1.本发明涉及卷烟制造领域,更具体地,涉及一种烟草碎料掺配装置。
背景技术:
2.烟草制丝线在烟草加工过程中需要在某些工序前将烟叶碎料筛分出来,避免这些碎料再次造碎形成烟尘。筛分出的部分碎料还需再次添加至制丝生产线中。
3.现有的烟草碎料掺配方式为随分随加,即在筛分处加装带式输送机将筛分出的碎料添加至筛分出碎料的工序处理后的物料中。该掺配方式时效性较强,但不能实现不同批次碎料的添加利用。而且,如不能在该批次添加则筛分出的碎料只能进行退废处理,将造成原料浪费。若采用人工方式将筛分出的碎料分次分量添加,则不但均匀性较差,劳动强度也大。
4.因此,如何提供一种可均匀定量地向添加烟草碎料的装置成为本领域亟需解决的技术难题。
技术实现要素:
5.本发明的一个目的是提供一种可均匀定量地向添加烟草碎料的烟草碎料掺配装置的新技术方案。
6.根据本发明的第一方面,提供了一种烟草碎料掺配装置。
7.该烟草碎料掺配装置包括储料仓、控料机构和输送机构;其中,
8.所述控料机构包括控料仓和控料组件,所述控料仓的入口与所述储料仓的出口相连接,所述控料组件包括控料辊,所述控料辊位于所述控料仓内,且所述控料辊与所述控料仓的内壁相切,所述控料辊的表面上设有多个控料槽,所述控料槽沿着所述控料辊的长度方向延伸,且所述控料槽为曲线槽;
9.所述输送机构包括第一输送组件和第二输送组件,所述第一输送组件包括第一输送仓和第一输送辊,所述第一输送仓上设有进料口,所述控料仓的出口与所述进料口相连接,所述第一输送辊位于所述第一输送仓内,所述第二输送组件包括第二输送仓和第二输送辊,所述第二输送仓与所述第一输送仓相连接,所述第二输送仓上设有出料口,所述第二输送辊位于所述第二输送仓内,所述第一输送辊和所述第二输送辊上均设有螺旋输送叶片,且所述第一输送辊和所述第二输送辊的输送方向之间具有夹角。
10.可选的,所述储料仓具有漏斗状结构。
11.可选的,所述控料组件还包括旋转轴,所述控料辊安装在所述旋转轴上。
12.可选的,所述控料辊包括两个半控料辊,两个所述半控料辊镜像对称设置,且每个所述半控料辊上的所述控料槽均为完整的槽。
13.可选的,所述控料机构还包括用于支撑所述控料仓的支撑支架。
14.可选的,所述第一输送组件还包括用于驱动所述第一输送辊旋转的第一驱动单元。
15.可选的,所述控料机构还包括传动组件,所述第一驱动单元通过传动组件带动所述控料辊作旋转运动。
16.可选的,所述传动组件包括第一同步带轮、同步齿形带和第二同步带轮,所述第一同步带轮与所述第一输送辊的端部固定连接,所述第二同步带轮与所述控料辊固定连接,所述同步齿形带与所述第一同步带轮和所述第二同步带轮相配合。
17.可选的,所述第二输送组件还包括用于驱动所述第二输送辊旋转的第二驱动单元。
18.可选的,所述第一输送辊和所述第二输送辊的中心轴相垂直。
19.本公开的烟草碎料掺配装置实现了不同批次筛分碎料按任意比例添加,大大减少了因不能随机添加造成的原料浪费,碎料掺配精度高。通过控制控料辊的旋转速度、控料辊上控料槽的大小和长度、第一输送辊和第二输送辊的旋转速度可实现控制碎料掺配至流水线物料的比例调节。
20.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
21.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
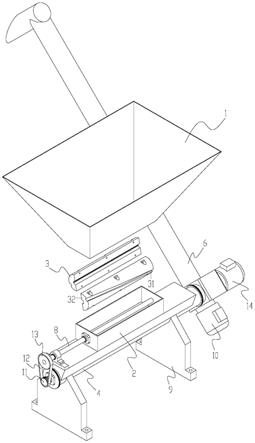
22.图1为本公开的烟草碎料掺配装置实施例的结构示意图。
23.图2为本公开的烟草碎料掺配装置实施例的第一输送辊和第二输送辊的结构示意图。
24.图中标示如下:
25.储料仓-1,控料仓-2,控料辊-3,控料槽-31,半控料辊-32,第一输送仓-4,第一输送辊-5,第二输送仓-6,第二输送辊-7,旋转轴-8,支撑支架-9,第一驱动单元-10,第一同步带轮-11,同步齿形带-12,第二同步带轮-13,第二驱动单元-14。
具体实施方式
26.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
27.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
28.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
29.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
30.如图1和图2所示,本公开的烟草碎料掺配装置包括储料仓1、控料机构和输送机构。
31.控料机构包括控料仓2和控料组件,控料仓2的入口与储料仓1的出口相连接,储料
仓1内的烟草碎料可自储料仓1的出口进入控料仓2。
32.控料组件包括控料辊3,控料辊3位于控料仓2内,且控料辊3与控料仓2的内壁相切。控料辊3的表面上设有多个控料槽31,控料槽31沿着控料辊3的长度方向延伸,且控料槽31为曲线槽。控料槽31内可以灌满烟草碎料,随着控料辊3的旋转,控料槽31内的烟草碎料自控料仓2的出口进入输送机构。
33.输送机构包括第一输送组件和第二输送组件。
34.第一输送组件包括第一输送仓4和第一输送辊5。第一输送仓4上设有进料口,控料仓2的出口与进料口相连接,第一输送辊5位于第一输送仓4内。
35.第二输送组件包括第二输送仓6和第二输送辊7。第二输送仓6与第一输送仓4相连接,第二输送仓6上设有出料口,烟草碎料可自出料口进入拟添加烟草碎料的流水线的物料上。第二输送辊7位于第二输送仓6内。第一输送辊5和第二输送辊7上均设有螺旋输送叶片,且第一输送辊5和第二输送辊7的输送方向之间具有夹角。第一输送辊5和第二输送辊7上的螺旋输送叶片可将烟草碎料稳定地输出至流水线的物料上。
36.本公开的烟草碎料掺配装置在使用时,先将烟草碎料加入储料仓1,储料仓1内的烟草碎料在重力的作用下进入控料仓2。接着控料仓2内控料辊3旋转,随着控料辊3的旋转,控料槽31内的烟草碎料进入第一输送仓4。在第一输送仓4内的第一输送辊5的输送下,烟草碎料进入第二输送仓6。在第二输送仓6内的第二输送辊7的输送下,烟草碎料自出料口进入流水线的物料中。
37.本公开的烟草碎料掺配装置实现了不同批次筛分碎料按任意比例添加,大大减少了因不能随机添加造成的原料浪费,碎料掺配精度高。通过控制控料辊3的旋转速度、控料辊3上控料槽31的大小和长度、第一输送辊5和第二输送辊7的旋转速度可实现控制碎料掺配至流水线物料的比例调节。
38.在本公开的烟草碎料掺配装置的一种实施方式,为了更好地控制烟草碎料的掺配速率,储料仓1具有漏斗状结构。
39.在本公开的烟草碎料掺配装置的一种实施方式,控料组件还包括旋转轴8,控料辊3安装在旋转轴8上。旋转轴8带动控料辊3旋转,有利于更方便地控制控料辊3的旋转。具体实施时,旋转轴8可由独立的驱动单元驱动,或者,可由驱动第一输送辊5或第二输送辊7的驱动单元驱动。
40.进一步的,控料辊3包括两个半控料辊32。两个半控料辊32镜像对称设置,且每个半控料辊32上的控料槽31均为完整的槽。这种结构的控料辊3可更加方便地更换,从而根据不同的掺配需要调整具有不同大小和长度的控料槽31的控料辊3。
41.在本公开的烟草碎料掺配装置的一种实施方式,为了更方便地移动及定位烟草碎料掺配装置,控料机构还包括用于支撑控料仓2的支撑支架9。
42.在本公开的烟草碎料掺配装置的一种实施方式,第一输送组件还包括用于驱动第一输送辊5旋转的第一驱动单元10。
43.进一步的,控料机构还包括传动组件,第一驱动单元10通过传动组件带动控料辊3作旋转运动。
44.更进一步的,传动组件包括第一同步带轮11、同步齿形带12和第二同步带轮13。第一同步带轮11与第一输送辊5的端部固定连接,第二同步带轮13与控料辊3固定连接,同步
齿形带12与第一同步带轮11和第二同步带轮13相配合。这种结构的传动组件可控性好,还可通过更换第一同步带轮11、同步齿形带12和第二同步带轮13来控制掺配速率。
45.具体实施时,第二同步带轮13可与旋转轴8相配合,并且可在旋转轴8上设置旋转轴承。
46.在本公开的烟草碎料掺配装置的一种实施方式,第二输送组件还包括用于驱动第二输送辊7旋转的第二驱动单元14。
47.在本公开的烟草碎料掺配装置的一种实施方式,为了更高效地传输烟草碎料,第一输送辊5和第二输送辊7的中心轴相垂直。
48.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。