所述第七表面141高出与涨紧机构700传出标签卷带的下端面;所述导向面142设置在标签托板140朝向涨紧机构700的一侧,用于导向过渡标签卷带,令标签卷带平铺在第七表面141上。
70.在激光打标的过程中,对标签卷带的加工面平面度具有要求,如果标签卷带的待加工面不平整,会影响打标效果,导致打出的图像或文字变形。
71.在本实施例中,标签托板140上的第七表面141为标签卷带提供一个水平的托起面,经过涨紧机构700修正后的标签卷带先经过导向面142进入到标签托板140,再沿导向面142过渡到第七表面141,可以防止标签卷带进入第七表面141的过程中被标签托板140边缘的棱边印出凸痕。
72.以及,第七表面141高出与涨紧机构700传出标签卷带的下端面,可以令标签卷带压紧在第七表面141,防止标签卷带两边出现翘起,提高打标效果。
73.如图18所示,在其中一个实施例中,所述压合转辊210、主动转辊110、定位滚筒710、滑动滚筒730的外周面设置有防尘槽1000,用于将灰尘汇集在防尘槽1000内,防止灰尘在转辊或滚筒表面堆积聚集;和/或,所述防尘槽1000为v形槽。
74.在打标作业过程中,如果传输标签卷带的转辊或滚筒上堆积有灰尘,会使标签卷带上沾染灰尘,影响激光束在标签卷带表面的照射效果,导致打标出的图像或文字部分出现缺失。
75.在本实施例中,通过在转辊或滚筒的外周面设置防尘槽1000,随着转辊或滚筒的转动,落在表面的灰尘会逐渐汇集落入到防尘槽1000两侧槽壁或槽底,防止灰尘在转辊或滚筒表面堆积聚集,保证转辊或滚筒外周面的洁净。只需要定期将转辊或滚筒拆下清洗除尘即可。
76.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。