1.本实用新型涉及空调加工技术领域,特别是一种平面规整物体的自动上线装置。
背景技术:
2.蒸发器属于空调的核心部件,由上游单位送至总装氦检生产线进行一系列毛细管件组装、焊接以及检漏合格后上总装线。为节约生产现场空间,一般总装线与氦检线存在部分平行重叠现象。
3.目前生产线与氦检线中间由人为中转蒸发器,员工需要转身拿取蒸发器,再转身将蒸发器放至工艺板上,根据目前班组生产情况,员工需要转身7000余次,对员工而言存在严重的动作浪费,通过人工进行转身180度拿取蒸发器,转身蒸发器上线等一系列动作,增加了动作的浪费,生产效率低下,且人工放置过程中重复动作,存在较大的人力浪费,且人工拿取蒸发器过程中存在蒸发器脱落划伤手臂的安全隐患。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型提供一种平面规整物体的自动上线装置,旨在解决人工重复制作业导致人员疲劳的问题,以及降低公司用人成本和提高工序自动化水平的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种平面规整物体的自动上线装置,包括自动上线机器人、氦检线和总装线,所述氦检线设有氦检线定位装置,所述自动上线机器人设有夹具装置;所述氦检线定位装置设有固定架和回弹组件,所述回弹组件固定于固定架上,所述回弹组件固定有感应组件,所述感应组件设有接近开关。
6.作为本实用新型的进一步改进:所述回弹组件与固定架通过连接板和螺丝固定连接。
7.作为本实用新型的进一步改进:所述回弹组件设有气缸和螺栓。
8.作为本实用新型的进一步改进:所述固定架由铝型材制成。
9.作为本实用新型的进一步改进:所述氦检线定位装置焊接于氦检线。
10.作为本实用新型的进一步改进:所述夹具装置包括固定部和夹取部,所述固定部与夹取部连接,所述夹取部设有夹取气缸,所述夹取部内侧设有保护层。
11.作为本实用新型的进一步改进:所述保护层为透明胶皮层。
12.作为本实用新型的进一步改进:所述固定部由铝型材制成。
13.作为本实用新型的进一步改进:所述夹取部为由金属材质制成的金属板。
14.作为本实用新型的进一步改进:所述回弹组件包括第一回弹组件和第二回弹组件,所述第一回弹组件和第二回弹组件固定于固定架两端。
15.作为本实用新型的进一步改进:所述第一回弹组件与固定架通过连接板和螺丝固定连接,所述第二回弹组件与固定架通过连接板和螺丝固定连接。
16.作为本实用新型的进一步改进:所述第一回弹组件设有第一气缸和第一螺栓,所
述第二回弹组件设有第二气缸和第二螺栓。
17.作为本实用新型的进一步改进:所述第一回弹组件还设有第一感应组件,所述第二回弹组件还设有第二感应组件。
18.作为本实用新型的进一步改进:所述第一感应组件设有第一接近开关,所述第二感应组件设有第二接近开关。
19.与现有技术相比,本实用新型的有益效果是:
20.1.本发明通过设有自动上线机器人和夹具装置,实现平面规整物体的自动夹取和上线动作,提高了生产工序自动化水平,减少人工作业。本发明通过设有夹具装置,夹具装置设有金属板、夹取气缸和透明胶皮层,解决蒸发器易倒片的质量问题,提高质量水准。
21.2.本发明通过设有第一接近开关和第二接近开关,从而可以检测蒸发器是否到位,同时通过第一回弹组件和第二回弹组件巧妙微调蒸发器位置,防止氦检线流动过程中蒸发器倒片损伤。
22.3.本发明的自动上线机器人随线体动作,不存在工艺板待料情况,可以减少等待时间浪费,不影响工厂实际生产,保证了生产线的正常生产,同时亦可保证产品质量。
附图说明
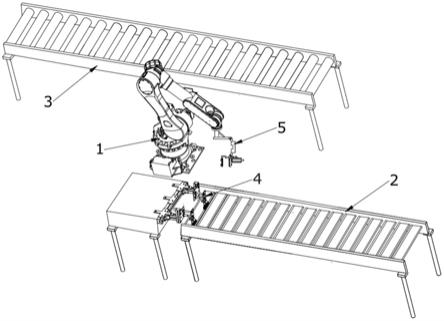
23.图1为本实用新型的整体装配结构示意图。
24.图2为氦检线定位装置的结构示意图。
25.图3为夹具装置的结构示意图。
具体实施方式
26.在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,有关术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。现结合附图说明与实施例对本发明进一步说明:
27.请参阅图1-3,一种平面规整物体的自动上线装置,包括自动上线机器人1、氦检线2和总装线3,所述氦检线2设有氦检线定位装置4,所述自动上线机器人1设有夹具装置5。
28.所述总装线3为生产空调的承载装置,所述氦检线2为生产蒸发器的承载装置。
29.所述氦检线定位装置4用于定位蒸发器,对蒸发器位置进行微调矫正,并将信号传给氦检线使其停线,同时将信号传给自动上线机器人使其完成自动上线动作。
30.所述自动上线机器人1控制夹具装置5夹取氦检线2的蒸发器并放置到总装线3上,完成蒸发器自动上线动作。
31.所述总装线3为滚筒线,所述氦检线2为板链线。所述氦检线定位装置4焊接于氦检线2处。
32.所述氦检线定位装置4设有固定架41和回弹组件,所述回弹组件固定于固定架上。
33.所述回弹组件包括第一回弹组件42和第二回弹组件43,所述第一回弹组件42和第二回弹组件43固定于固定架41两端。
34.所述固定架41由铝型材制成,所述第一回弹组件42通过连接板和螺丝与固定架41固定,所述第二回弹组件43通过连接板和螺丝与固定架41固定。
35.所述第一回弹组件42设有第一气缸和第一螺栓,所述第二回弹组件43设有第二气缸和第二螺栓,所述第一回弹组件和第二回弹组件用于对蒸发器位置进行微调矫正,从而避免蒸发器倒片损伤,同时为自动上线机器人后续夹取蒸发器提供作业空间。
36.所述第一回弹组件42还设有第一感应组件421,所述第二回弹组件43还设有第二感应组件431。
37.所述第一感应组件421设有第一接近开关,所述第二感应组件431设有第二接近开关,所述第一接近开关和第二接近开关用于感应蒸发器是否到位,若蒸发器到位后,将信号传给氦检线使其停线,同时将信号传给自动上线机器人使其完成自动上线动作。
38.所述夹具装置5包括固定部51和夹取部52,所述固定部51与夹取部连接。所述固定部51由铝型材制成,所述夹取部52为由金属材质制成的金属板。
39.所述夹取部52设有夹取气缸53,所述夹取气缸用于控制蒸发器的拿取。
40.所述夹取部52内侧设有保护层54,所述保护层由透明胶皮层构成,所述保护层用于取放蒸发器时保护蒸发器,防止因受力不均而导致蒸发器倒片的问题。
41.本发明可用于蒸发器的自动上线,也可用于其它形状较为规整的零部件的自动上线。
42.本实用新型的工作原理:
43.当蒸发器随氦检线2到达指定位置时,会触发氦检线定位装置4的第一感应组件421和第二感应组件431,第一感应组件421和第二感应组件431将信号传给氦检线2,使氦检线停止运动。第一回弹组件42和第二回弹组件43动作使蒸发器回弹一定距离,为自动上线机器人夹取蒸发器提供作业空间。同时,第一感应组件421和第二感应组件431将信号传输给自动上线机器人,同一时刻自动上线机器人接到信号动作,夹取蒸发器。
44.自动上线机器人1控制夹具装置5动作到氦检线2的指定位置,夹取蒸发器并动作到总装线3上方指定位置,自动上线机器人控制夹具装置下落至总装线3指定位置,自动上线机器人控制夹具装置松开,完成蒸发器的搬移上线动作。
45.本实用新型的主要功能:
46.本发明通过设有自动上线机器人和夹具装置,实现平面规整物体的自动夹取和上线动作,提高了生产工序自动化水平,减少人工作业,同时防止蒸发器换线时易夹线的问题。本发明通过设有夹具装置,夹具装置设有金属板、夹取气缸和透明胶皮层,解决蒸发器易倒片的质量问题,提高质量水准。
47.本发明通过设有第一接近开关和第二接近开关,从而可以检测蒸发器是否到位,同时通过第一回弹组件和第二回弹组件巧妙微调蒸发器位置,防止氦检线流动过程中蒸发器倒片损伤。
48.本发明的自动上线机器人随线体动作,不存在工艺板待料情况,可以减少等待时间浪费,不影响工厂实际生产,保证了生产线的正常生产,同时亦可保证产品质量。
49.在本实用新型描述中,需要理解的是,术语“上端面”、“下端面”、“顶部”、“底部”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于本实用新型的描述,因此不能理解为对本实用新型实际使用方向的限制。
50.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。