1.本实用新型涉及生产线技术领域,尤其是一种双层流转生产线。
背景技术:
2.生产线的基本原理是把一个生产重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其它子过程同时进行;简而言之,就是功能分解,空间上顺序依次进行,时间上重叠并行;
3.手动组装生产线是目前使用较为广泛的一种生产线,适合中小型产品的组装,其主要由多个工作台组成,每一个工作台普遍为对应一道工序,不同工序可进行包装、装配或打磨等操作,产品则具体为放置在流转板上依次在不同工作台之间进行转移,而流转板通常为承载着产品沿同一方向进行传递,即产品完成组装后,流转板会全部堆积在生产线的输出端,需要专门人员定期负责将生产线输出端的流转板搬运至生产线的输入端,导致费时费力的问题,且为了保证连续生产所需的流转板的数量也较多。
技术实现要素:
4.本实用新型要解决的技术问题是:为了解决现有技术中生产线在产品完成组装后,流转板会全部堆积在生产线的输出端,需要专门人员定期负责将生产线输出端的流转板搬运至生产线的输入端的问题,现提供一种双层流转生产线。
5.本实用新型解决其技术问题所采用的技术方案是:一种双层流转生产线,包括工作台组和转移机构;
6.所述工作台组上具有用于供流转板滑动的滑道,所述滑道的底部具有流利条,所述工作台组包括若干沿滑道延伸方向依次设置的若干工作台,所述滑道依次经过所有工作台;
7.所述工作台组位于滑道的下方设置有用于输送流转板的输送机构,所述流转板在滑道上的移动方向与流转板在输送机构上的输送方向相反,所述转移机构设置在工作台组的侧方,且用于将滑道输出端的流转板转移至输送机构的输入端。
8.本方案中利用在滑道底部设置流利条,以支撑住放置产品的流转板,故而工人可以直接推动流转板向下一个工作台移动,流转板与滑道之间的摩擦力小,可有效的降低工人劳动强度,同时当流转板到达滑道的输出端时,通过人工将其推入转移机构,由转移机构将流转板自动转移至输送机构,再由输送机构将流转板输送至滑道的输入端所在侧,从而实现流转板的循环使用,可降低人工成本,提高生产效率,可降低流转板所需的数量,且输送机构搭载至工作台底部,整体结构紧凑,占用空间小且方便安装维护。
9.进一步地,所述滑道的前后两侧也均设置有流利条;可起到防护和导向作用,滑道的前后两侧的流利条分别与流转板的前后两侧对置,可使流转板沿滑道的延伸方向移动,且防止滑道上的流转板在前后方向上脱落。
10.进一步地,所述转移机构包括支架、用于承载流转板的升降台、横向气缸及升降气
缸,所述升降台滑动安装在支架上,所述升降气缸的缸筒固定在支架上,所述升降气缸的伸出端和升降台固定连接,所述升降气缸用于带动升降台上下往复运动,所述横向气缸的缸体固定在升降台上,所述横向气缸的伸出端上固定有推板,所述横向气缸用于驱动推板左右往复运动;
11.当升降气缸带动升降台上升至与滑道平齐时,工人手动推动滑道输出端的流转板进入升降台,而后升降气缸带动升降台下降至与输送机构平齐,再由横向气缸带动推板,由推板将升降台上的流转板推动至输送机构的输入端。
12.进一步地,所述升降台上表面设置有流利条;升降台上的流利条支撑柱流转板,可提供流转板移动的灵活性。
13.进一步地,所述升降台上位于流转板的前后两侧也均设置有流利条,可防止流转板在前后方向上从升降台上掉落,亦可防止升降台上的流转板发生卡滞。
14.进一步地,所述输送机构为辊道输送机构或皮带输送机构。
15.进一步地,所述工作台位于滑道的上方设置有照明灯,所述照明灯与工作台固定连接或滑动连接。
16.进一步地,所述工作台上从上至下依次设置有用于放置物品的第一物料位、第二物料位及第三物料位。
17.进一步地,述工作台上具有操作台,所述操作台位于滑道的上方。
18.进一步地,所述工作台的上端固定或滑动安装有平衡器。
19.本实用新型的有益效果是:本实用新型的双层流转生产线利用在滑道底部设置流利条,以支撑住放置产品的流转板,故而工人可以直接推动流转板向下一个工作台移动,流转板与滑道之间的摩擦力小,可有效的降低工人劳动强度,同时当流转板到达滑道的输出端时,通过人工将其推入转移机构,由转移机构将流转板自动转移至输送机构,再由输送机构将流转板输送至滑道的输入端所在侧,从而实现流转板的循环使用,可降低人工成本,提高生产效率,输送机构搭载至工作台底部,整体结构紧凑,占用空间小且方便安装维护。
附图说明
20.下面结合附图和实施例对本实用新型进一步说明。
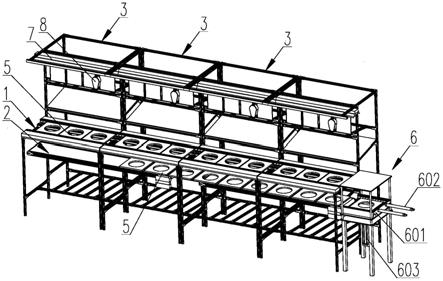
21.图1是本实用新型双层流转生产线的三维示意图;
22.图2是本实用新型双层流转生产线中工作台的三维示意图;
23.图3是图2中a的局部放大示意图;
24.图4是本实用新型双层流转生产线中工作台的侧视示意图;
25.图5是图4中b的局部放大示意图;
26.图6是本实用新型双层流转生产线中转移机构的三维示意图;
27.图中:1、滑道;
28.2、输送机构;
29.3、工作台,301、第一物料位,302、第二物料位,303、第三物料位,304、操作台;
30.4、流利条;
31.5、流转板;
32.6、转移机构,601、升降台,602、横向气缸,603、升降气缸,604、推板,605、支架;
33.7、照明灯;
34.8、平衡器。
具体实施方式
35.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成,方向和参照(例如,上、下、左、右、等等)可以仅用于帮助对附图中的特征的描述。因此,并非在限制性意义上采用以下具体实施方式,并且仅仅由所附权利要求及其等同形式来限定所请求保护的主题的范围。
36.实施例1
37.如图1-6所示,一种双层流转生产线,包括工作台组和转移机构6;
38.所述工作台组上具有用于供流转板5滑动的滑道1,所述滑道1的底部具有流利条4,所述工作台组包括若干沿滑道1延伸方向依次设置的若干工作台3,所述滑道1依次经过所有工作台3;
39.所述工作台组位于滑道1的下方设置有用于输送流转板5的输送机构2,所述流转板5在滑道1上的移动方向与流转板5在输送机构2上的输送方向相反,所述转移机构6设置在工作台组的侧方,且用于将滑道1输出端的流转板5转移至输送机构2的输入端。
40.所述滑道1的前后两侧也均设置有流利条4;可起到防护和导向作用,滑道1的前后两侧的流利条4分别与流转板5的前后两侧对置,可使流转板5沿滑道1的延伸方向移动,且防止滑道1上的流转板5在前后方向上脱落。
41.所述转移机构6包括支架605、用于承载流转板5的升降台601、横向气缸602及升降气缸603,所述升降台601滑动安装在支架605上,所述升降气缸603的缸筒固定在支架605上,所述升降气缸603的伸出端和升降台601固定连接,所述升降气缸603用于带动升降台601上下往复运动,所述横向气缸602的缸体固定在升降台601上,所述横向气缸602的伸出端上固定有推板604,所述横向气缸602用于驱动推板604左右往复运动;
42.当升降气缸603带动升降台601上升至与滑道1平齐时,工人手动推动滑道1输出端的流转板5进入升降台601,而后升降气缸603带动升降台601下降至与输送机构2平齐,再由横向气缸602带动推板604,由推板604将升降台601上的流转板5推动至输送机构2的输入端。
43.所述升降台601上表面设置有流利条4;升降台601上的流利条4支撑柱流转板5,可提供流转板5移动的灵活性。
44.所述升降台601上位于流转板5的前后两侧也均设置有流利条4,可防止流转板5在前后方向上从升降台601上掉落,亦可防止升降台601上的流转板5发生卡滞。
45.所述输送机构2为辊道输送机构2或皮带输送机构2,例如:辊道输送机构由若干沿输送方向分布的辊筒组成,辊筒为电动辊筒或无动力辊筒;亦或者,辊筒彼此传动连接,所有辊筒中至少有一个辊筒与电机传动连接;例如:皮带输送机构则主要由皮带、主动辊、从动辊及电机,皮带传动连接在主动辊和从动辊之间,电机与主动辊传动连接。
46.所述工作台3位于滑道1的上方设置有照明灯7,所述照明灯7与工作台3固定连接或滑动连接;照明灯7的设置,便于观察产品,降低误操作;本实施例中优选为照明灯7和工
作台3滑动连接,使照明灯7可前后移动,工人可依据工作需求、疲劳状态进行调节照明灯7的位置。
47.所述工作台3上从上至下依次设置有用于放置物品的第一物料位301、第二物料位302及第三物料位303;本实施例中第一物料位301、第二物料位302及第三物料位303处均具有若干用于放置物品的支撑杆或支撑管,具体如铝管;例如,第一物料位301可放置原材料,第二物料位302可放置装配辅件,第三物料位303可放置不良品,亦可根据实际需求进行调整。
48.所述工作台3上具有操作台304,所述操作台304位于滑道1的上方;操作台304可进行包装、装配、打磨等操作。
49.所述工作台3的上端固定或滑动安装有平衡器8,以悬挂风批或打磨工具。
50.本实施例中的流利条4可由型材和沿型材长度方向安装在型材上的若干滚轮组成,其中,滑道1底部的流利条4其上滚轮的轮面朝向滑道1上流转板5的底面,滑道1前侧流利条4其上滚轮的轮面朝向滑道1上流转板5的前侧面,滑道1后侧流利条4其上滚轮的轮面朝向滑道1上流转板5的后侧面,升降台601上表面的流利条4其上滚轮的轮面朝向升降台601上流转板5的底面,升降台601上位于流转板5前侧的流利条4其上滚轮的轮面朝向升降台601上流转板5的前侧面,升降台601上位于流转板5后侧的流利条4其上滚轮的轮面朝向升降台601上流转板5的后侧面;型材则具体可为铝型材或钢型材。
51.本实施例双层流转生产线的工作原理如下:
52.流转板5承载产品从滑道1的输入端开始,由工人手动推动流转板5依次经过各工作台3,并在各工作台3处完成相应的工序,最后到达滑道1输出端所在的工作台3处,完成最后一道工序后,将产品从流转板5上取出,升降气缸603则带动升降台601上升至与滑道1平齐,工人手动推动滑道1输出端的流转板5进入升降台601,而后升降气缸603带动升降台601下降至与输送机构2平齐,再由横向气缸602带动推板604,由推板604将升降台601上的流转板5推动至输送机构2的输入端,再由输送机构2将流转板5输送至滑道1的输入端所在侧,从而实现流转板5的循环使用,可降低人工成本,提高生产效率,且可降低流转板5所需的数量。
53.上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。